( УСТАНОВКА ДЛЯ ЗАВАРКИ ФИКСАТОРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная машина заварки фиксаторовВ эКРАН цВЕТНОгО КиНЕСКОпА | 1979 |
|
SU802213A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ СЫПУЧИХ ПРОДУКТОВ | 1973 |
|
SU407794A1 |
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| Токарный роботизированный технологический комплекс | 1985 |
|
SU1291291A1 |
| Устройство для сборки трубчатых теплообменников | 1987 |
|
SU1473935A1 |
| Манипулятор | 1990 |
|
SU1754435A1 |
| Установка для заварки фиксаторов | 1987 |
|
SU1495317A1 |
| Манипулятор | 1982 |
|
SU1007967A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| Автоматическая линия для транспортировки полуфабрикатов | 1973 |
|
SU653186A1 |
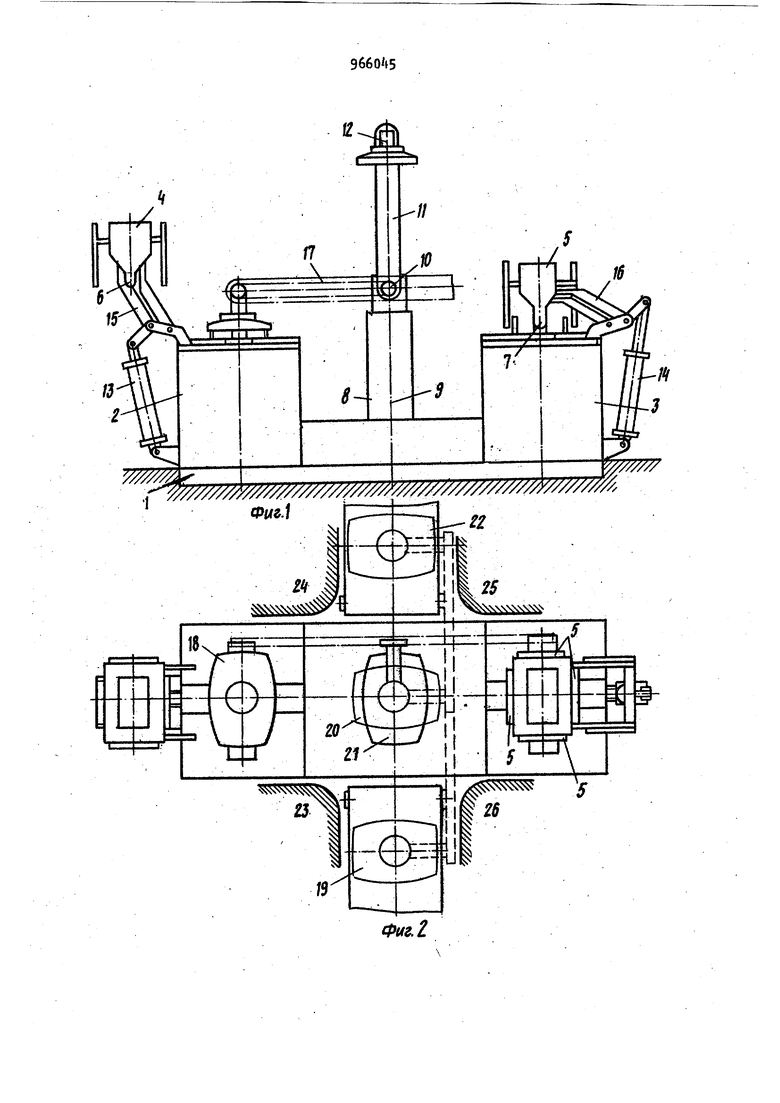
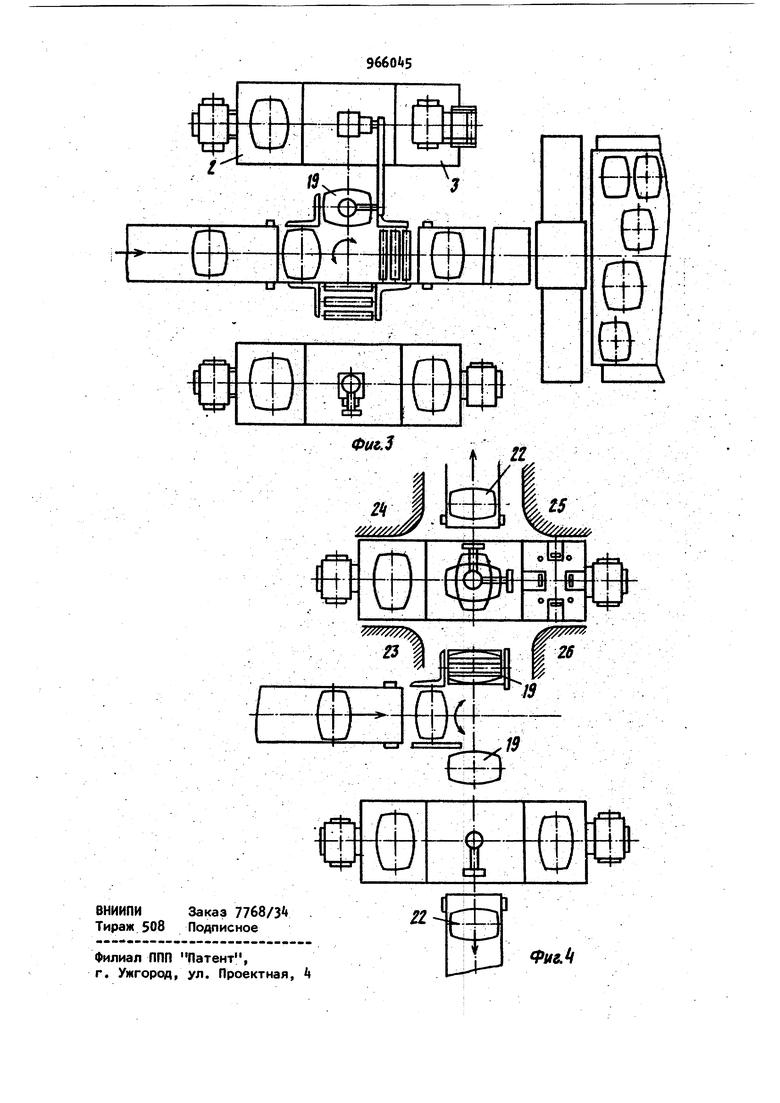
.. . . Изобретение относится к промышленности стройматериалов, а именно к производству изделий из стекла, в частности к установкам для заварки фиксаторов, например, в экраны цветных электроннолучевых трубок. , Известна установка для заварки фик саторов, содержащая размещенные на основании однопозиционные устройства для заварки (jMKcaTOpOB, установленные в ряд, причем каждое из устройств для запарки фиксаторов снабжено загрузчиком фиксаторов 13. Недостаток известной установки заключается в отсутствии механизированной подачи экранов в устройства для заварки фиксаторов, а также их съема после заварки фиксаторов. Наиболее близкой по технической сущности к предложенной является установка для заварки фиксаторов, включающая .основание, механизкм заварки фиксаторов, загрузчик предварительно ориентированных фиксаторов, выполненный В виде бункерного магазина с питателями по числу завариваемых в экран фиксаторов 211. Однако в данной установке механизмы заварки фиксаторов размещены на поворотном столе, а это усложняет подвод электропитания, сжатого воздуха вакуума и воды к подвижным частям установки и, в конечном счете, снижает ее надежность в эксплуатации. Кроме того, в установке затруднено обслуживание механизмов заварки фиксаторов во время движения поворотного стола и возможно снижение точности заварки за счет механических усилий, действующих на экран при пусках и остановках поворотного стола. Цель изобретения - повышение эксплуатационной надежности установки и удобства ее обслуживания.. Поставленная цель достигается тем, что установка для заварки фиксаторов, включающая основание, механизмы заварки фиксаторов, загрузчик предвари396тельногориентированных фиксаторов, выполненный в виде бункерных магази нов с питателями ,по числу завариваемых в экран (ксаторов, снабжена устройством для загрузки и съема экранов выполненным в виде установленного на основании с возможностью поворота вокруг вертикальной оси манипулятора со вмонтированной на нем с возможнос:тью поворота вокруг горизонтальной оси рукой, имеющей на свободном конце подвижный захватf при этом механизмы заварки фиксаторов смонтированы на основании, симметрично относительно пересекающей ось поворота манипулятора горизонтальной оси, а у каждого из них расположен загрузчик фиксатог ров, снабженный укрепленным на основа нии приводом шарнирного параллелограмма. На фиг. 1 изображена предлагаемая установка для заварки фиксаторов, общий вид; на фиг. 2 - то же, вид в пла не; на фиг. 3 - вариант исполнения установки с загрузкой готовых экранов 3 одну печь; на фиг. 4 - то же, с загрузкой готовых экранов в две печи. Установка для заварки йиксаторов состоит из основания 1, механизмов 2 и 3 заварки фиксаторов, загрузчиков предварительно ориентированных фиксаторов, каждый из которых выполнен в виде бункерных магазинов и 5 с питателями 6 и 7 по числу завариваек«э1х в экран фиксаторов для поштучной подачи последних к держателям индукционных устройств (не показаны). Установка содержит также устройство загрузки и съема экранов, которое выполнено в виде установленного на основании 1 манипулятора 8 со смонтированной на нем с возможностью поворота вокруг вертикальной оси 9 и смонтированной на нем с возможностью поворота вокруг горизонтальной оси 10 рукой 11, имеющей на свободном конце подвижный захват 12. Механизмы 2 и 3 заварки фиксаторов смонтировань на основании 1 симметрично относительно горизонтальной оси 10 по- ворота руки 11. Бункерные магазины А и 5 загрузчиков фиксаторов снабжены укрепленными на основании 1 приводами 13 и Н Шарнирных Параллелограммов 15 и 16. Операции по загрузке экранс|в на механизмы заварки фиксаторов и съему их с последних осуществляет манипуля4тор 8 с рукой 11, имеющий захват 12, например вакуумный, Манипулятор 8 содержит приводные механизмы (например пневматический или гидравлический цилиндр) поворота вокруг вертикальной 9 и горизонтальной 10 осей. 8 руке 11 манипулятора 8 установлен механизм 17 плоскопараллельного перемещения захвата 12, что дает возможность во время работы манипулятора перемещать экран не переворачивая его. Установка работает следующим образом. Исходное положение руки 11 манипулятора 8 вертикальное. При подаче экрана 18 на исходную позицию 19 рука 11 поворачивается вокруг горизонтальной оси 10 до соприкосновения захвата 12 с экраном, после захвата последнего рука возвращается в ис-гг ходное положение, а экран при этом занимает положение 20. Затем поворотом манипулятора 8 экран приводится в положение 21, из которого он с помощью поворота руки 11 вокруг горизонтальной оси 10 опускается на механизм заварки фиксаторов, например 2. При этом на механизме заварки 3 производится заварка фиксаторов в экран. По окончании заварки рука из вертикального положения поворачивается . вокруг оси 10 до соприкосновения захвата 12 с экраном на механизме 3, а затем возвращается в исходное положение 21 Далее поворотом манипулятора вокруг оси 9 на 90° экран переводится в положение 20 и подается к позиции разгрузки питателя 7, которая может в зависимости от схемы транспортировки Глотовых экранов в печь либо совпадать с исходнойпозицией 19, либо занимать симметричное относительно оси перпендикулярной оси симметрии механизмовзаварки положение 22 Одновременно с переводом экрана из поло хения 21 заварки в положение 20 разгрузки на механизме 3 заварки привод Tt шарнирного параллелограмма 16 переводит бункерные магазины 5 в положение загрузки фиксаторов. При этом каждому индукционному устройству соответствует определенный бункерный магазин 5 с питателем 7, а общее их количество равно количеству заварива-емых фиксаторов. В положении загрузки фиксаторы, подаваемые питателями 7 занимают положение, соосное с держателями индукционных устройств.
Для приема фиксаторов держатели индукционных устройств (не показаны) перемещают в положение захвата фиксаторов, подаваемых питателями 7, после чего бункерные магазины 5 отводятся в исходное положение, и освобождается место для загрузки заготовки экрана на механизм для заварки (фиксаторов. На этом цикл операций по загрузке и съему экранов и вставке фиксаторов на одном из механизмов заварки заканчивается.
В следующий полуцикл работы установки осуществляют загрузку экрана на механизм 3 заварки и съем экрана с механизма 2 заварки. Бункерные механизмы загружают кассетами с предварительно ориентированными фиксаторами с )м,.обеспечивающим многочасовую работу установки.
Наличие в предлагаемой конструкции установки устройства для загрузки и съема экранов позволяет устанавливать механизмы заварки фиксаторов на основании, а не на подвижной платформе, за счет чего потребность в сложных устройствах для подвода различных видов энергопитания к последней отпадает, что обусловливает повышение эксплуатационной надек ности установки.
В предлагаемой конструкции одно устройство выполняет двойную функцию: загрузки экранов на механизмы заварки и съема их с последних. Кроме Torq установка удобна в обслуживании за счет увеличения зон 23-26 обслуживания механизмов заварки, в результате чего улучшается доступ к регулирующим органам, позволяющий, в свою очередь,производить размерную подналадку на действующей установке при износе элементов, базирующих экран, и
компенсировать трудно учитываемые температурные деформации.
Формула изобретения
Установка для заварки фиксаторов, включающая основание, механизмы заварки фиксаторов, загрузчик предварительно ориентированных фиксаторов, выполненный в виде бункерных магазинов с питателями по числу завариваемых .в экран фиксаторов, отличающ а я с я тем, что, с целью повышения эксплуатационной надежности установки и удобства ее обслуживания, она снабжена устройством для загрузки и съема экранов, выполненным в виде установленного на основании с возможностью поворота вокруг вертикальной оси манипулятора со смонтированной на нем с возможностью поворота вокруг горизонтальной оси рукой, имеющей на свободном конце подвижный захват,г1ри этом механизмы заварки фиксаторов смонтированы на основании симметрично относительно пересекающей оЬь поворота манипулятора горизонтальной оси, а у каждого из них расположен загрузчик фиксаторов, снаб хенный укрепленным на основании приводом шарнирного параллелограмма. . ,
Источники информации, принятые во внимание при экспертизе
Фиг. 2
