(54) ШТАМП ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ЖЕЛОБЧАТЫХ ДЕТАЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для вытяжки полых деталей | 1982 |
|
SU1049140A1 |
| Штамп для вытяжки с противодавлением | 1988 |
|
SU1593738A1 |
| Штамп для дозированного охлаждения | 1977 |
|
SU717141A1 |
| Штамп для глубокой вытяжки тонкостенных осесимметричных деталей | 1983 |
|
SU1098616A1 |
| Штамп для вытяжки | 1981 |
|
SU1018751A1 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
| Штамп для гибки П-образных деталей | 1985 |
|
SU1286319A1 |
| Вырубной штамп | 1974 |
|
SU523744A1 |
| Штамп для вытяжки и обрезки | 1975 |
|
SU645730A1 |
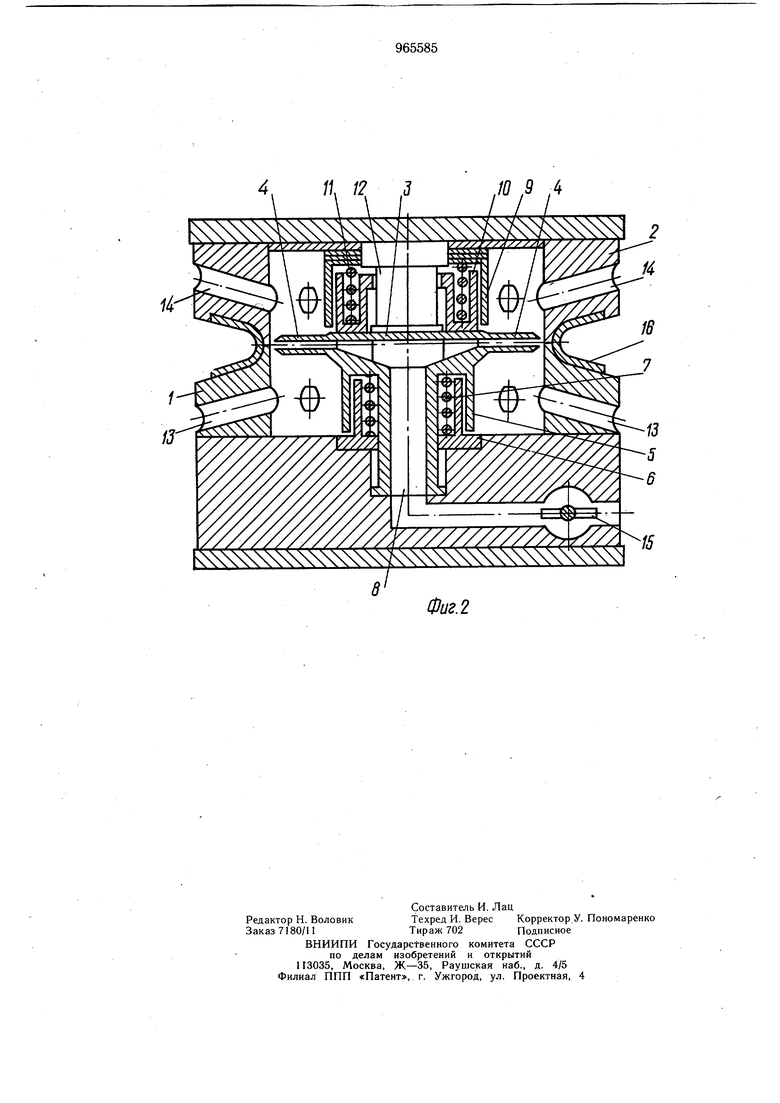
Изобретение относится к обработке металлов давлением, а именно к штампам для изготовления кольцевых деталей. Известен штамп для получения кольцевых желобчатых деталей, содержащий соосно установленные матрицу и пуансон 1. Недостатком известного штампа является недостаточно высокое качество получаемых желобчатых деталей, в частности профиль желоба значительно отличается от расчетного. Происходит искажение-профиля ручья из-за изменений пластичности заготовки в месте перегиба. Цель изобретения - улучшение качества получаемых деталей. Поставленная цель достигается тем, что штамп для получения кольцевых желобчатых деталей, содержащий соосно установленные матрицу и пуансон, снабжен узлом охлаждения средней части заготовки, выполненным в виде двух подпружиненных друг к другу стаканов, установленных в матрице концентрично между собой и имеющих подводящий канал под охлаждающую среду, причем один из стаканов снабжен головкой с радиальными каналами, а также смонтированного на пуансоне прижима, выполненного в виде двух подпружиненных друг к другу концентрично расположенных стаканов, при этом пружины каждой пары стаканов имеют одинаковые характеристики, а в пуансоне и матрице выполнены радиальные каналы для отвода охлаждающей среды. Штамп снабжен клапаном регулировки подачи охлаждающей среды. На фиг, 1 изображен штамп в раскрытом состоянии в начале рабочего хода пуансона; на фиг. 2 - то же, после окончания рабочего хода пуансона. Штамп содержит матрицу 1, пуансон 2. Внутри матрицы соосно с ней размещен охладитель 3 с радиально расположенной щелью 4. Он выполнен в виде наружного 5 и внутреннего 6 цилиндрических стаканов, .установленных один в другой и пружины 7. Охладитель имеет центральное отверстие 8 для подвода охлаждающей среды. Прижим состоит из наружного 9, внутреннего Ю стаканов, установленных один в другой и расположенной между ними пружины 11. Прижим смонтирован внутри пуансона на оси 12. Матрица и пуансон имеют
радиальные отводные каналы 13 и 14. В подводящем канале матрицы установлен регулировочный .клапан 15.
Штамп работает следующим образом.
При раскрытом щтампе нагретую заготовку 16 устанавливают на матрицу 1. При этом радиальная щель 4 направлена в центральную часть заготовки 16. При включении пуансона 2 на опускание (рабочий ход) включается клапан 15, который открывает канал для подвода к насадку воздуха.
Струя воздуха, выходя из щели, охлаждает центральную часть заготовки. При деформировании пуансоном заготовки, прижим своим наружным стаканом 10 нажимает на охладитель, он опускается и, вследствие примерно одинаковых характеристик пружин 7 и 11, щель 4 охладителя в процессе формирования профиля желоба остается направленной на среднюю часть заготовки 16 Отработанный воздух удаляется через отверстия 13 матрицы и отверстия 14 пуансона. При ходе пуансона вверх клапан 15 закрывает канал подвода воздуха к насадку и под действием пружин 7 и 11 охладитель и прижим возвращаются в исходное состояние.
Предложенный щтамп позволяет получать детали повыщенного качества вследствие исключения возможности искажения
/J
заготовки в средней части при формировании желоба.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
12 // 9
/ /
/4
Фиг.1 Фиг.2
