Фиг. 5
Изобретение относится к пайке и может быть использовано для одновременной напайки нескольких износостойких пластин, в частности на вилки переключения коробок перемены передач.
Известно устройство для пайки пластин с державками, содержащее станину, на которой смонтирован механизм ориентации, механизм нагрева, механизм фиксации пластины на державке, механизм транспортирования державки.
Недостатками устройства являются низкая производительность, недостаточная точность ориентации пластины относительно державки.
Известно устройство для напайки износостойких пластин на державку режущего инструмента, содержащее станину с механизмами ориентации и фиксации пластины, механизмами нагрева и транспортирования.
Недостатками данного устройства является необходимость ручной установки пластин и невозможность установки и пайки одновременно двух пластин на противоположные стороны детали.
Целью изобретения является повышение производительности и расширение тех- нологических возможностей путем автоматизации процесса установки двух пластин и одновременной пайки пластин на противоположные стороны детали.
Поставленная цель достигается тем, что механизм фиксации износостойких пластин смонтирован на механизме транспортирования и выполнен в виде качающихся электродов с подпружиненными прижимами, а механизм ориентации снабжен двухсторонней кассетой с окном выдачи износостойких пластин и установленным над упомянутым окном П-образным упором.
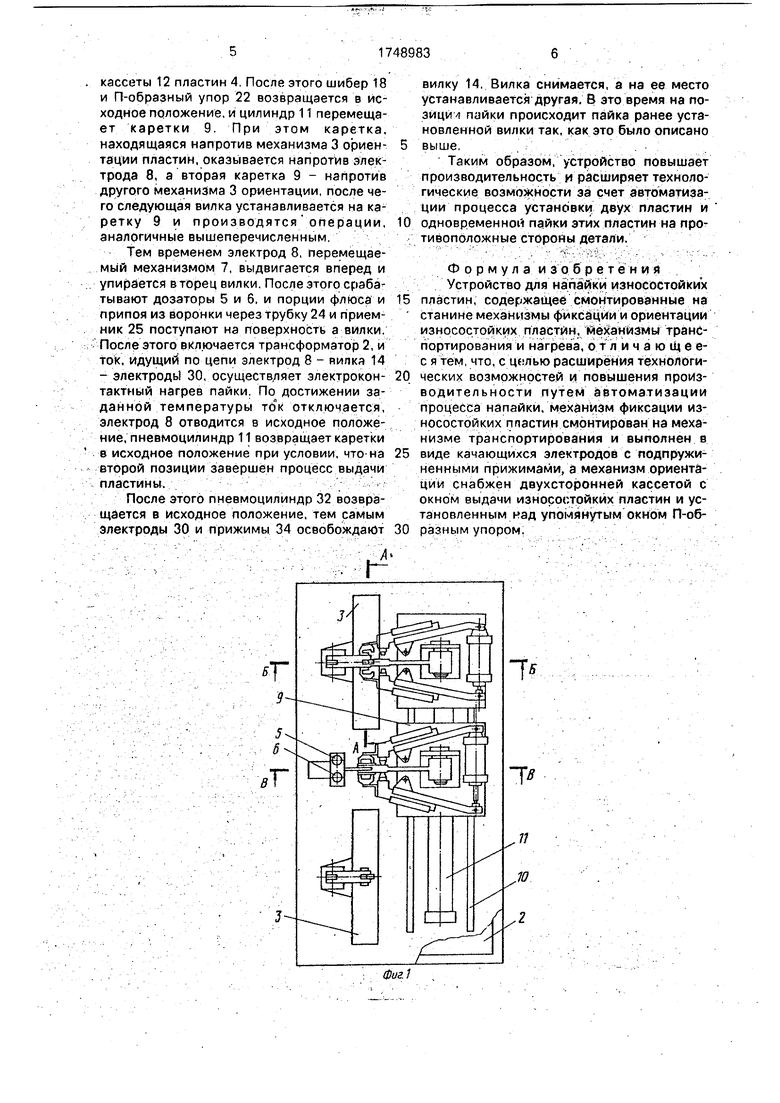
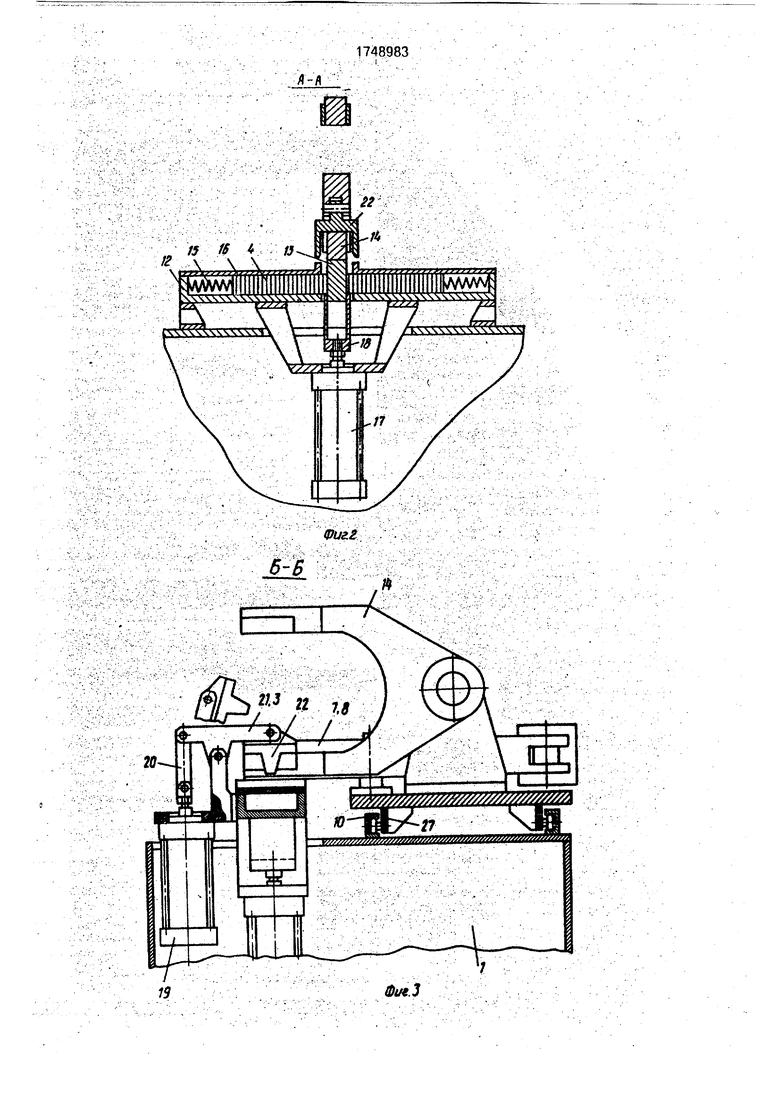
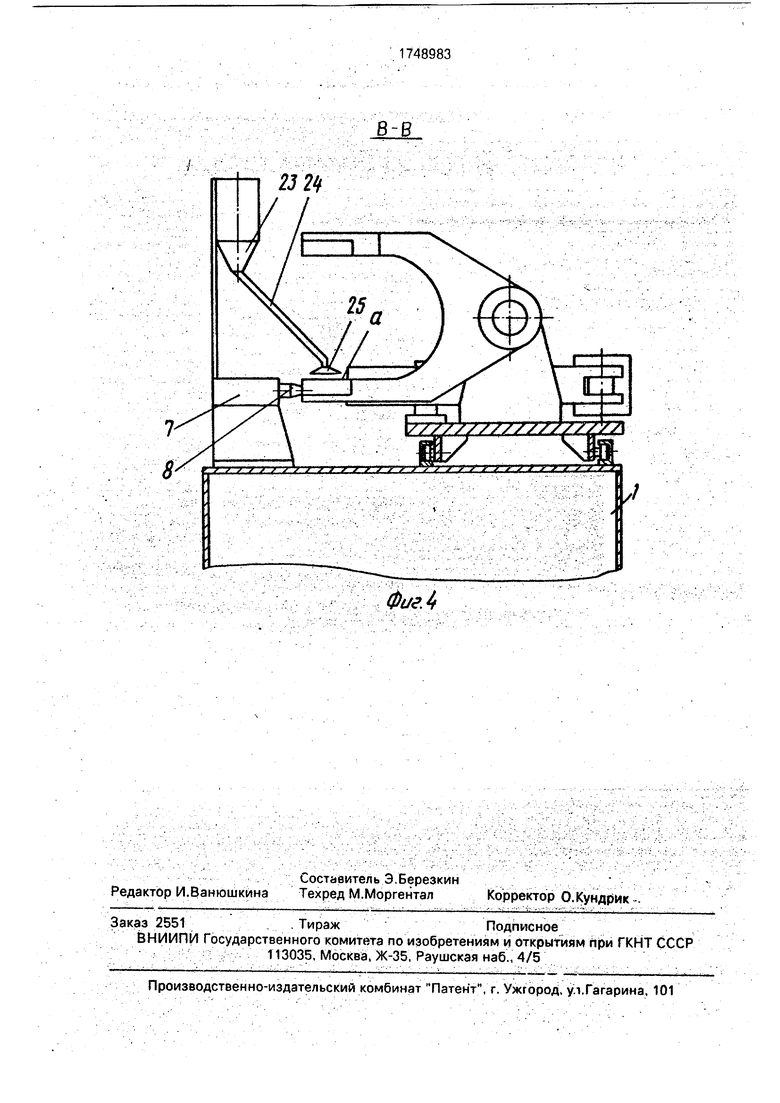
На фиг, 1 изображено устройство для пайки, план; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг, 4 - разрез В-В на фиг. 1; на фиг. 5 - каретка механизма транспортирования, план.
Устройство содержит станину 1, внутри которой установлен трансформатор 2, На станине 1 смонтированы также механизмы 3 ориентации пластин 4, дозаторы 5 и 6 соответственно для припоя и флюса, механизм 7 перемещения электрода 8, две каретки 9, связанные между собой, установленные в направляющих 10 и связанные с пневмоцилиндром 11. Механизм 3 ориентации пластин содержит кассету 12, в середине которой установлена вставка 13, толщина которой соответствует ширине паяемой вилки 14. По краям кассеты 12 вставлены пружины, взаимодействующие с
пластинами 4. В дне кассеты 12 установлен пневмоцилиндр 17, связанный с шибером 18. На боковой поверхности кассеты 12 закреплен цилиндр 19, связанный через тягу
20 с качалкой 21. установленной с возможностью поворота относительно горизонтальной оси. К качалке 2Т с возможностью поворота относительно ее крепится н-оо- разный упор 22, расстояние между верти0 кальными стенками которого несколько больше суммарной ширины вилки 14 и двух пластин 4. Дозаторы 5 и б установлены под воронкой 23, которая с помощью трубки 24 связана с приемником дозы 25,
5 Каретка 9 выполнена в виде плиты 25, снабженной роликами 27, взаимодействующими с направляющими 20. На плите 26 установлен кронштейн 28, предназначенный для поддержки вилки 14. На плите 26
0 смонтированы с возможностью поворота относительно вертикальных осей 29 два электрода 30, связанные с электродержателями 32, которые в свою очередь соединены С подвижным пневмоцилиндром 32, К элек5 тродержателям жестко крепятся пружинящие элементы 33, связанные с прижимом 34. Одна клемма трансформатора 2, с помощью гибкой шины (не показана) связана с электродом 8, а вторая клемма также по0 средством гибкой щины (не показана) связана с парами электродов 30, установленных на каретках 9.
Устройство работает следующим образом.
5 Вилка 14 устанавливается на кронштейн 29 каретки 9, находящейся напротив механизма 3 ориентации пластин, Срабатывает пневмоцилиндр 19 и переводит качалку 21 из наклонного положения в
0 горизонтальное. При этом П-образный упор 22 прижимает вилку 14 к вставке 13, после чего шибер 18 посредством цилиндра 17 выталкивает из кассеты две пластины 4, прижатые действием пружин 15 к вставке 13
5 с обеих сторон. Окно, выполненное в крышке 16, препятствует выдаче из кассеты 12 более двух пластин.
Пластины 4 шибером 18 перемещаются вверх до горизонтальной поверхности упо0 ра 22, тем самым обеспечивается заданное положение пластин относительно вилки. В процессе выдачи пластин вертикальные стенки П-образного упора 22 препятствуют разливанию пластин 4,
5 После выдачи пластин срабатывает пневмоцилиндр 32. При этом электродержатели 31 поворачиваются вокруг осей 29, и электроды 30 зажимают вилку 14, а прижи- мы 34 под действием пружинящих элементов 33 осуществляют зажим выданных из
кассеты 12 пластин 4. После этого шибер 18 и П-образный упор 22 возвращается в исходное положение, и цилиндр 11 перемещает каретки 9. При этом каретка, находящаяся напротив механизма 3 ориен- тации пластин, оказывается напротив электрода 8, а вторая каретка 9 - напротив другого механизма 3 ориентации, после чего следующая вилка устанавливается на каретку 9 и производятся операции, аналогичные вышеперечисленным,
Тем временем электрод 8, перемещаемый механизмом 7, выдвигается вперед и упирается в торец вилки. После этого срабатывают дозаторы 5 и б, и порции флюса и припоя из воронки через трубку 24 и приемник 25 поступают на поверхность а вилки. После этого включается трансформатор 2, и ток, идущий по цепи электрод 8 - вилка 14 - электродь 30, осуществляет электрокон- тактный нагрев пайки. По достижении заданной температуры то°к отключается, электрод 8 отводится в исходное положение, пневмоцилиндр 11 возвращает каретки в исходное положение при условии, что на второй позиции завершен процесс выдачи пластины.
После этого пневмоцилиндр 32 возвращается в исходное положение, тем самым электроды 30 и прижимы 34 освобождают
вилку 14. Вилка снимается, а на ее место устанавливается другая. В это время на по- зици л пайки происходит пайка ранее установленной вилки так, как это было описано выше,
Таким образом, устройство повышает производительность и расширяет технологические возможности за счет автоматизации процесса установки двух пластин и одновременной пайки этих пластин на противоположные стороны детали.
-
Формула изобретения Устройство для напайки износостойких пластин, содержащее смонтированные на станине механизмы фиксации и ориентации износостойких пластин, механизмы транспортирования и нагрева, отличающее- с я тем, что, с целью расширения технологических возможностей и повышения производительности путем автоматизации процесса напайки, механизм фиксации износостойких ппастин смонтирован на механизме транспортирования и выполнен в виде качающихся электродов с подпружиненными прижимами, а механизм ориентации снабжен двухсторонней кассетой с окном выдачи износостойких пластин и установленным над упомянутым окном Л-об- разным упором.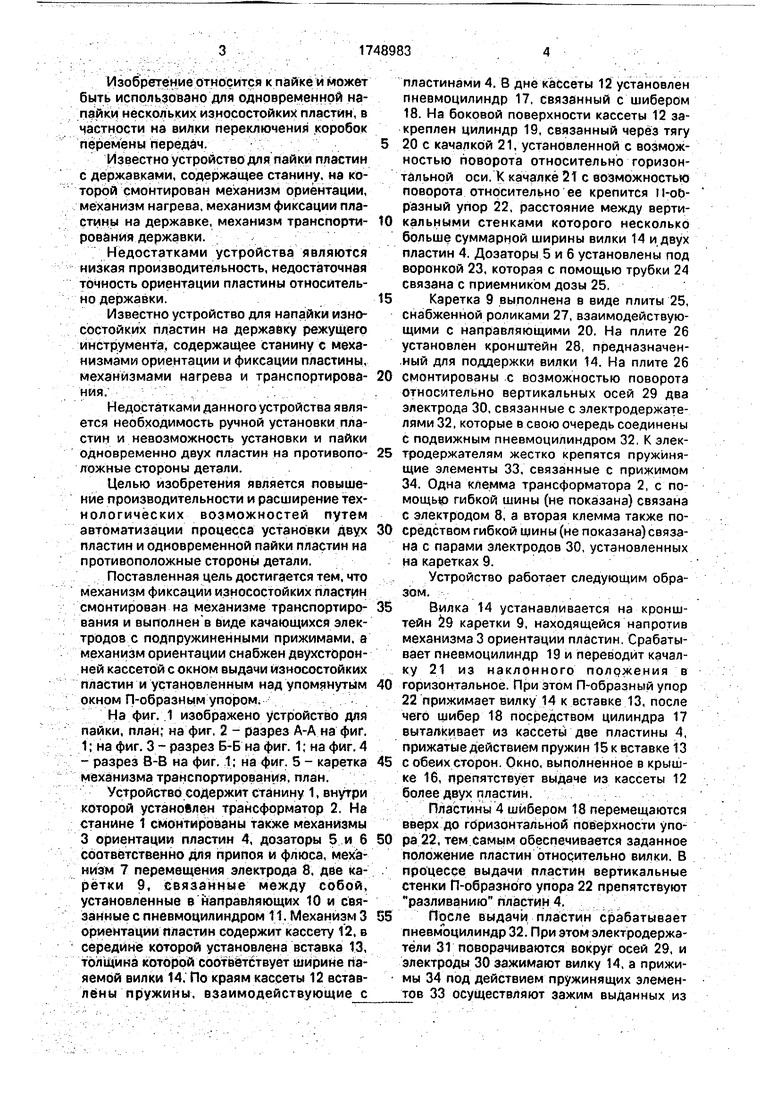
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для напайки твердосплавных пластин на державку режущего инструмента | 1981 |
|
SU965678A1 |
| Абразивно-отрезной станок | 1990 |
|
SU1773691A1 |
| Установка для сборки перед пайкой корпуса с выводами | 1982 |
|
SU1050824A1 |
| Станок для пайки твердосплавных пластин к режущему инструменту | 1974 |
|
SU503680A1 |
| Автомат для изготовления деталей из проволоки | 1985 |
|
SU1392733A1 |
| Установка для сборки пакетов | 1982 |
|
SU1106792A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Полуавтомат для пайки твердосплавных пластин с державками режущего инструмента | 1984 |
|
SU1465224A1 |
| Устройство для крепления под пайку твердосплавной пластины к державке режущего инструмента | 1980 |
|
SU929370A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
Использование изобретения: для одновременной напайки износостойких пластин. Сущность изобретения: устройство содержит станину 1. На станине 1 смонтированы механизм 3 ориентации пластин 4 и механизм 7 перемещения электрода 8. На качалке 21 механизма ориентации закреплен П-образный упор 22. Механизм ориентации оснащен кассетой 12 с окном для выдачи пластин. 5 ил.) Ъ1 у Ј VI со чэ 00 со 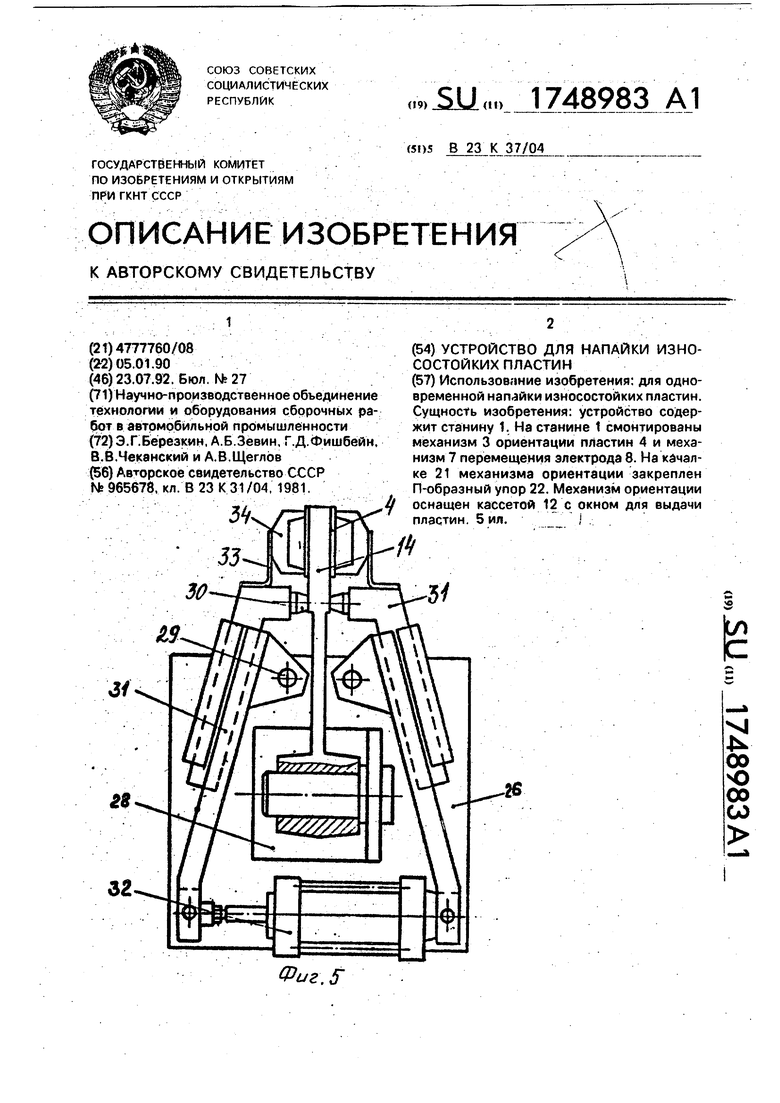
21
С868Ш
2324
Фиг 4
| Устройство для напайки твердосплавных пластин на державку режущего инструмента | 1981 |
|
SU965678A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
