(54) ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для электрохимического шлифования | 1989 |
|
SU1726173A1 |
| Электролит для электролитического шлифования | 1987 |
|
SU1484510A1 |
| Электролит для электроабразивной обработки быстрорежущих сталей | 1975 |
|
SU567580A1 |
| Электролит для электрохимического шлифования | 1986 |
|
SU1366332A1 |
| Электролит для электроабразивного шлифования | 1987 |
|
SU1537431A1 |
| Электролит для электрохимической правки абразивного инструмента на токопроводящей связке | 1977 |
|
SU766811A1 |
| .,0'СОЮЗНАЯ ^^:a[.^Hu-^i-Hs'^0*i^4?Дх.1О'^»^*^ | 1973 |
|
SU365230A1 |
| Электролит для электроабразивного шлифования | 1977 |
|
SU673413A1 |
| Электролит для электроалмазной обработки | 1986 |
|
SU1353587A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 1973 |
|
SU395219A1 |
1
Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности касается электролита для электроабразивного шлифования.
Известен электролит для электроабразивного шлифования металлов, содержащий водный раствор смеси азотнокислого и азотистокислого натрия 1.
Недостатком известного электролита является то, что при его использовании достигается невысокая износостойкость абразивного инструмента.
Цель изобретения - повышение износостойкости абразивного инструмента.
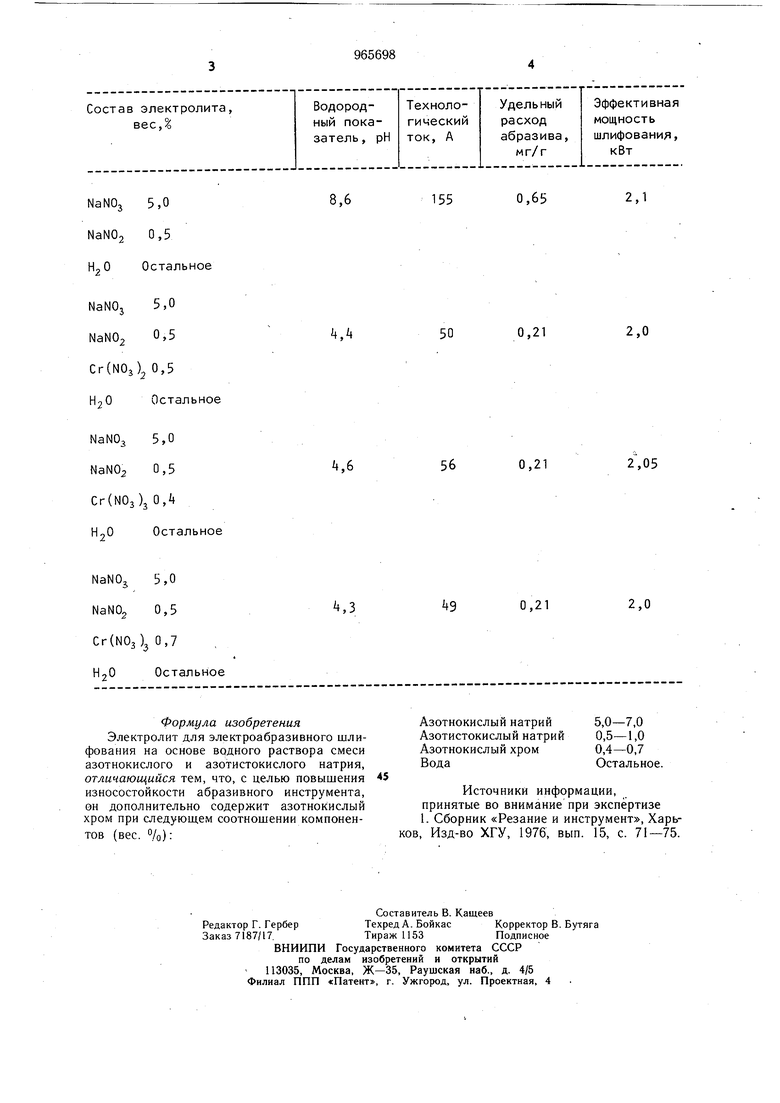
Поставленная цель достигается тем, что электролит для электроабразивного шлифования дополнительно содержит азотнокислый хром, при следующем соотнощении компонентов (вес. /о):
Азотнокислый натрий5,0-7,0
Азотистокислый натрий 0,5-1,0
Азотнокислый хром0,4-0,7
ВодаОстальное.
При содержании в электролите 0,4- 0,7 вес. °/о азотнокислого хрома обеспечивается оптимальный состав раствора, способствующий образованию на рабочей поверхности абразивного круга пленки из гидроокиси хрома низкой электропроводности и уменьшению доли эрозионного тока, что обуславливает снижение удельного расхода абразива, например эльбора и кубонита.
Данный электролит приготавливается следующим образом.
Навески исходных компонентов солей в
10 виде порошков растворяют в водопроводной воде, лучше подогретой до 40-БО С, а затем тщательно перемещиваются/и доводятся до расчетного объема. Срок хранения раствора практически неограничен.
Конкретные примеры использования раст15вора при электроабразивном шлифовании стали Р6М5 приведены в таблице.
Как видно из таблицы, при осуществлении данного технического рещения при неизменных производительности электроабра20 зивного шлифования (1200 ) и напряжении - 6В, резко повышается износостойкость абразивных кругов при неизменной практически эффективной мощности шлифования.
8,6
NaNOj 5,0 NaN02 0,5
Остальное
NaNOj 5,0
k,k NaNO CrCNOj) 0,5
HjO Остальное
NaNO 5,0
it,6 NaN02 0,5 Сг(МОз)з 0,4
Остальное
НзО
,3
Формула изобретения Электролит для электроабразивного шлифования на основе водного раствора смеси азотнокислого и азотистокислого натрия, отличающийся тем, что, с целью повышения износостойкости абразивного инструмента, 0н дополнительно содержит азотнокислый хром при следуюш.ем соотношении компонентов (вес. %):
0,65
155
2,0
0,21
50
2,05
56
0,21
2,0
49
0,21
Азотнокислый натрий Азотистокислый натрий Азотнокислый хром Вода
Источники информации, принятые во внимание при экспертизе 1. Сборник «Резание и инструмент, Харьков, Изд-во ХГУ, 1976, вып. 15, с. 71-75.
