Изобретение относится к металлообработке и может быть использовано при ишифовании зубьев протяжек.
Известен способ шлифования боковых поверхностей зубьев цельных калибрую1дих шлицевых протяжек, Лри котором шлифование боковых сторон профиля зубьев производится по винтовой линии с поднятием переднего конца протяжки по отношению к заднему l
Недостатком известного способа является сложность в наладке, так как совмещается продольное перемещение шлифовального круга и связанное с ним вращение протяжки для образования винтовой линии большого шага, кроме этого, возникают ограничения в выборе заднего угла по профилю зубьев протяжки, поскольку величина заднего угла влияет на шаг винтовой линии, а при малых значениях заднего угла шАг винтовой- линии получается чрезмерно большим и практически.невыполним. При больших значениях заднего угла быстро теряется размер после переточки.
, Цель изобретения - упрощение реализации способа и расширение технологических возможностей при шлифовании протяжки с малым задним углом по профилю.
Поставленная цель достигается тем, что при шлифовании боковых поверхностей профиля зубьев цельной калибрующей шлицевой протяжки, работающей по профильной схеме резания абразивным инструментом с поднятием переднего конца протяжки по отношению к заднему, ось протяжки в горизонтальной плоскости располагаЬзт по углом к направлению движения абразивного инструмента.
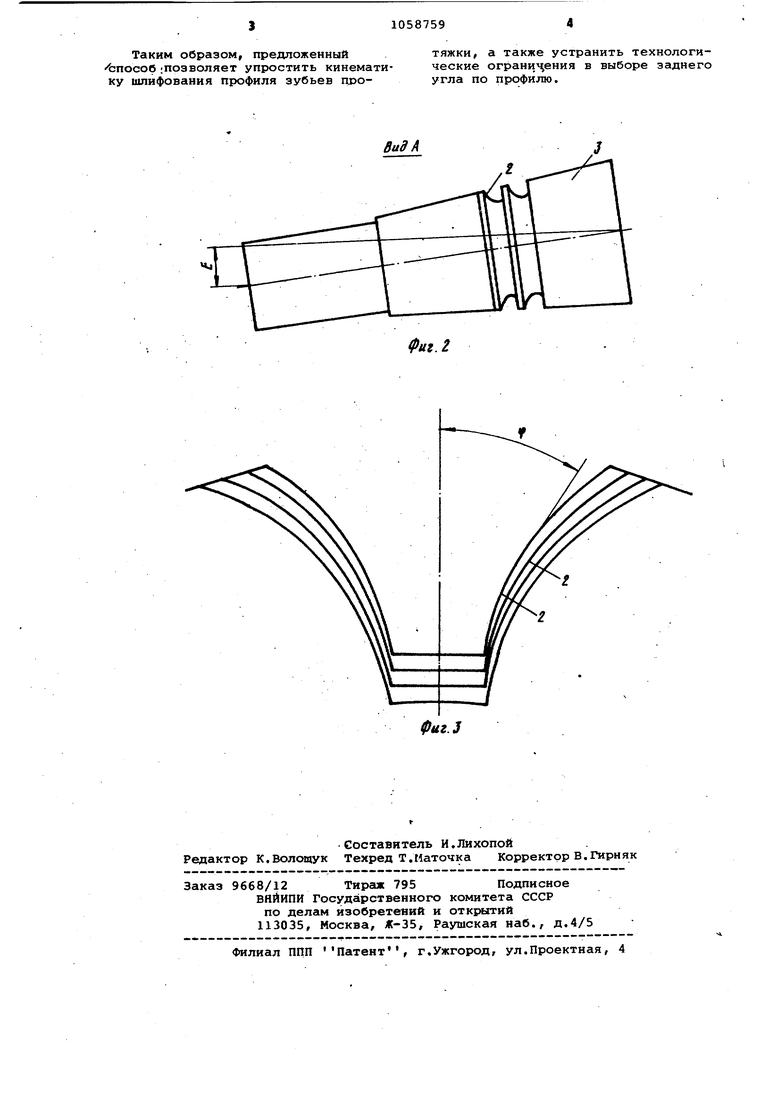
Каждая сторона профиля шлифуется отдельно с разворотом оси протяжки в горизонтальной плоскости в соответствующую сторону. Профиль абразивного инструмента соответствует профилю зуба протяжки.
На фиг. 1 представлена цельная калибрующая шлицевая протяжка, работающая ПО,.профильной схеме резания, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема расположения профилей зубьев калибрующей шяицевой протяжки, работающей по профильной схеме резания.
Пр отяжка состоит из переднего коца 1, калибрующих зубьев 2 с шагомt и заднего конца 3.
При подъеме переднего конца 1 протяжки на величину Ч относительно заднего концс 3 без разворота ее в горизонтальной плоскости и прямолинейном перемещении абразивного инструмента (не показан) на профиле зуба будет получен отрицательный задний
угол. Для получения на боковом профиле заднего угла, равного нулю, необходимо номпенсир9вать величину Ч разворотом инструмента в горизонтальной плоскости на величину
Htgtf где t - угол между остью симметрии
П1Х)филя и касательной к нему
в средней точке, а для создания необходимого заднего
угла следует дополнительно развернуть протяжку в горизонтальной плоскости на величину
L,.lgoi,,
где Ь - длина протяжки; 5 et - задний угол по профилю.
Таким образом, суммарный необходимый разворот протяжки в горизонтальной плоскости Ё составит:
(f (H+Utg)
0 Величина заднего угла по профилю протяжки, проишифованной по предложенному способу, технологичес.ки независима и может быть малой .{порядка несколько минут).
5 Пример. Илифование боковых поверхностей профиля зубьев цельной калибрующей эвольвентной протяжки ,ествлено на шлицешлифовальном станке фиркы Гирграйнд, США
0 Для этой цели задняя бабка станка модернизирована, вследствие чего появилась возможность перемещения центра и в вертикальной и в горизонтальной плоскостях.
Для опытного образца протяжки выбраны следующие параметр : модуль ,5 мм, число шлицев , наружный диаметр 13-25 мм, шаг зубьев t 6 мм, подъем по профилю на сторону на один шаг 5,,003 мм,
0 длина протяжки Ц- 425 мм, задний
угол по профилю ос:: О 2, угол между осью симметрии профиля и касательной к нему в средней точке (f 33 Установочные величины для шлифова5 ния профиля зубьев протяжки
L-5r
0,
+ U-tgoo)tg(f 0,3мм
где Я - снижение заднего центра относительно переднего; Е - снос заднего центра в горизонтальной плоскости.
При шлифовании каждой стороны профиля протяжки снос Е производится в разные стороны. После шлифоваНИН профиля зубьев привыполнении Установочных величин Я и Е получилась калибрующая протяжка, работающая по профильной схеме резания с подъемом ,003 мм и задним угЛом 2 .
Таким образом, предложенный fcnocoe :поэволяет упростить кинематику шлифования профиля зубьев протяжки, а также устранить технологические ограни ения в выборе заднего угла по профилю.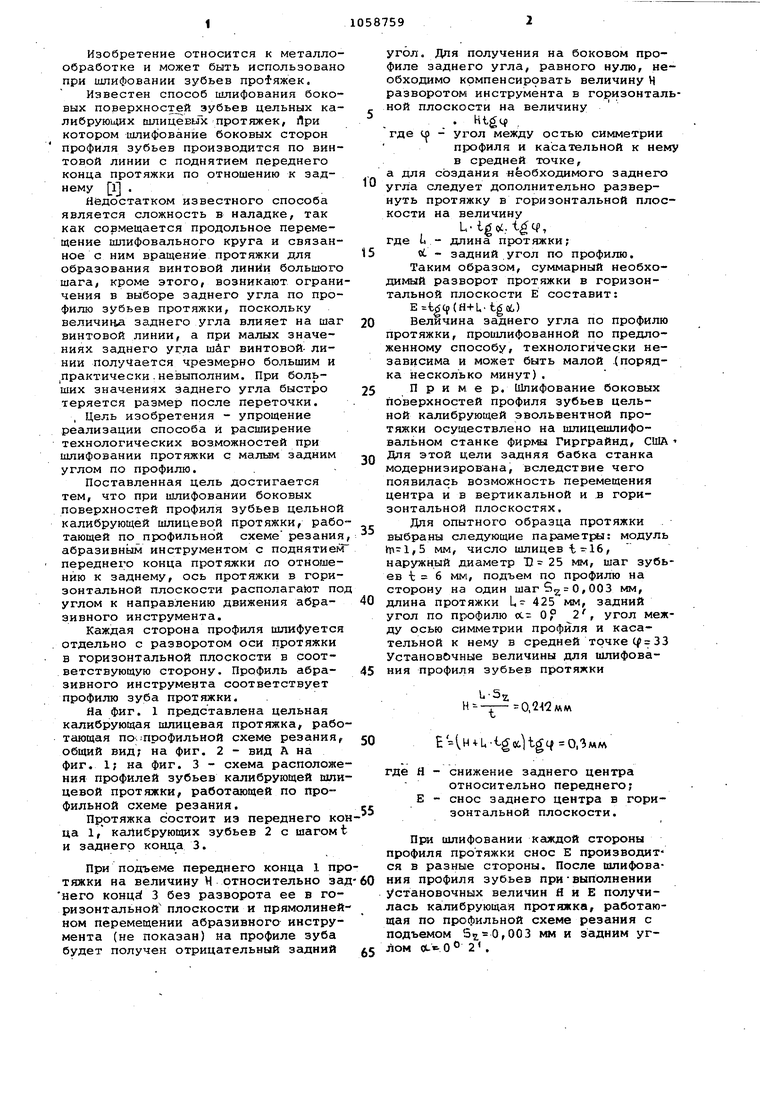
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Способ изготовления сборной протяжки для обработки отверстий с внутренним зубом | 1985 |
|
SU1359083A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТРУЖКОРАЗДЕЛИТЕЛЬНЫХ КАНАВОК ПРОТЯЖКИ | 1993 |
|
RU2085344C1 |
| Способ изготовления сборной калибрующей протяжки для шлицевых отверстий | 1979 |
|
SU998023A1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Шлицевая протяжка | 1985 |
|
SU1271684A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
СПОСОБ ШЛИФОВАНИЯ БОКОВЫХ ПОВЕРХНОСТЕЙ ПРОФИЛЯ ЗУБЬЕВ ЦЕЛЬНбй .КАЛИБРУЮЩЕЙ ШЛИЦЕВОЙ ПРОТЯЖКИ, работающей по профильно1Й схеме реза ния, абразивным инструментом с поднятием переднего конца протяжки по отношению к заднему, отличающийся тем, что, с целью упрощения реализации способа и расширения технологических возможностей при шлифовании протяжки с малым задним углом по профилю, ось протяжки в горизонтальной плоскости располагают под углом к направлению движения абразивнога инструмента. СП эо ел со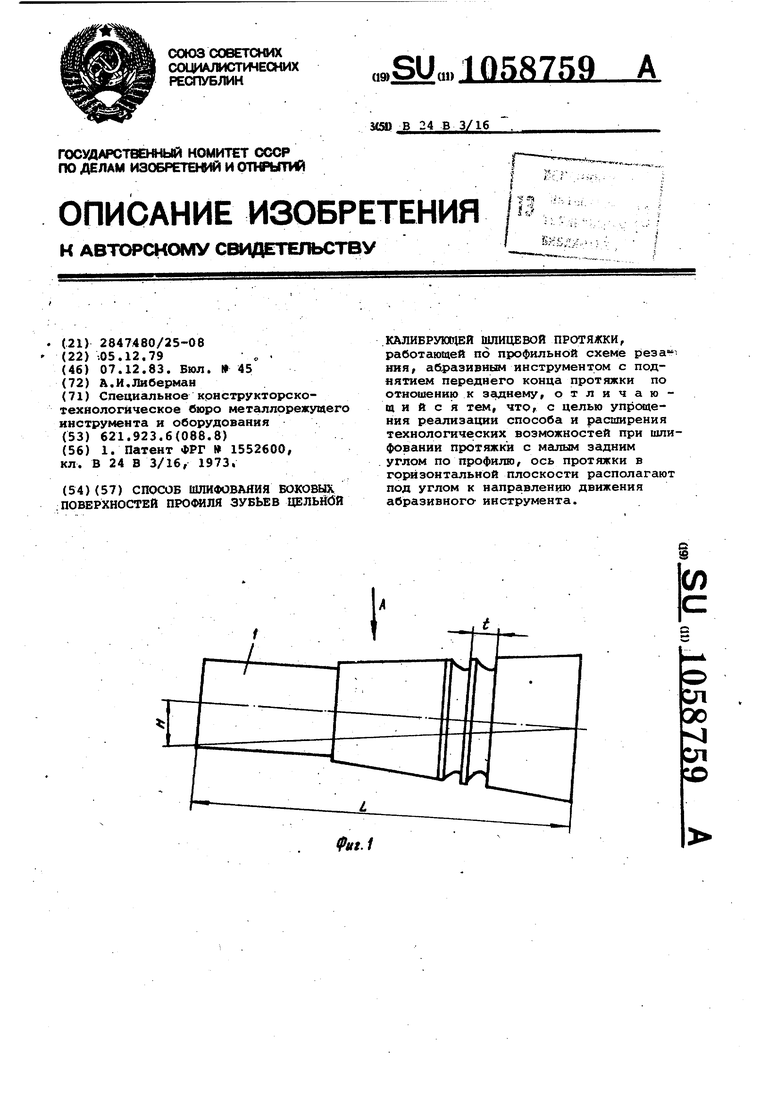
Вид А
фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| патент ФРГ 1552600, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
