5 УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения изоляционного покрытия на наружную поверхность труб | 1982 |
|
SU1065653A2 |
| Устройство для нанесения изоляционного покрытия на наружную поверхность труб | 1980 |
|
SU1023165A2 |
| Устройство для нанесения изоляционного покрытия на наружную поверхность труб | 1982 |
|
SU1041793A1 |
| Устройство для нанесения изоляционного покрытия на наружную поверхность труб | 1982 |
|
SU1043413A2 |
| Устройство для нанесения изоляци-онного покрытия на внешнюю поверх-ность труб | 1972 |
|
SU508637A1 |
| Установка для тепло- и гидроизоляции труб | 1980 |
|
SU932090A1 |
| Устройство для нанесения изоляционного покрытия на наружную поверхность труб | 1986 |
|
SU1361415A2 |
| Форма для нанесения теплоизоляцииНА ТРубОпРОВОд | 1979 |
|
SU832235A1 |
| Способ тепло-и гидроизоляции трубы | 1982 |
|
SU1060876A1 |
| СПОСОБ СУХОЙ КЛАССИФИКАЦИИ ПЫЛЕВИДНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2113920C1 |
. 1 ,
Изобретение относится к устройствам для нанесения защитных покрытий 1на внешнюю поверхность труб и может быть использовано для нанесения вспенивающихся изоляционных материалов..
Известно устройство для нанесения монолитной изоляции, содержащее заливочное устройство и разъемную форму. Разъемная форма установлена неподвижно и предназначена для обработки отдельных трубит.
Недостаток такого устройства заключается в низкой прои3водитель мости.
Наиболее близким техническим решением является устройство для нанесения изоляционного покрытия на внешнюю поверхность труб, которое Jcoдepжит смеситель и насадку, выполненную в виде бесконечной ленты, охватывающей с зазором изолируемую трубу 1:2.
Такое устройство характеризуется низкой производительностью и невысо- КИМ качеством изоляционного покрытия .
Цель изобретения - повышение производительности устройства.
Поставленная цель достигается тем, что насадка выполнена в виде установленных один над другим ленточных транспортеров, ленты которых натянуты вальцами и опираются на формующие и обкатывающие ролики, при этом формующие ролики попарно соединены между собой. ,,
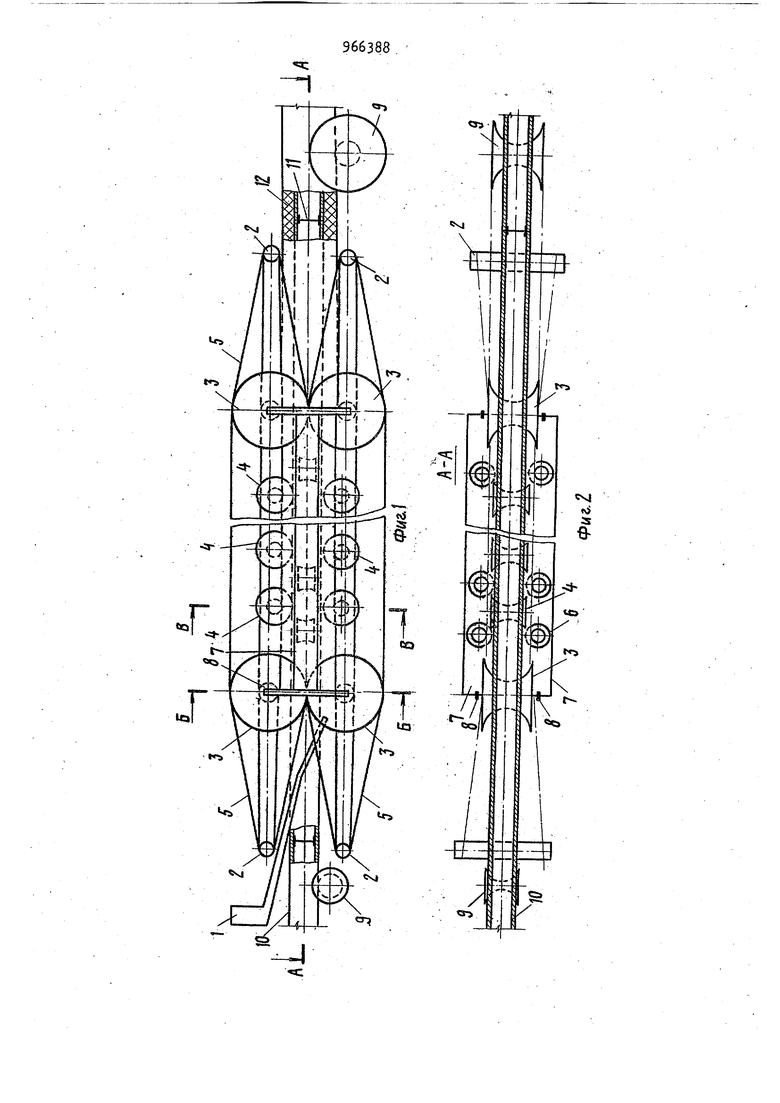
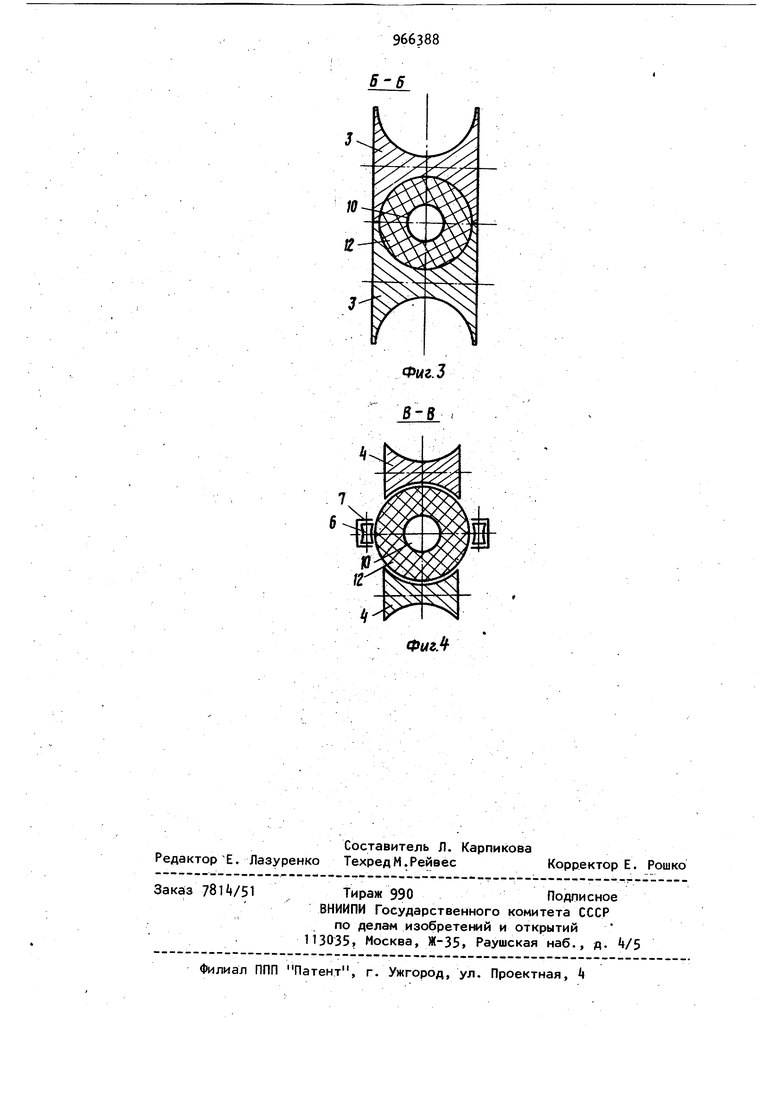
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1; на фиг. t - сечение В-В 20 на фиг. 1.
Устройство включает смеситель 1 и насадку в виде установленных один :над другим ленточных транспортеров. Верхний транспортер содержит глад кие вальцы 2 и формующие ролики 3, между которыми расположены обкатывающие ролики . Транспортерная лента 5 размещена таким образом, что он натянута на гладких вальцах 2, затем переходит на формующие ролики 3, которые по продольной оси имеют изогнутую по радиусу вогнутую поверхность, в сечении образующую полуокружность. Таким образом, транспортер ная лента 5 на участке между формующими роликами 3 имеет вид полуцилинд ра. Этот профиль сохраняется благодаря тому, что внутри транспортера устроены взаимодействующие с одной ветвью изогнутые по радиусу обкатыва щие ролики . Нижний транспортер имеет аналогичные по конструкции, назначению и размещению элементы: гладкие вальцы 2, формующие ролики 3, обкатывающие ролики Ц и транспортерную ленту 5. Оба транспортера взаимодействуют формующими роликами 3, вследствие че го транспортерные ленты образуют цилиндрическую зону, профиль которой сохраняют прижимные ролики 6, расположенные по-обе ее стороны. Ролики 6 обеспечивая цилиндрическое сечение, способствуют плотному прилеганию практически без зазора, кромок лент 5г Прижимные ролики закреплены поворотно в П-образной балке 7 рамы 8, которая установлена на осях попарно связанных формующих роликов 3Устройство снабжено ходовыми роли ками 9, установленными на различных уровнях. Устройство работает следующим образом. . Изолируемая труба 10 по ходовому ролику Ц подается в цилиндрическое отверстие, образованное лентами 5В кольцевой зазор между транспортерными лентами и трубой подается из смесителя 1 вспенивающаяся масса. Об транспортера приводятся в синхронное движение. Устройство представляет собой зам кнутую по цилиндру скользящую опалуб ку, в которой, не касаясь стенок, т.е. транспортерных лент, движется с заданной скоростью труба 10. Харак терная особенность: движение лент 5 необходимо, потому что на них происходит вспенивание подаваемого из смесителя 1 материала. Ленты должны двигаться с одинаковой скоростью, чт бы не допустить послойного смещения уже вспененной композиции. Кроме того, их скорость равна скорости линейного перемещения в зазоре трубы для сохранения целостности изоляционного покрытия. Ходовые ролики 9 в целях недопущения- эксцентриситета покрытия,регулируются так, что труба устанавливает- ся в зазоре соосно.. Перед началом работы в трубу вставляется ориентирующая торцован заглушка (не показана) по диаметру цилиндрической полости. Она центрирует трубу |10, которая размещается на ходовых роликах 9 и одновременно служит опорной поверхностьйэ для вспенивающейся массы. Труба 10 с заглушкой по ходовым роликам 9 подается в цилиндрическую полрсть, ограниченную изогнутыми по кон-, туру роликов 3 лентами 5 и в пцодольных стыках перекрытую балкой 7 с прижимными роликами 6. Заглушка обкатыва-( ется По обкатывающим роликам Ц, двигаясь вместе с транс пор те рнъ1ми лентами. В полость подается вспенивающаяся масса небольшими дозами или постоянно по мере смешивания компонен- тов. Вспениваясь, масса за счет возни каемого в процессе реакции давления отталкивается от заглушки и увеличивается в объеме в направлении против хода трубы. Таким образом, про.цесс вспенивания протекает непрерыв.но. На выходе из зоны вспенивания масса уже отвердевает, поэтому транспортировка трубы по ходовым роликам 9 не приводит к ее повреждению. Равномерность покрытия в полости помогает выдерживать обкатывающие ролики k, В процессе непрерывной работы устройства трубы соединяются быстроразъемными стыковочными средствами 11,а центрирование готовых труб осуществляется собственно теплоизоляцией 12,затвердевшей на выходе из кольцевого зазора. Для транспортерных лент может быть использован любой материал, достаточно упругий и эластичный с антиадгезионными свойствами. В зависимости от материала транспортерных лент можно предусмотреть перекрытие внешнего контура цилиндрического участка указанными видами роликов, что обеспечивает равностенность изоляции в период вспенивания.
Положительный эффект состоит в том, что устройство позволяет повысить производительность, а также теплоизолировать трубы широкого диапазона сечений различными теплоизоляционными композициями.
Формула изобретения
Устройство для нанесения изоляционного покрытия на наруяуную поверхность труб, содержащее смеситель и насадку, о т л и чающееся тем, что, с целью повышения производительности, насадка выполнена в виде установленных один над другим ленточных транспортеров, ленты которых натянуты вальцами и опираются на формующие и обкатывающие ролики, при этом формующие ролики попарно соединены между собой.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. F 16 L 59/1, 1976.
