(54) СПОСОБ ШЛИФОВАНИЯ БОКОВЫХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ ШПОНОЧНЫХ ПРОТЯЖЕК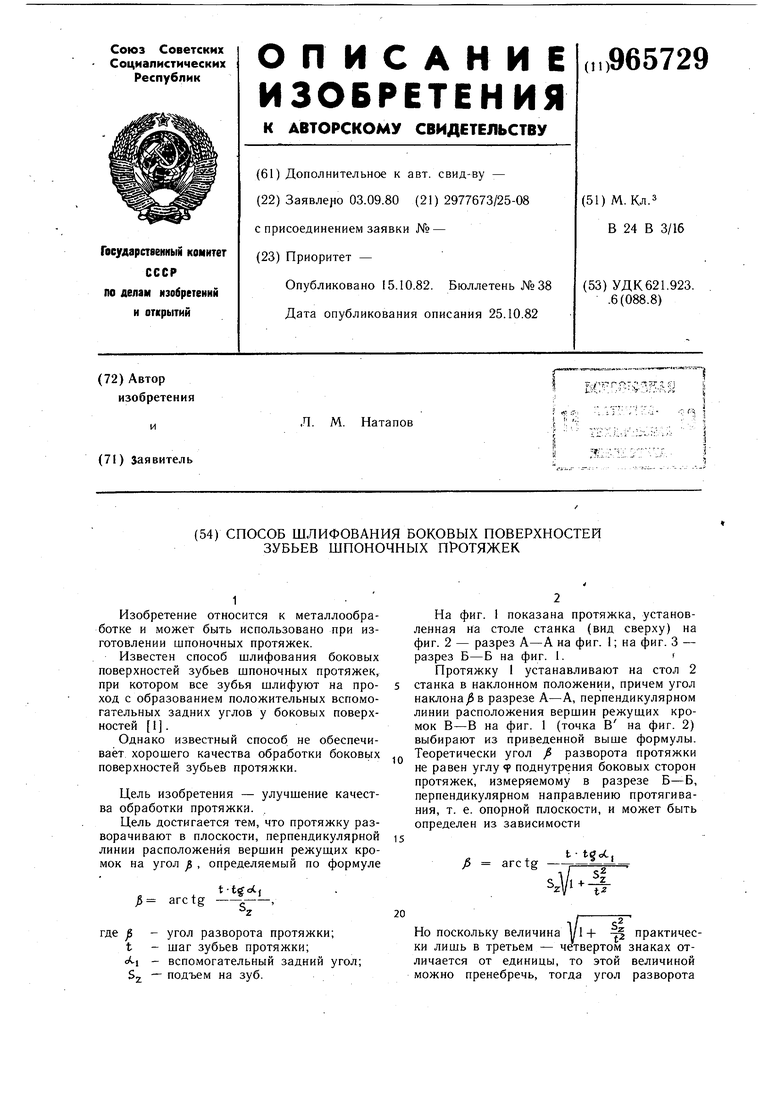
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования боковых поверхностей зубьев шпоночных протяжек | 1977 |
|
SU872205A1 |
| Способ шлифования протяжки для обработки отверстий | 1990 |
|
SU1815157A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТРУЖКОРАЗДЕЛИТЕЛЬНЫХ КАНАВОК ПРОТЯЖКИ | 1993 |
|
RU2085344C1 |
| Способ шлифования боковых поверхностей зубьев протяжек | 1974 |
|
SU522046A1 |
| Устройство для заточки протяжек | 1983 |
|
SU1133071A1 |
| Шлицевая протяжка | 1990 |
|
SU1745444A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Способ шлифования боковых поверхностей профиля зубьев цельной калибрующей шлицевой протяжки | 1979 |
|
SU1058759A1 |
| Устройство для обработки зубьев протяжки | 1986 |
|
SU1371876A1 |
1
Изобретение относится к металлообработке и может быть использовано при изготовлении шпоночных протяжек.
Известен способ шлифования боковых поверхностей зубьев шпоночных протяжек, при котором все зубья шлифуют на проход с образованием положительных вспомогательных задних углов у боковых поверхностей 1 .
Однако известный способ не обеспечивает хорошего качества обработки боковых поверхностей зубьев протяжки.
Цель изобретения - улучшение качества обработки протяжки.
Цель достигается тем, что протяжку разворачивают в плоскости, перпендикулярной линии расположения вершин режущих кромок на угол , определяемый по формуле
t-ttfot,
arctg -i-,
z
где j5 - угол разворота протяжки; t - шаг зубьев протяжки; 1 - вспомогательный задний угол; $2 - подъем на зуб.
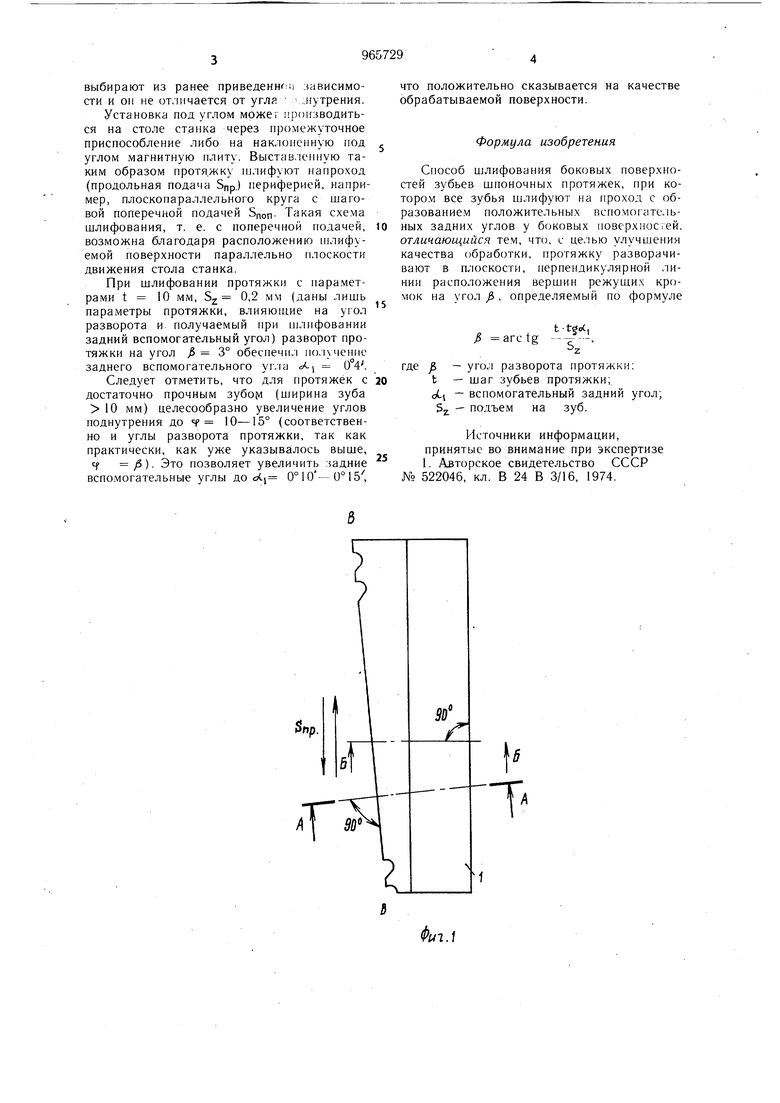
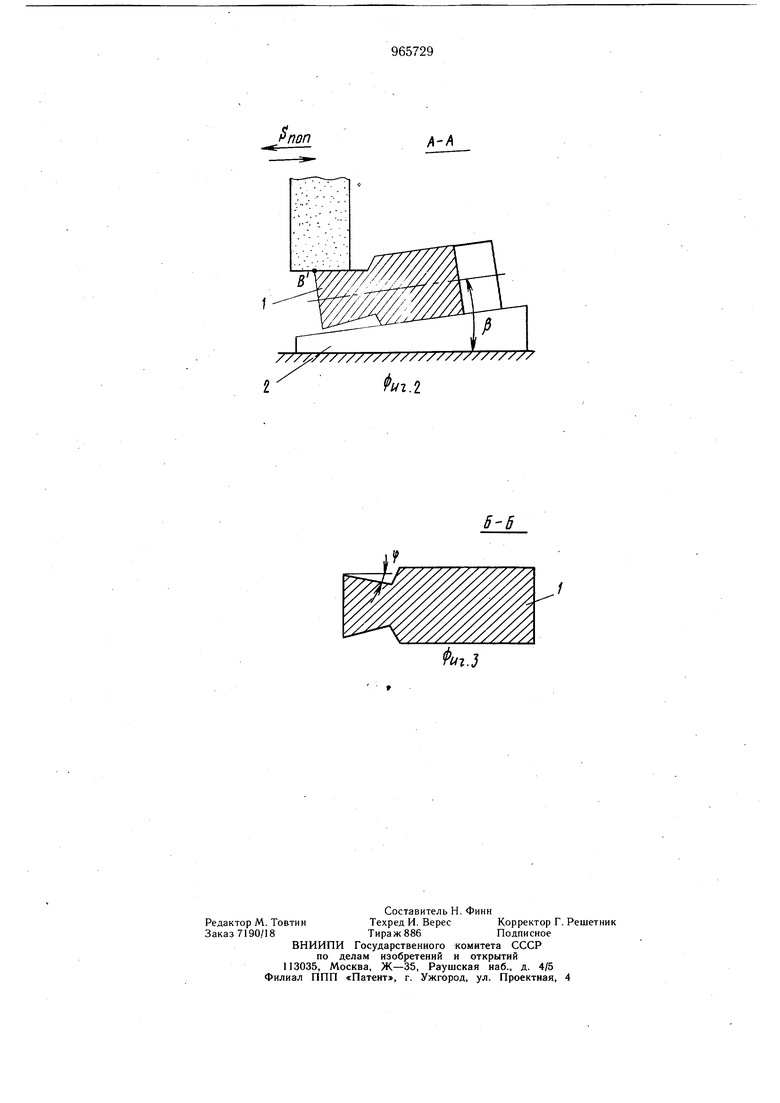
На фиг. 1 показана протяжка, установленная на столе станка (вид сверху) на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Протяжку I устанавливают на стол 2 5 станка в наклонном положении, причем угол наклона Зв разрезе А-А, перпендикулярном линии расположения вершин режущих кромок В-В на фиг. 1 (точка В на фиг. 2) выбирают из приведенной выше формулы. Теоретически угол разворота протяжки не равен углу р поднутрения боковых сторон протяжек, измеряемому в разрезе Б-Б, перпендикулярном направлению протягивания, т. е. опорной плоскости, и может быть определен из зависимости
t ttfoC.
arctgг-Ч v.
SJH-t-г
1/S
Но поскольку величина I/1-Ь - практически лишь в третьем - четвертом знаках отличается от единицы, то этой величиной можно пренебречь, тогда угол разворота выбирают из ранее приведение: : зависимости и он не от.чичается от угла „нутрения. Установка под углом можег производиться на столе станка через промежуточное приспособление либо на наклоненную под углом магнитную плиту. Выстав,1енную таким образом протяжку шлифуют нанроход (продольная подача Snp.) периферией, например, плоскопараллельного круга с шаговой поперечной подачей Snon- Такая схема шлифования, т. е. с поперечной подачей, возможна благодаря расположению П1лифуемой поверхности параллельно плоскости движения стола станка. При шлифовании протяжки с пара.метрами t 10 мм, S 0,2 мм (даны лишь параметры протяжки, влияющие на угол разворота и получаемый при шлифовании задний вспомогательный угол) разворот протяжки на угол 3° обеспечил ио.:учеиие заднего вспомогательного уг.ш cA-i 0°4. Следует отметить, что для протяжек с достаточно прочным зубом (и ирина зуба 10 мм) целесообразно увеличение углов поднутрения до f Ю-15° (соответственно и углы разворота протяжки, так как практически, как уже указывалось выше, cf ). Это позволяет увеличить задние вспомогательные углы до ot, 0°10-0°15 ЧТО положительно сказывается на качестве обрабатываемой поверхности. Формула изобретения Способ шлифования боковых поверхностей зубьев шпоночных протяжек, при которо.м все зубья шлифуют на проход с образование.м положительных вспомогательных задних углов у боковых поверхностей, отличающийся тем, что. с целью улучшении качества обработки, протяжку разворачивают в п;1оскости, перпендикулярной линии расположения вершин режуших кромок на угол jS , определяемый по формуле arctg ., -z где f, угол разворота протяжки; t - шаг зубьев протяжки; оС - вспо.могательный задний угол; $2. - подъем на зуб. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 522046, кл. В 24 В 3/16, 1974.
ПОП
/1-/
