Прорезание в стенках труб продольных диаметрально-противоположных пазов обычно производится при помощи фрезерования по однсму пазу с предварительной размегкой. Такой способ прорезки пазов в трубах является мало производительным и трудоемким.
Предлагаемые двухсторонние ножницы позволяют осуществлять прорезание обоих пазов одновременно, без разметки, что обеспечивает значительное по-вышение производительности.
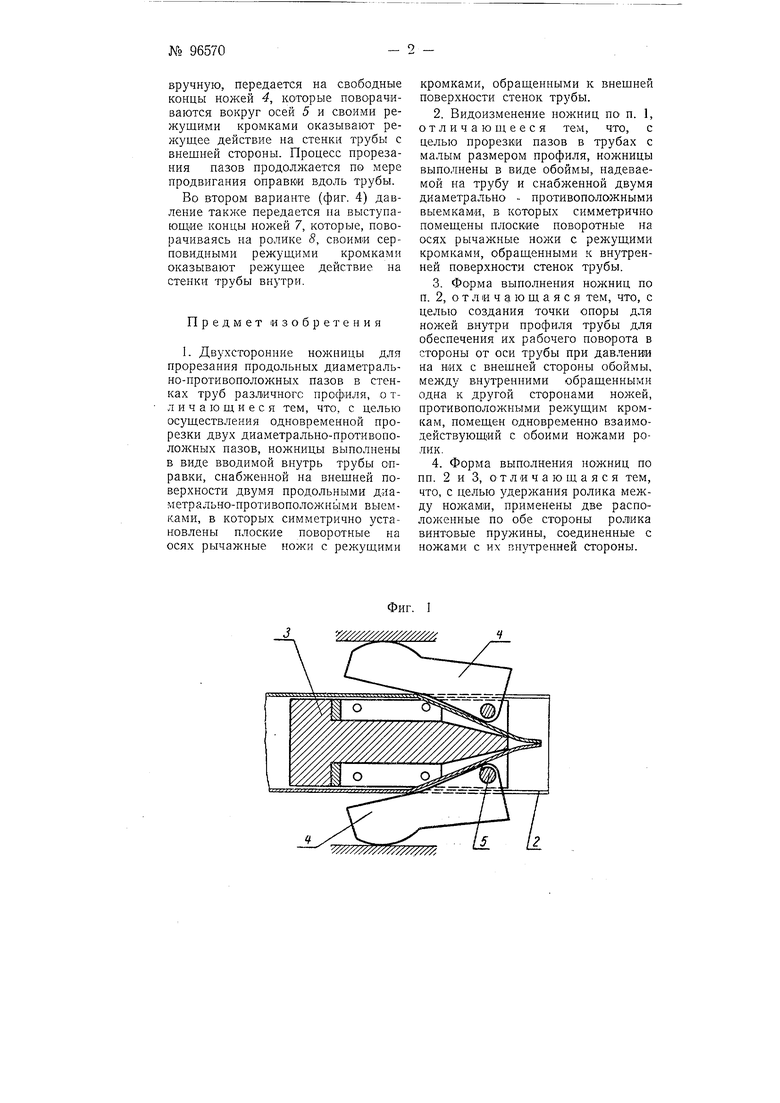
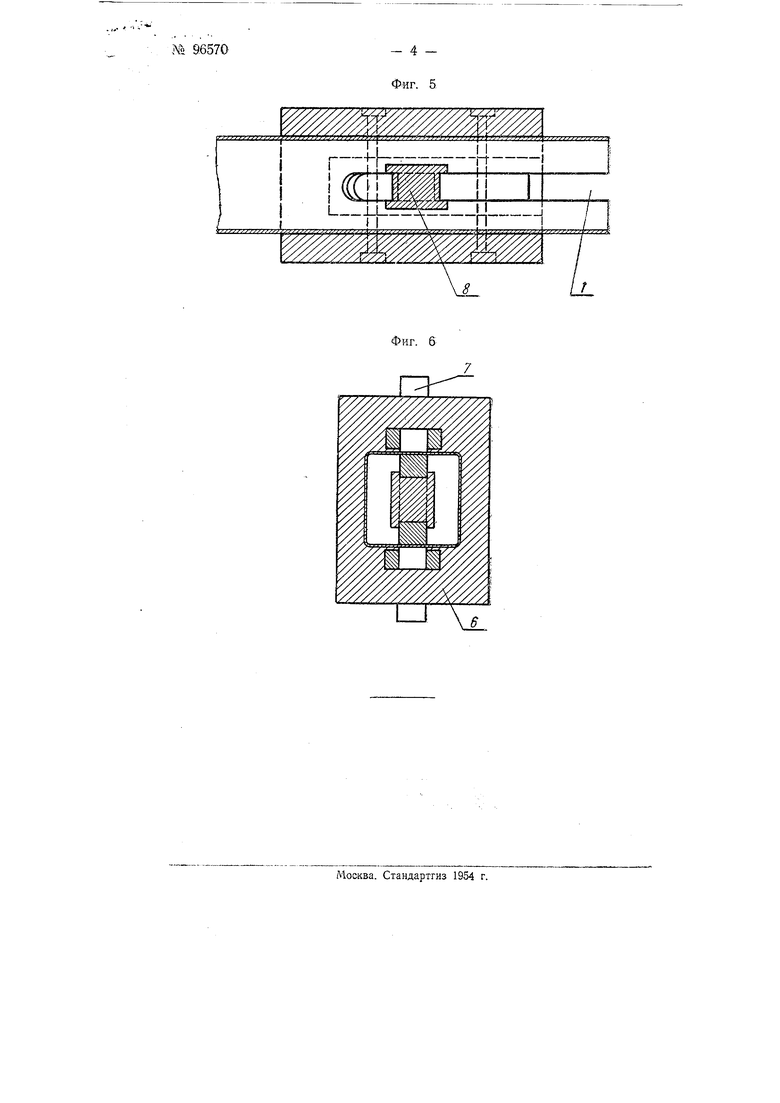
На фиг. 1 изображены ножницы для прорезки продольных пазов в трубах с большими размерами профиля; на фиг. 2 - вид ножниц в плане; на фиг. 3 - вид их сбоку; на фиг. 4 - ножницы для прорезки продольных пазов в трубах с малыми размерами профиля; на фиг. 5 - вид ножниц в плане; на фиг. 6 - их поперечный разрез.
Для прорезания пазов / в стенках труб 2 ножницы по первому варианту выполнены в виде вводимой внутрь трубы оправки 5, снабженной на внешней поверхности двумя продольными диаметрально-противоположными выемками для прохода ножей 4. Противоположно один другому на осях 5 свободно посажены пластинчатые ножи 4. Последние выполнены рычажными с рен ушими кромками, обраш;еннымн к внешней поверхности стенок трзб.
Во втором варианте ножницы выполнены в виде обоймы 6, охватывающей профиль трубы, причем в выемках обоймы установлены ножи 7 также рычажного действия с серпов-идными режущими кромками, обращенными к внутренним поверхностям стенок труб .
С целью создания точки опоры и обеспечения рабочего поворота ножей, внутри профиля трубы, между внутренними обращенными одна к другой сторонами ножей, помещен ролик 8. Для удержания последнего между ножами применены две, расположенные по обе стороны ролика, винтовые пружины 9.
Прорезание продольных пазов в трубах производится одновременно двумя диаметрально-противоположными ножам 4 или 7.
В первом варианте (фиг. 1) давление, создаваемое прессом или
вручную, передается на свободные концы ножей 4, которые поворачиваются вокруг осей 5 и своими режушими кромками оказывают режущее действие на стенки трубы с внешней стороны. Процесс црорезания пазов продолжается по мере продвигания оправки вдоль трубы. Во втором варианте (фиг. 4) давление также передается па выступающие концы ножей 7, которые, поворачиваясь на ролике 8, своими серповидными режущими кромками оказывают режущее действие на стенки трубы внутри.
Предмет изобретения
1. Двухсторонние ножпиды для прорезания продольных диаметрально-противоположпых пазов в стенках труб различного профиля, о тл и ч а ю щ и е с я тем, что, с целью осуществления одновременной прорезки двух диаметральпо-противоположных пазов, ножницы выполнены в виде вводимой внутрь трубы ОПравки, снабженной на внещней поверхности двумя продольными диаметрально-противоположньши выемками, в которых симметрично установлены плоские поворотные на осях рычажные ножи с режущими
кромками, обращенными к впещней поверхности стенок трубы.
2.Видоизменение ножниц по п. 1, отличающееся тем, что, с целью прорезки пазов в трубах с малым размером профиля, ножницы вьшолнепы в виде обоймы, надеваемой на трубу и снабженной двумя диаметрально - противоположными выемками, в которых симметрично помещены плоские поворотные на осях рычажные ножи с режущими кромками, обращенными к внутренней поверхности стенок трубы.
3.Форма выполнения ножниц по п. 2, отличающаяся тем, что, с целью создания точки опоры для ножей внутри профиля трубы для обеспечения их рабочего поворота в стороны от оси трубы при давлении на них с внещней стороны обоймы, между внутренними обращенными одна к другой сторонами ножей, противоположными режущим кромкам, помещен одновременно взаимодействующий с обоими пожами ролик.
4.Форма выполнения ножниц по пп. 2 и 3, отличающаяся тем, что, с целью удержания ролика между ножами, применены две расположенные по обе стороны ролика винтовые пружины, соединенные с ножами с их внутренней стороны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки тонкостенных труб и устройство для его осуществления | 1987 |
|
SU1579657A1 |
| Штамп для резки труб | 1990 |
|
SU1799697A1 |
| Способ безотходной резки труб и устройство для его осуществления | 1980 |
|
SU935218A1 |
| МЕХАНИЗМ И СПОСОБ РЕЗКИ СПИРАЛЕШОВНЫХ ТРУБ ПОСРЕДСТВОМ НЕВРАЩАЮЩИХСЯ, ПЕРЕКРЫВАЮЩИХСЯ НОЖЕЙ (ВАРИАНТЫ) | 1998 |
|
RU2205728C2 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСА АБРАЗИВНОГО ИНСТРУМЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ РУБАШКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2002 |
|
RU2235013C1 |
| Устройство для прорезки отверстий на боковой поверхности трубы | 1973 |
|
SU573119A3 |
| Автомат для резки труб | 1989 |
|
SU1764862A1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ РЕМОНТНОГО ПАТРУБКА В СКВАЖИНЕ | 2000 |
|
RU2188300C2 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |

J 7///////////////////.f
Фиг. I
У//////////////
- 3
№ 96570 Фиг. 2
Фиг. 3
W/ ///////////
Ms 96570
4
Фиг. 5
