Известны станки для обработки концов рудничных стоек и заделки замков в стойках и верхняках рудничной крепи, снабженные механизмом транспортирования обрабатываемого бревна, фрезерными головками ДЛЯ обработки концов бревна и механизмом центрирования фрез в зависимости от диаметра бревна.
В стайках такого назначения и конструкции транспортирование бревна не автоматизировано.
В описываемом станке этот недостаток устранен тем, что механизм транспортировапия выполнен в виде двух параллельно расположенных цепей, из которых одна, получающая движение от привода станка, несет захваты для бревна, а вторая, постоянно заторможеная с определенным усилием, несет упоры, между которыми и захватами зажимается обрабатываемое бревно. Последнее автоматически освобождается при проходе упоров через звездочку заторможенной цепи на выходнолг конце.
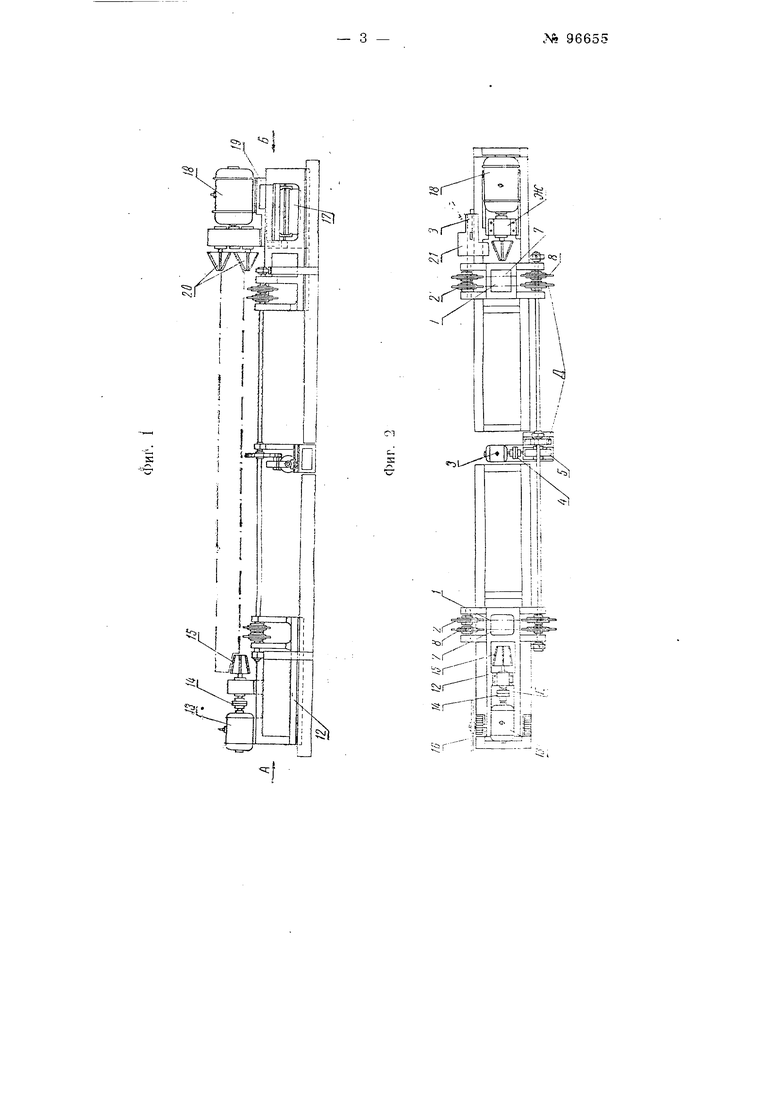
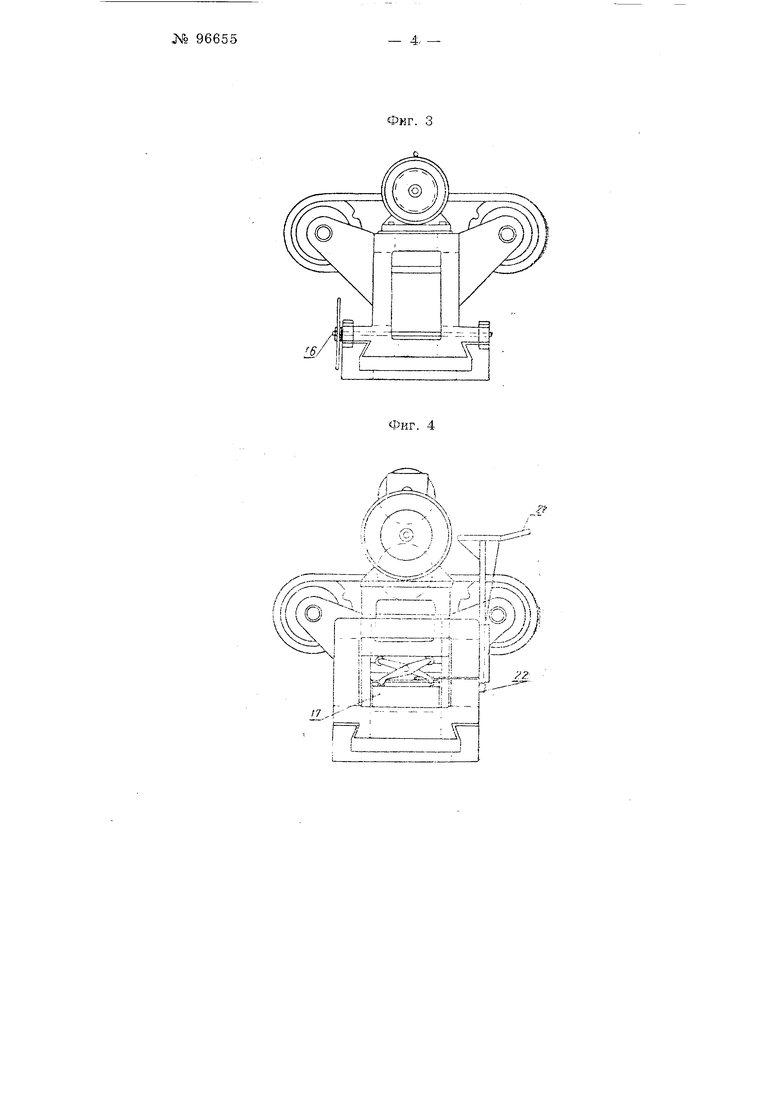
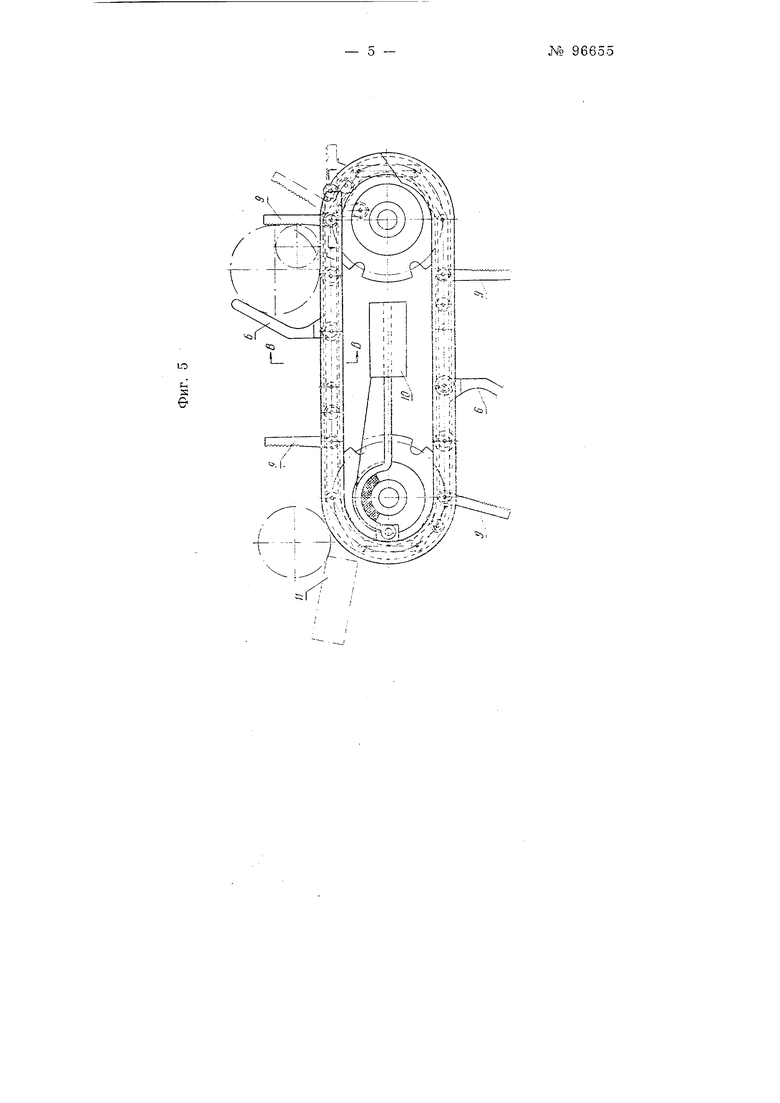
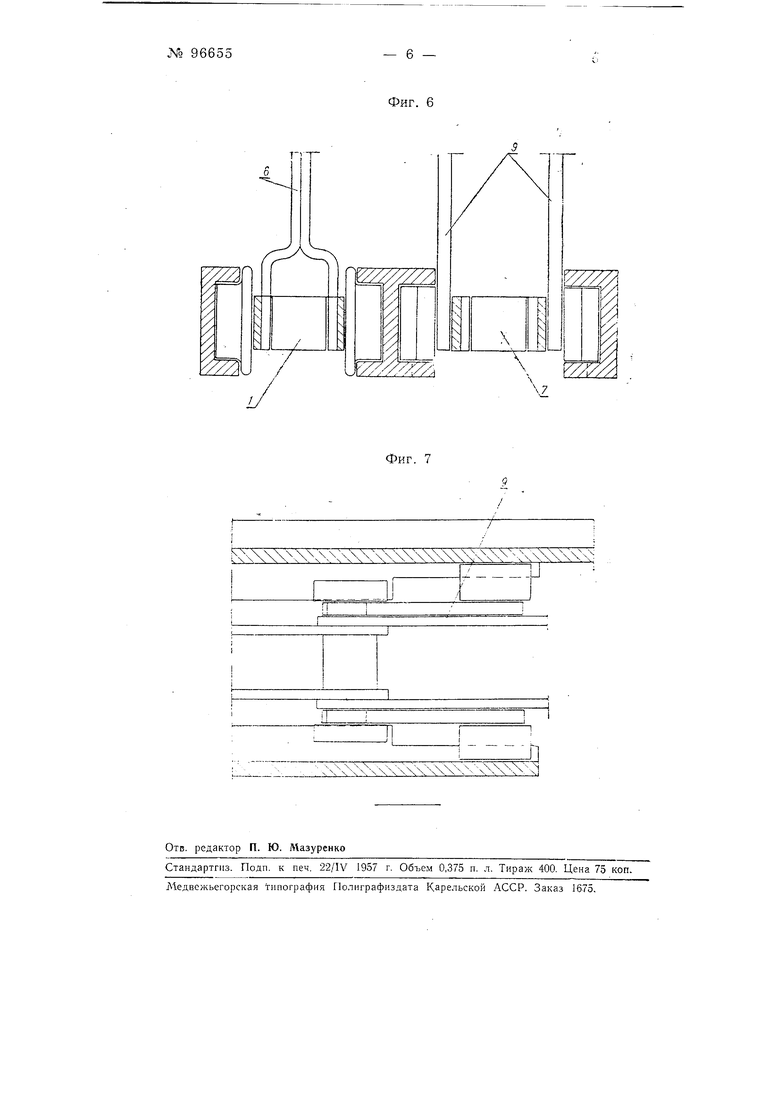
На фиг. 1 п 2 пзображеп описываемый станок в двух проекциях; на фиг. 3 и 4 - вид по стрелке А и Б па фиг. ; па фиг. 5 - .механизм захвата, зажи.ма, подачи п сбрасывания бревна, вид сбоку; на фиг. 6 и 7 - разрезы по 138 и Г Г на фиг. 5.
Станок состоит из четырех основных узлов;
Механизм Д для захвата, зажима, подачп и сбрасыванпя бревна.
Мехапизм для заделки одного конца перекладины и верхнего конца стойки.
Механизм Ж для заделки другого конца верхней перекладины и нижнего конца стойки.
Механиз.л 3 центрирования фрез механиз.ма Е.
В состав механилл1а Д входят две ведупдпе цепи /. перекинутые через звездочки 2 и получаюш,не движение от приводного электродвигателя J через зластичную муфту-# и редуктор-5. На из ведущих цепей / расположено по два зубца G, служащих для захвата, зажима и подачи оровен под фрезы.
Параллельно ведущим цепям / расположены две тормозные ведомые цепи 7, охватывающие звездочки 8 и несущие по четыре упора-сбрасывателя .9. Торможение цепей 7 осуществляется грузами 10, под действием которых эти цепи находятся постоянно в заторможенном полонсении.
Бревно, ноданное на нанравляющие //, подхватывается зубцом 6 ведущей цени / и прижимается к упору-сбрасывателю 9 ведомой цепи 7. После преодоления тормозного усилия бревно вместе с ведомой ценью 7 подается под фрезы. После обработки концов бревно доходит до ведущих звездочек, где унорсбрасыватель .9 срабатывает, и обработанное бревно скатывается на лесотаску, идущую на склад готовой продукции.
Механизм, нредназначенный для заделки одного конца перекладины и верхнего конца стойки, состоит из монтированного на станине 12 электродвигателя 13, соединенного через эластичиую муфту 14 с фрезой 15. Для передвижения станины служит механизм 16.
Механизм Ж, предназначенный для заделки второго конца перекладины и пижнего конца стойки, подвижно установлен в вертикальных направляющих и уравновещен грузом /7. Механизм состоит из электродвигателя 18, монтированного на подвижной в вертикальных, направляющих раме 19 и приводящего во фрезы 20. Нормальное положение механизма - нижнее. Оно рассчитывается на обработку бревна наименьщего диаметра.
Механизм 3 центрирования вводится в действие при обработке нижнего конца стойки. Во всех остальных случаях механизм центрирования не работает.
Механизм центрирования, в зависимости от диаметра идущего
в обработку бревна, устанавливает фрезы 20 на одинаковом расстоянии от оси бревна.
Бревно, идущее в обработку, поднимает плоскость 21 механизма центрирования на расстояние, равное диаметру бревна.
Ползун 22, на котором укреплена плоскость 21, поднимается вверх. Движение этого ползуна вверх при помощи рычагов передается на груз 17, последний идет вниз, а механизм Ж поднимается вверх.
После подъема механизма Ж на требуемую высоту унорным зубцом тормозной цепи через систему рычагов производится его зажим в направляющих.
После обработки бревна фрезами тем же упорным зубцом тормозной цепи производится отжатие механизма Ж и он возвращается в нижнее первоначальное положение.
Работа механизмов Е и Ж понятна из чертежа.
Предмет изобретения
Станок для обработки концов рудничных стоек и заделки замков в стойках и верхняках рудничной крепи, сиабженный механизмом транспортирования обрабатываемого бревна, фрезерными головками для обработки концов бревна и механизмом центрирования фрез в зависимости от диаметра бревна, отличающийся тем, что, с целью автоматизации транспортирования бревна, механизм транспортирования выполпен в виде двух параллельно расположенных цепей, из которых одпа, получаюп;ая движение от привода станка, несет захваты для бревна, а вторая, постоянно заторможенная с определенным усилием, несет упоры, между которыми и захватами зажимается обрабатываемое бревно, с автоматическим освобождением бревна нри проходе упоров через звездочку заторможенной цепи на выходном конце.
SIT

if
з
Фкг. 3
Фиг. 4
ю с
Фиг. 6
ТТ/:
/:// л
