(54) СПОСОБ ТОКАРНОЙ ОБРАБОТКИ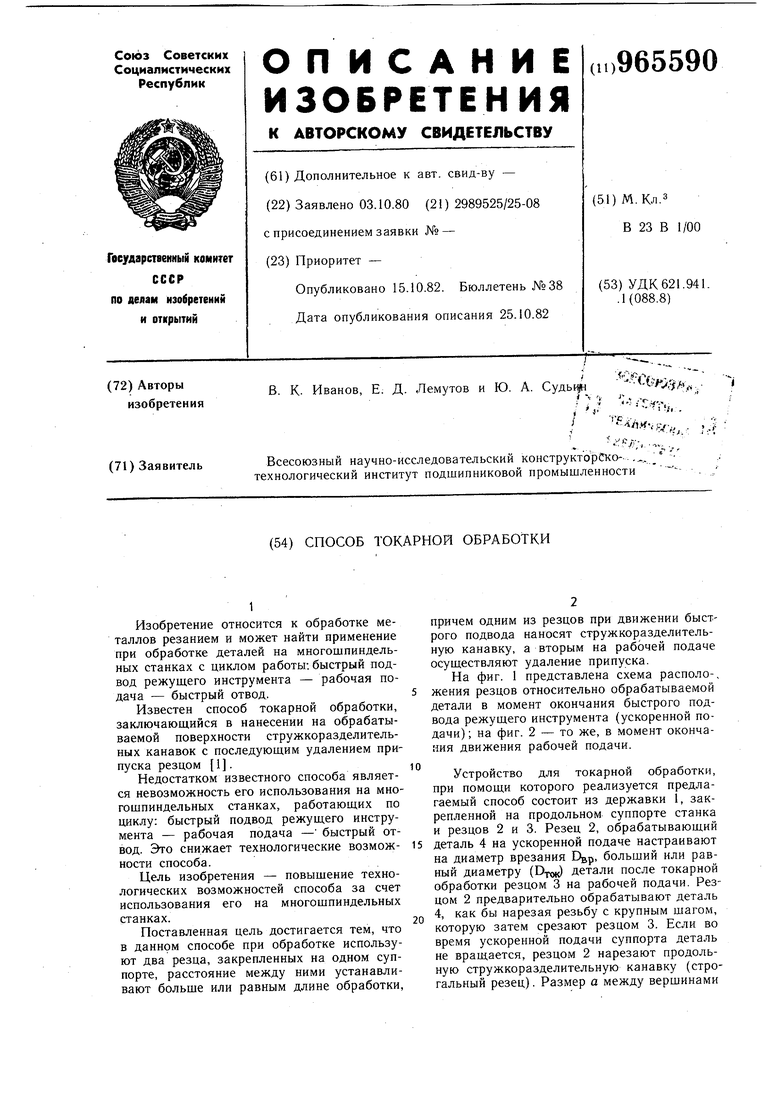
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Способ механической обработки с подогревом зоны резания плазменной дугой | 1979 |
|
SU872035A1 |
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| Устройство к станку для механической обработки деталей | 1982 |
|
SU1024163A1 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА И ФАСОННЫЙ РЕЗЕЦ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1999 |
|
RU2152848C1 |
| Устройство для механической обработки деталей | 1982 |
|
SU1038081A1 |
| Способ б.ш.гасанова обработкиКОльцЕВыХ KAHABOK HA издЕлияХТипА шАРОшКи буРОВОгО дОлОТА | 1979 |
|
SU837557A1 |
| Способ обработки высокотвердых чугунов | 1978 |
|
SU778934A1 |
| Способ управления токарной обработкой и устройство для его осуществления | 1982 |
|
SU1016080A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАВОГКЙ С ДРОБЛЕНИЕМСТРУЖКИ | 1972 |
|
SU344926A1 |
1
Изобретение относится к обработке металлов резанием и может найти применение при обработке деталей на многошпиндельных станках с циклом работы, быстрый подвод режуш.его инструмента - рабочая подача - быстрый отвод.
Известен способ токарной обработки, заключаюш,ийся в нанесении на обрабатываемой поверхности стружкоразделительных канавок с последуюш.им удалением припуска резцом 1.
Недостатком известного способа является невозможность его использования на многошпиндельных станках, работающих по циклу: быстрый подвод режущего инструмента - рабочая подача - быстрый отвод. Это снижает технологические возможности способа.
Цель изобретения - повышение технологических возможностей способа за счет использования его на многошпиндельных станках.
Поставленная цель достигается тем, что в данном способе при обработке используют два резца, закрепленных на одном суппорте, расстояние между ними устанавливают больше или равным длине обработки.
причем одним из резцов при движении быстрого подвода наносят стружкоразделительную канавку, а вторым на рабочей подаче осуществляют удаление припуска.
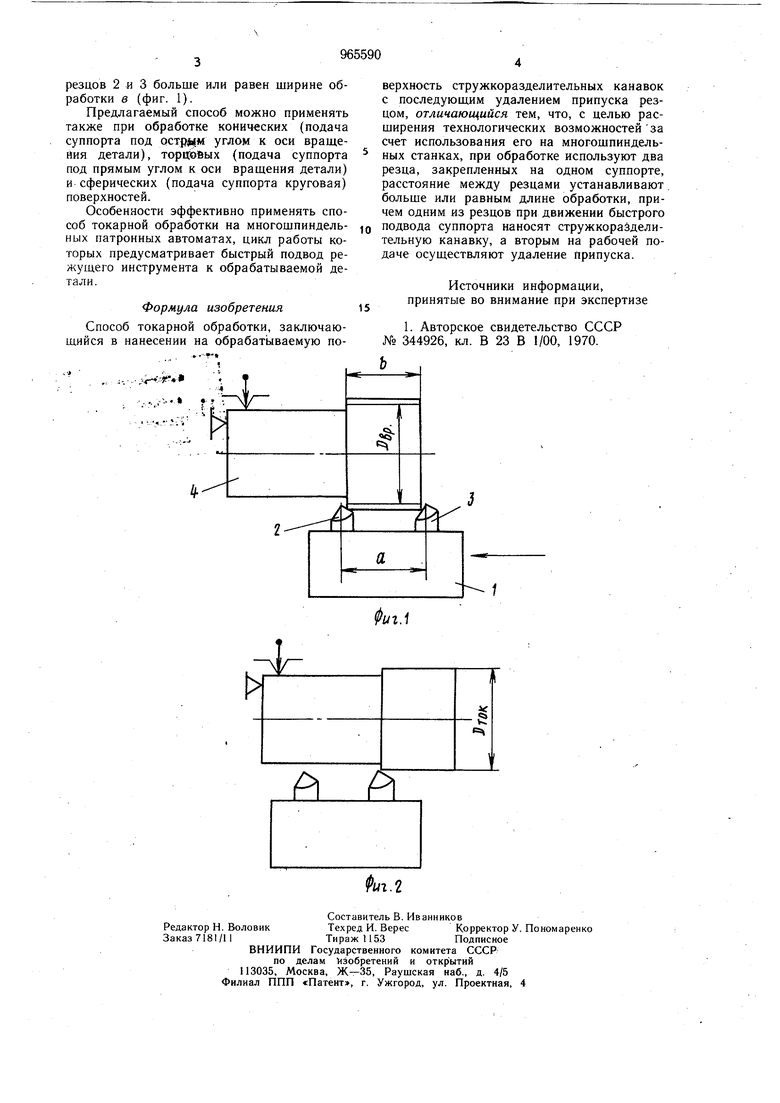
На фиг. 1 представлена схема располо-, жения резцов относительно обрабатываемой детали в момент окончания быстрого подвода режущего инструмента (ускоренной подачи) ; на фиг. 2 - то же, в момент окончания движения рабочей подачи.
10
Устройство для токарной обработки, при помощи которого реализуется предлагаемый способ состоит из державки 1, закрепленной на продольном суппорте станка и резцов 2 и 3. Резец 2, обрабатывающий
15 деталь 4 на ускоренной подаче настраивают на диаметр врезания Dgp, больший или равный диаметру () детали после токарной обработки резцом 3 на рабочей подачи. Резцом 2 предварительно обрабатывают деталь
2Q 4, как бы нарезая резьбу с крупным шагом, которую затем срезают резцом 3. Если во время ускоренной подачи суппорта деталь не вращается, резцом 2 нарезают продольную стружкоразделительную канавку (строгальный резец). Размер а между вершинами резцов 2 и 3 больше или равен ширине обработки б (фиг. 1). Предлагаемый способ можно применять также при обработке конич€ских (подача суппорта под остр| 1М углом к оси вращения детали), торйобых (подача суппорта под прямым углом к оси вращения детали) и сферических (подача суппорта круговая) поверхностей. Особенности эффективно применять способ токарной обработки на многошпиндельных патронных автоматах, цикл работы которых предусматривает быстрый подвод режущего инструмента к обрабатываемой детали. Формула изобретения Способ токарной обработки, заключающийся в нанесении на обрабатываемую по... .-Г
Ьф.wr
верхность стружкоразделительных канавок с последующим удалением припуска резцом, отличающийся тем, что, с целью расщирения технологических возможностейза счет использования его на многошпиндельных станках, при обработке используют два резца, закрепленных на одном суппорте, расстояние между резцами устанавливают. больше или равным длине обработки, причем одним из резцов при движении быстрого подвода суппорта наносят стружкораЗделительную канавку, а вторым на рабочей подаче осуществляют удаление припуска. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 344926, кл. В 23 В 1/00, 1970.
