(,5) АЛМАЗНОЕ КОЛЬЦЕВОЕ СВЕРЛО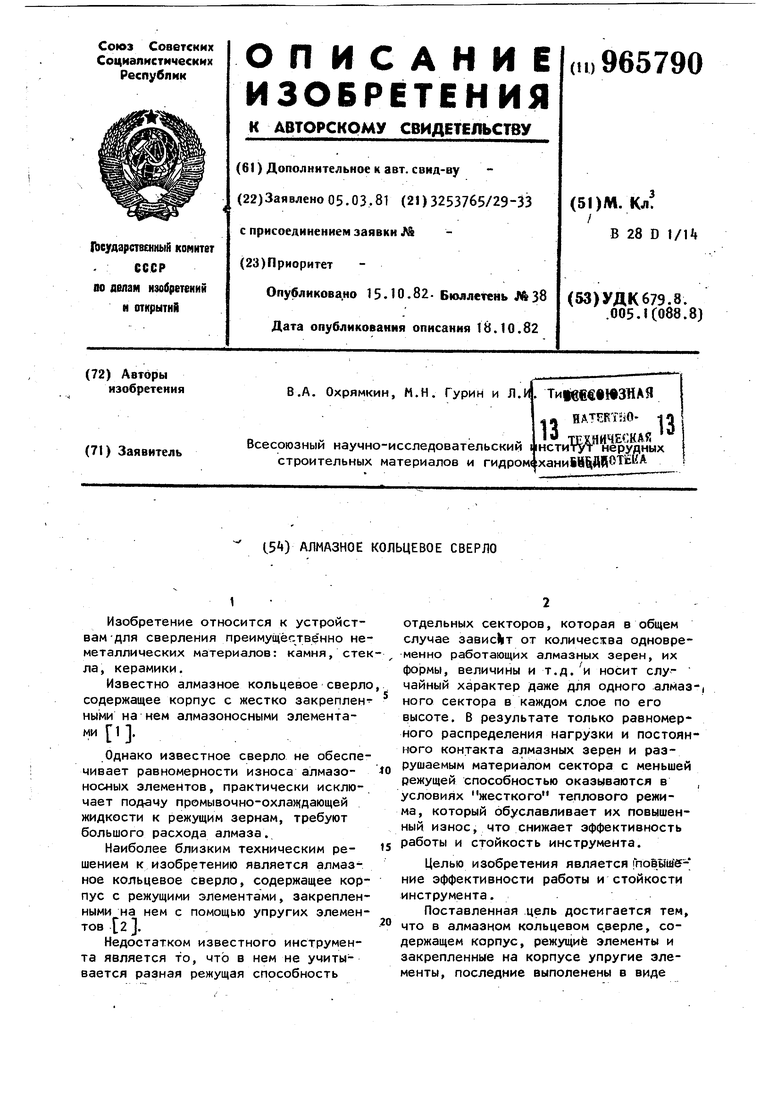
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНО-ТВЕРДОСПЛАВНАЯ ПЛАСТИНА | 2012 |
|
RU2541241C2 |
| Алмазное сверло для изготовления кольцевых деталей | 1981 |
|
SU1018853A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Алмазное кольцевое сверло | 1981 |
|
SU965791A1 |
| Алмазный инструмент для кольцевого сверления | 1979 |
|
SU856821A1 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| Алмазная штрипсовая пила для резки камян | 1975 |
|
SU606730A1 |
| ФРЕЗА АЛМАЗНАЯ ТОРЦЕВАЯ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ УГЛЕРОДНЫХ ИЛИ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2308357C1 |
| Абразивный инструмент | 1987 |
|
SU1440684A1 |
| СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2010 |
|
RU2432249C1 |
Изобретение относится к устройствам -для сверления преимущёсдвенно не металлических материалов: камня, сте ла, керамики. Известно алмазное кольцевое сверл содержащее корпус с жестко закреплен ными на нем алмазоносными элементами 1 . Однако известное сверло не обеспе чивает равномерности износа алмазоносных элементов, практически исключает подачу промывочно-охлан дающей жидкости к режущим зернам, требуют большого расхода алмаза. Наиболее близким техническим решением к изобретению является алмазное кольцевое сверло, содержащее кор пус с режущими элементами, закреплен ными на нем с помощью упругих элемен тов 2 . Недостатком известного инструмента является то, что в нем не учитывается разная режущая способность отдельных секторов, которая в общем случае зависит от количес1:ва одновре-менно работающих алмазных зерен, их формы, величины и т.д. и носит случайный характер Даже для одного алмаз-( ного сектора в каждом слое по его высоте. В результате только равномерного распределения нагрузки и постоянного контакта алмазных зерен и разрушаемым материалом сектора с меньшей режущей способностью оказываются в , условиях жесткого теплового режима, который обуславливает их повышенный износ, что снижает эффективность работы и стойкость инструмента. Целью изобретения является ГповШение эффективности работы и стойкости инструмента. Поставленная цель достигается тем, что в алмазном кольцевом с.верле, содержащем корпус, режущие элементы и закрепленные на корпусе упругие элементы, последние выполенены в виде
3965790
иметаллических пластин, причем режуие элементы закреплены на пластинах.
Алмазное кольцевое сверло может быть снабжено экранами, установленными на корпусе, причем Виметалличес- s кие пластины расположены внутри экранов,
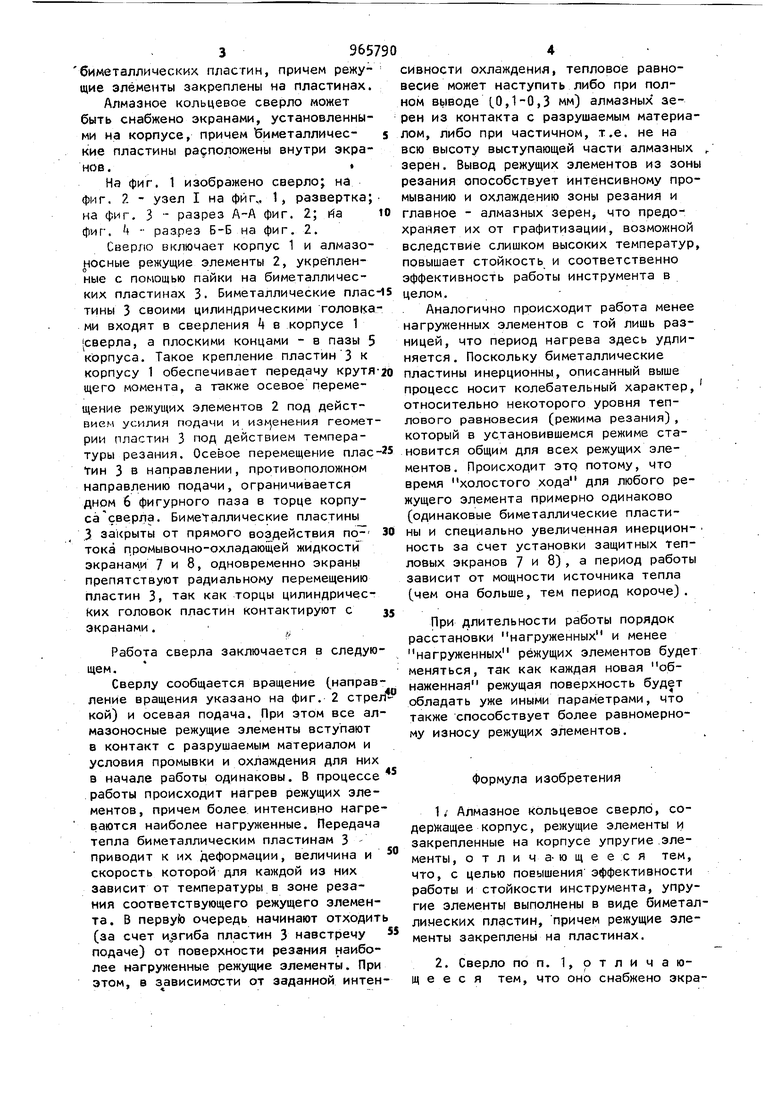
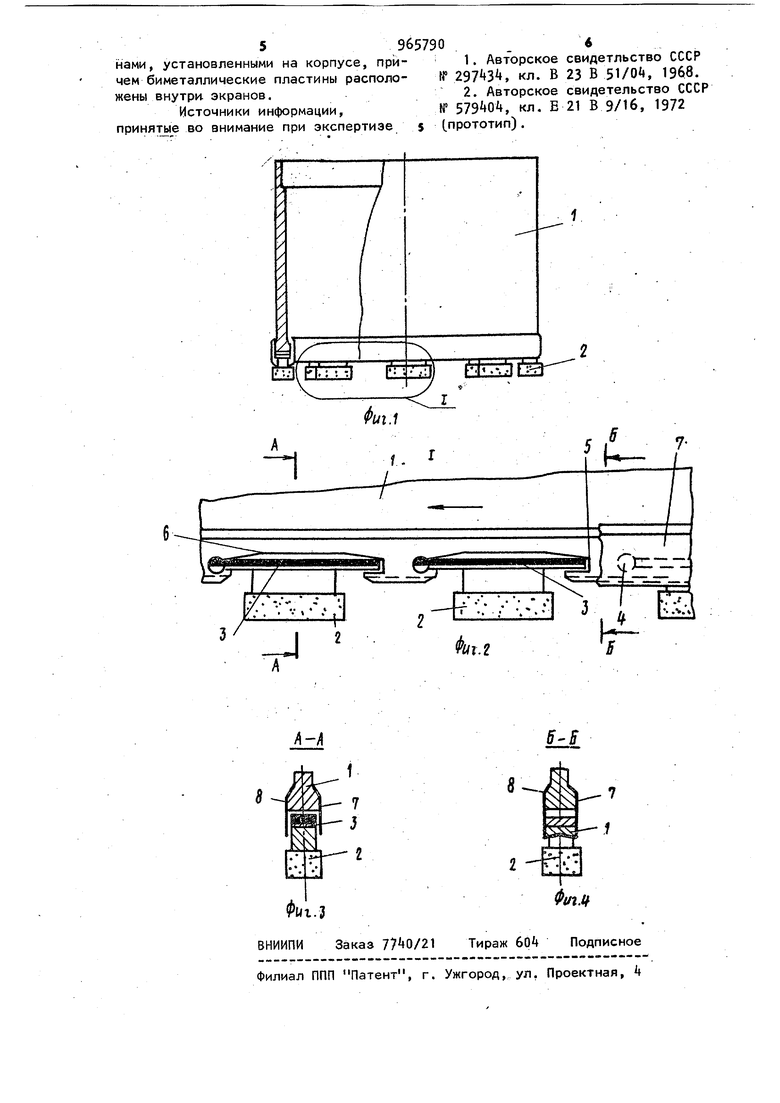
На фиг. 1 изображено сверло; на фиг. 2 - узел I на фиг.. 1, развертка;на фиг. 3 разрез А-А фиг. 2; йа Ю фиг. 4 - разрез Б-Б на фиг. 2.
Сверло включает корпус 1 и алмазо|носные режущие элементы 2, укрепленные с помощью пайки на биметаллических пластинах 3. Биметаллические пласНЗ тины 3 своими цилиндрическими головками входят в сверления t в корпусе 1 сверла, а плоскими концами - в пазы 5 корпуса. Такое крепление пластин3 к корпусу 1 обеспечивает передачу крутя-20 щего момента, а также осевое перемеение режущих элементов 2 под действием усилия подачи и изк енения геометрии пластин 3 под действием температуры резания. Осевое перемещение плас-25 Тин 3 в направлении, противоположном аправлению подачи, ограничивается ном 6 фигурного паза в торце корпуса сверла. Биметаллические пластины закрыты от прямого воздействия по 30 тока промывочно-охладающей жидкости экранами 7 и 8, одновременно экраны препятствуют радиальному перемещению пластин 3, так как торцы цилиндрических головок пластин контактируют с 35 экранами.
Работа сверла заключается в следующем.
Сверлу сообщается вращение (направление вращения указано на фиг. 2 стрег кой) и осевая подача. При этом все алмазоносные режущие элементы вступают в контакт с разрушаемым материалом и условия промывки и охлаждения для них в начале работы одинаковы. В процессе работы происходит нагрев режущих элементов, причем более интенсивно нагреваются наиболее нагруженные. Передача тепла биметаллическим пластинам 3 приводит к их деформации, величина и скорость которой для каждой из них зависит от температуры в зоне резания соответствующего режущего элемента. В первуЪ очередь начинают отходить (за счет и.згиба пластин 3 навстречу 5 подаче) от поверхности резания наиболее нагруженные режущие элементы. При этом, в зависимости от заданной интенсивности охлаждения, тепловое равновесие может наступить либо при полном выводе (,0,1-0,3 мм) алмазных зерен из контакта с разрушаемым материалом, либо при частичном, т.е. не на всю высоту выступающей части алмазных зерен. Вывод режущих элементов из зон резания способствует интенсивному промыванию и охлаждению зоны резания и главное - алмазных зерен, что предохраняет их от графитизации, возможной вследствие слишком высоких температур повышает стойкость и соответственно эффективность работы инструмента в целом.
Аналогично происходит работа менее нагруженных элементов с той лишь разницей, что период нагрева здесь удлиняется . Поскольку биметаллические пластины инерционны, описанный выше процесс носит колебательный характер, относительно некоторого уровня теплового равновесия (режима резания), который в установившемся режиме становится общим для всех режущих элементов. Происходит это потому, что время холостого хода для любого режущего элемента примерно одинаково (одинаковые биметаллические пластины и специально увеличенная инерционность за счет установки защитных тепловых экранов 7 и 8) , а период работы зависит от мощности источника тепла (чем она больше, тем период короче) .
При длительности работы порядок расстановки нагруженных и менее нагруженных режущих элементов будет меняться, так как каждая новая обнаженная режущая поверхность будет обладать уже иными параметрами, что также способствует более равномерному износу режущих элементов.
Формула изобретения
1; Алмазное кольцевое сверло, содержащее корпус, режущие элементы и закрепленные на корпусе упругие .элементы, о т л и ч а- ю щ е а с я тем, что, с целью повышения эффективности работы и стойкости инструмента, упругие элементы выполнены в виде биметаллических пластин, причем режущие элементы закреплены на пластинах.
жены внутри, экранов.
Источники информации, принятые во внимание при экспертизе
965790
