(54) СТАНОК ДЛЯ ПРОТОЧКИ КАНАВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ВРАЩАЮЩИМСЯ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1971 |
|
SU422537A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ СПИРАЛЬНЫХКАНАВОК | 1972 |
|
SU428866A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| СУППОРТ МЕТАЛЛОРЕЖУЩЕГО СТАПКА | 1973 |
|
SU393046A1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| Станок с автоматической сменой инструмента | 1971 |
|
SU442589A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Устройство для заточки инструмента | 1981 |
|
SU1028452A1 |
| Токарный многорезцовый полуавтомат | 1982 |
|
SU1119780A1 |
Изобретение относится к станкостроению и может быть использовано на машиностроительных предприятиях при проточке канавок, например, в подшипниковом производстве при вытачке галтелей у колец роликоподшипников.
Известен станок для проточки канаков, содержащий шпиндель и суппорт, продольные салазки которого кинематически связаны с приводным валом 1.
Недостатком данного станка является то, что он не обеспечивает одновременного нарезания двух канавок, что ограничивает его производительность и то, что он обладает узкими технологическими возможностями, так как не пригоден для проточки канавок, расположенных в плоскостях под заданными углами к оси врашения детали.
Цель изобретения :- повышение производительности и расширение технологических возможностей за счет-обеспечения одновременной проточки двух канавок, расположенных в плоскостях под заданными углами к оси вращения детали.
Поставленная цель достигается тем, что станок снабжен дополнительным суппортом
и каждый суппорт смонтирован на соответствующей плите, установленной с возможностью поворота вокруг .приводного вала и расположенной параллельно оси шпинделя, а приводной вал взаимосвязан с суппортами через установленную на нем с возможностью осевого перемещения шестерню.
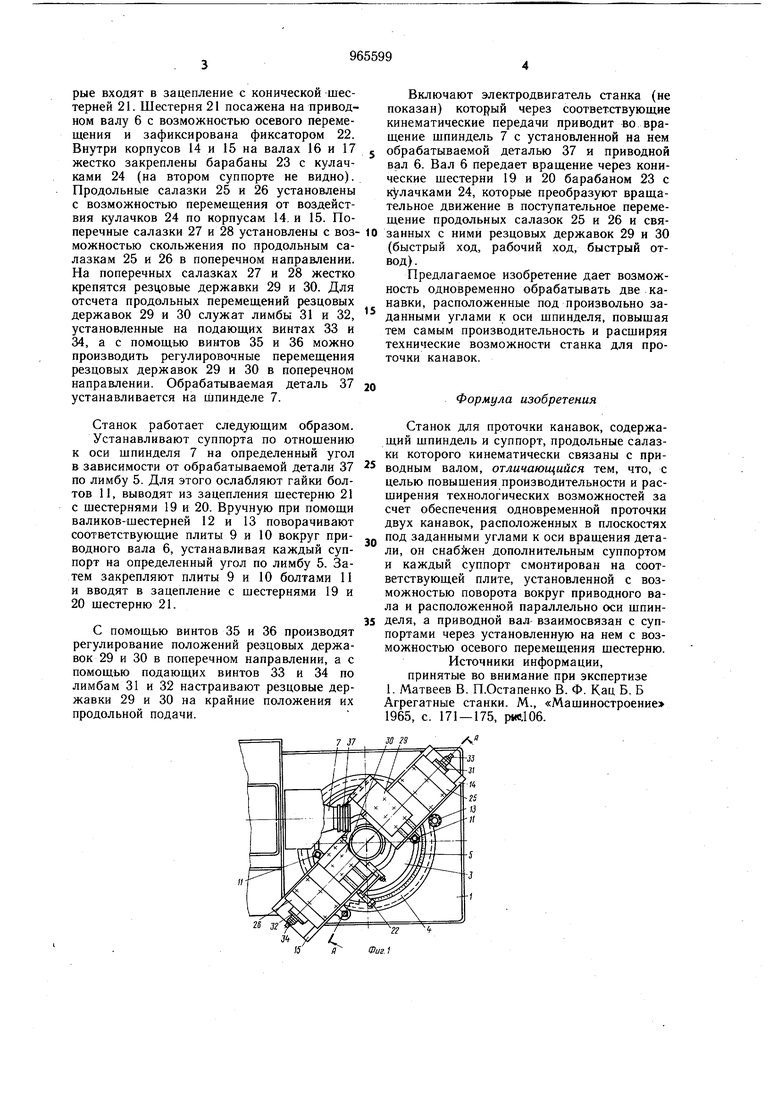
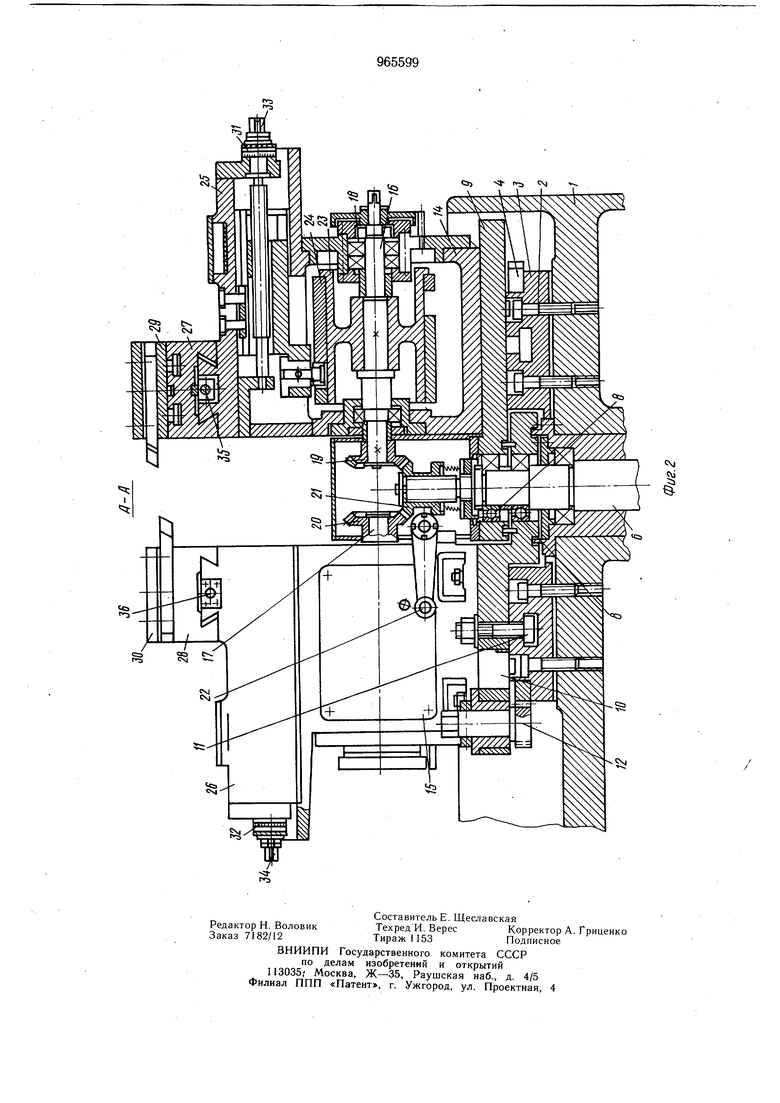
На фиг. 1 показан предлагаемый станок, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
10 Станок для проточки канавок имеет станину 1, на которой крепится винтами 2 диск 3 с зубчатым колесом 4 и лимбом 5. На приводном валу 6 параллельно шпинделю 7 смонтированы на подшипниках качения 8 поворотные плиты 9 и 10, которые
крепятся на диске 3 при помощи входящих в его Г-образный кольцевой паз болтов 11. В поворотных плитах 9 и 10 установлены валики-шестерни 12 и 13, которые входят в зацепление с зубчатым колесом 4. На поворотных плитах 9 и 10 закреплены корпуса суппортов 14 и 15, в которых смонтированы валы 16 и 17 на подшипниках 18 качения. На концах валов 16 и 17 жестко посажены конические шестерни 19 и 20, которые входят в зацепление с конической шестерней 21. Шестерня 21 посажена на приводном валу 6 с возможностью осевого перемещения и зафиксирована фиксатором 22. Внутри корпусов 14 и 15 на валах 16 и 17 жестко закреплены барабаны 23 с кулачками 24 (на втором суппорте не видио). Продольные салазки 25 и 26 установлены с возможностью перемещения от воздействия кулачков 24 по корпусам 14, и 15. Поперечные салазки 27 и 28 установлены с возможностью скольжения по продольным салазкам 25 и 26 в поперечном направлении. На поперечных салазках 27 и 28 жестко крепятся резцовые державки 29 и 30. Для отсчета продольных перемещений резцовых державок 29 и 30 служат лимбы 31 и 32, установленные на подающих винтах 33 и 34, а с помощью винтов 35 и 36 можно производить регулировочные перемещения резцовых державок 29 и 30 в поперечном направлении. Обрабатываемая деталь 37 устанавливается на Шпинделе 7. Станок работает следующим образом. Устанавливают суппорта по отношению к оси шпинделя 7 на определенный угол в зависимости от обрабатываемой детали 37 по лимбу 5. Для этого ослабляют гайки болтов 11, выводят из зацепления шестерню 21 с шестернями 19 и 20. Вручную при помощи валиков-шестерней 12 и 13 поворачивают соответствующие плиты 9 и 10 вокруг приводного вала 6, устанавливая каждый суппорт на определенный угол по лимбу 5. Затем закрепляют плиты 9 и 10 болтами 11 и вводят в зацепление с шестернями 19 и 20 шестерню 21. С помощью винтов 35 и 36 производят регулирование положений резцовых державок 29 и 30 в поперечном направлении, а с помощью подающих винтов 33 и 34 по лимбам 31 и 32 настраивают резцовые державки 29 и 30 на крайние положения их продольной подачи. Включают электродвигатель станка (не показан) который через соответствующие кинематические передачи приводит во вращение шпиндель 7 с установленной на нем обрабатываемой деталью 37 и приводной вал 6. Вал 6 передает вращение через конические шестерни 19 и 20 барабаном 23 с кулачками 24, которые преобразуют вращательное движение в поступательное перемещение продольных салазок 25 и 26 и связанных с ними резцовых державок 29 и 30 (быстрый ход, рабочий ход, быстрый отвод). Предлагаемое изобретение дает возможность одновременно обрабатывать две канавки, расположенные под произвольно заданными углами к оси шпинделя, повышая тем самым производительность и расширяя технические возможности станка для проточки канавок. Формула изобретения Станок для проточки канавок, содержащий шпиндель и суппорт, продольные салазки которого кинематически связаны с приводным валом, отличающийся тем, что, с целью повышения производительности и расширения технологических возможностей за счет обеспечения одновременной проточки двух канавок, расположенных в плоскостях под заданными углами к оси вращения детали, он снабжен дополнительным суппортом и каждый суппорт смонтирован на соответствующей плите, установленной с возможностью поворота вокруг приводного вала и расположенной параллельно оси шпинделя, а приводной вал взаимосвязан с суппортами через установленную на нем с возможностью осевого перемещения шестерню. Источники информации, принятые во внимание при экспертизе 1. Матвеев В. П.Остапенко В. Ф. Кац Б. Б Агрегатные станки. М., «Машиностроение 1965, с. 171 - 175, рис.106.
