(54) СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ЗУБЬЕВ ШПОНОЧНЫХ ПРОТЯЖЕК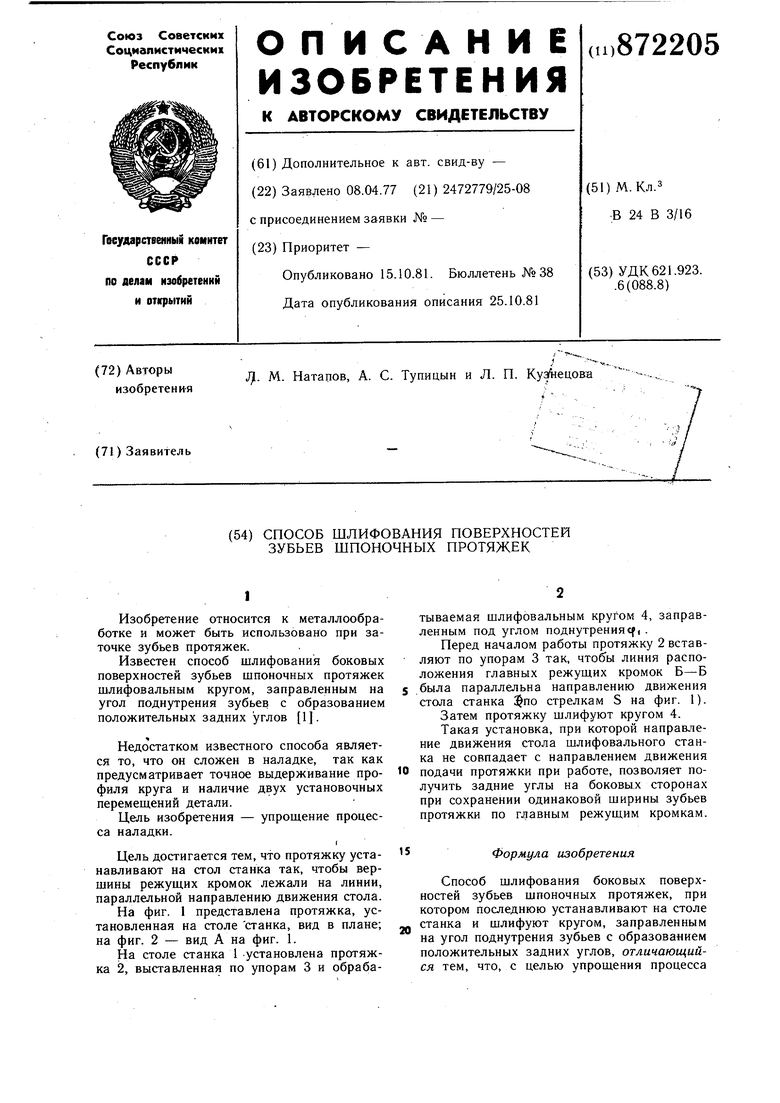
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования боковых поверхностей зубьев шпоночных протяжек | 1980 |
|
SU965729A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Шлицевая протяжка | 1990 |
|
SU1745444A1 |
| Приспособление для заточки протяжек | 1985 |
|
SU1324824A1 |
| Устройство для заточки протяжек | 1983 |
|
SU1133071A1 |
| Шлицевая протяжка | 1982 |
|
SU1202760A1 |
| Станок для заточки протяжек | 1981 |
|
SU982873A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТРУЖКОРАЗДЕЛИТЕЛЬНЫХ КАНАВОК ПРОТЯЖКИ | 1993 |
|
RU2085344C1 |
| Способ шлифования боковых поверхностей профиля зубьев цельной калибрующей шлицевой протяжки | 1979 |
|
SU1058759A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
I
Изобретение относится к металлообработке и может быть использовано при заточке зубьев протяжек.
Известен способ шлифовани:я боковых поверхностей зубьев шпоночных протяжек шлифовальным кругом, заправленным на угол поднутрения зубьев с образованием положительных задних углов 1.
Недостатком известного способа является то, что он сложен в наладке, так как предусматривает точное выдерживание профиля круга и наличие двух установочных перемешений детали.
Цель изобретения - упрош.ение процесса наладки.
г
Цель достигается тем, что протяжку устанавливают на стол станка так, чтобы вершины режуш,их кромок лежали на линии, параллельной направлению движения стола.
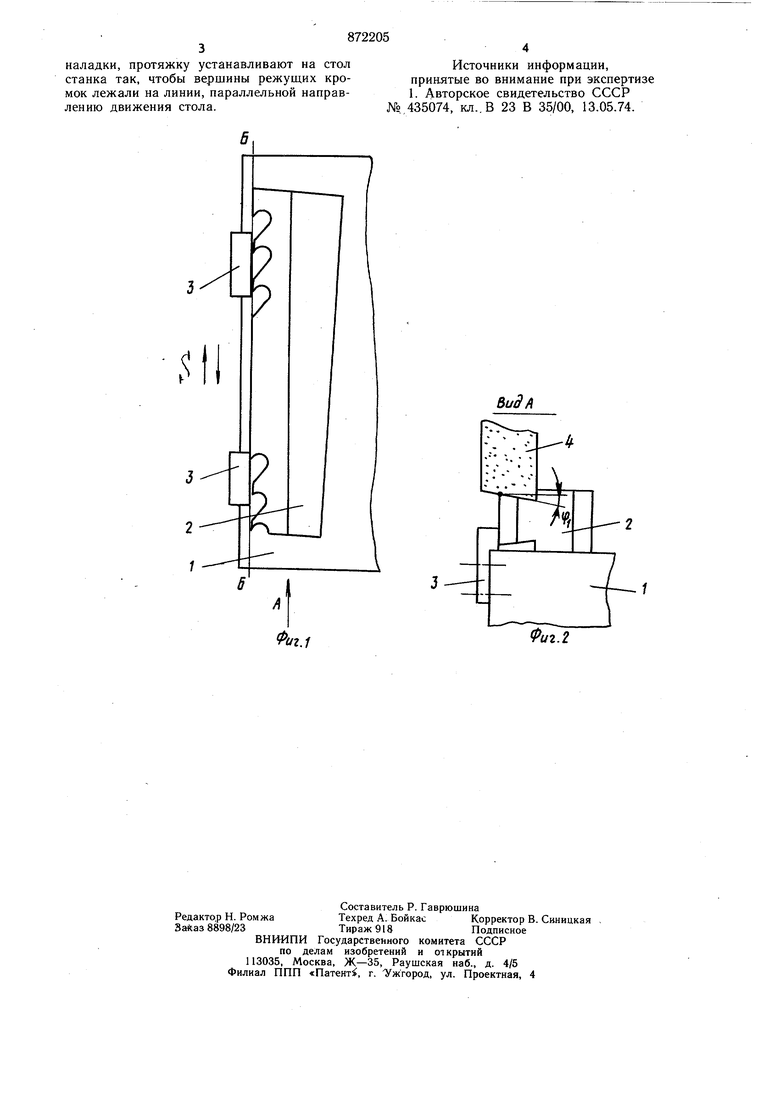
На фиг. 1 представлена протяжка, установленная на столе станка, вид в плане; на фиг. 2 - вид А на фиг. 1.
На столе станка 1 -установлена протяжка 2, выставленная по упорам 3 и обрабатываемая шлифовальным кругом 4, заправленным под углом поднутрения tf, .
Перед началом работы протяжку 2 вставляют по упорам 3 так, чтобы линия расположения главных режуших кромок Б-Б 5 .была параллельна направлению движения стола станка $по стрелкам S на фиг. 1).
Затем протяжку шлифуют кругом 4.
Такая установка, при которой направление движения стола шлифовального станка не совпадает с направлением движения 10 подачи протяжки при работе, позволяет получить задние углы на боковых сторонах при сохранении одинаковой ширины зубьев протяжки по главным режуш,им кромкам.
15
Формула изобретения
Способ шлифования боковых поверхностей зубьев шпоночных протяжек, при котором последнюю устанавливают на столе станка и шлифуют кругом, заправленным
20 на угол поднутрения зубьев с образованием положительных задних углов, отличающийся тем, что, с целью упрошения процесса
наладки, протяжку устанавливают на стол станка так, чтобы вершины режущих кромок лежали на линии, параллельной направлению движения стола.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №,435074, КЛ..В 23 В 35/00, 13.05.74.
&идЛ
