() ЛИСТОВОЙ КОМПЛЕКС ГОРЯЧЕЙ ПРОКАТКИ СТАЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки горячекатанныхпОлОС и лиСТОВОй КОМплЕКС гОРячЕйпРОКАТКи СТАли для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804014A1 |
| Способ транспортировки слябов при прокатке транзитом | 1982 |
|
SU1031549A1 |
| Способ производства нестареющей раскисленной алюминием малоуглеродистой холоднокатаной листовой стали | 1983 |
|
SU1068184A1 |
| Прокатный стан для производства горячекатанных полос | 1978 |
|
SU778830A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС НА МЕТАЛЛУРГИЧЕСКОМ КОМПЛЕКСЕ МНЛЗ - ШИРОКОПОЛОСОВОЙ СТАН | 2009 |
|
RU2415724C1 |
| Способ горячей прокатки полосовой стали | 1982 |
|
SU1072931A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2011471C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ЭНЕРГЕТИЧЕСКИ ЭФФЕКТИВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2579723C2 |
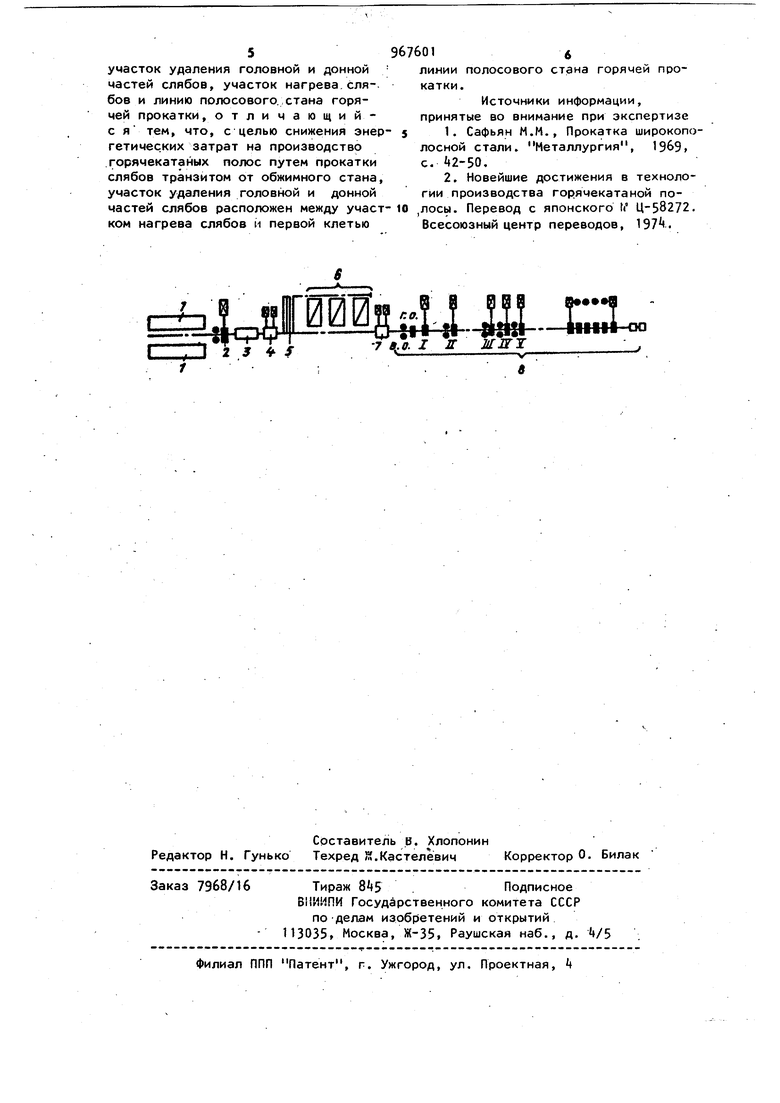
1 Изобретение относится к прокатке металлов в черной металлургии, для производства горячекатаных полос. Известен листовой комплекс горячей Прокатки стЗли, содержащий участок производства непрерывнолитых слябов, участок их нагрева (подогрева) и поточную линию полосового стана горячей прокатки tl1. Основной недостаток этого комплекса горячей прокатки стали coc.toит в значительных трудностях с обесп чением высокого качества горячекатаных полос, прокатываемых из кипящих сталей. Известен листовой комплекс горячей прокатки стали, содержащий обжим ной стан, участок удаления головной и донной частей слябов, участок нагр ва слябов и линию полосового стана горячей прокатки 2. Недостаток указанного комплекса состоит 8 существенных ограничениях, производства широкого сортамента горячекатаных полос транзитом от обжимного стана, с одного нагрева (подогрева) слитков перед ним, что приводит к значительным расходам энергии на производство, горячеката-ных полос, к большим потерям металла в окалину при агреве. Целью изобретения является снижение энергетических затрат на производство горячекатаных полос путем прокатки слябов транзитом от обжим-ного стана. Цель достигается тем, что участок удаления головной и донной частей слябов расположен между участком нагрева слябов и первой клетью полосового стана горячей прокатки. На чертеже приведена схема расположения .основного.оборудо1вания листового комплекса горячей прокатки стали. Листовой комплекс горячей прокатки стали содержит участок 1 нагрева (подогрева) слитков, обжимной стали участок. 3 ремонта поверхности слябов в потоке, участок Ц удаления головной и донной частей слябов,.транспортное устройство 5, участок 6 для нагрева (подогрева) слябов, участок удаления головной и дОнной частей сляба, поточную линию полосового ста на 8 горячей прокатки. При этом обжимной стан, участок ремонта поверхмости слябов в потоке, оба участка удаления головной и донной частей слябов и поточная линия полосового стана горячей прокатки расположены в одну, по технологическому потоку, линию. Участок нагрева (подогрева) слитков оборудования нагревательными колодцами рекуперативного или регенера тивного типа, в качестве обжимного ст на применен слябинг (или c Jябингблюминг), участок ремонта поверхности слябов оборудован, например, машиной огневой зачистки, каждый участок удаления головной и донной частей слябов снабжен ножницами и устройством для уборки обрези, участок для нагрева (подогрева) слябов выпол нен в виде ряда методических печей, поточная линия полосового стана горя чей прокатки содержит, к примеру, кл ти черновой и чистовой прокатки и соответствующие моталки. Листовой комплекс горячей прокатк стали работает следующим образом. Нагретый (подогретый) слиток с участка 1 поступает на обжимной стан 2, где его прокатывают до сляба, являющегося исходной заготовкой для производства горячекатаной полосы на полосовом стане 8. На машине огневой зачистки участок 3) выполняют ремонт поверхности сляба и далее его подают на участок 4 удаления головной и донной частей сляба. На этом участке ножницами отрезают донную и головную части только у слябов идущих в последующем на нагрев (подогрев) в методических печах на учас ке 6, т.е. у слябов, предназначенных для производства тонкого сортамента горячекатаных полос. В случав временной остановки полосового стана 8 горячей прокатки на этом же участке обрезают донную и головную части у всех слябов. Takжe на этом участке удаляют головную и дрнную-части у слябов, производство горячекатаных ПОЛОС из которых требует дополнительного ремонта поверхности (легированные стали), а также отгружаемых в качестве готовой продукции листопрокатного комплекса. Обрезанный сляб с участка транспортным устройством 5 подают на участок 6 нагрева (подогрева) слябов, где его нагревают в методических печах до требуемой температуры, выгружают и транспортируют в поточную линию полосового стана горячей прокатки для производства тонкой горячекатаной полосы. Участок нагрева проходят также слябы со склада в случае временной остановки обжимного стана 2, а также слябы ряда легированных марок сталей. При этом эти слябы проходят участок 7 транзитом. Слябы, идущие на производство толстого сортамента горячекатаных полос (-5 мм и более), после участка 3 ремонта поверхности слябов транзитом передают через участок А к участку 7 для удаления головной и донной частей. На участке 7 ножницами обрезают головную и донную части сляба и сляб сходу подают в поточную линию полосового стана 8 горячей прокатки. Существенное расширение сортамента горячекатаных полос, прокатываемых транзитом слябов от обжимного станав описываемом 1 омплексе обеспечивают за счет значительного увеличения скорости транспортировки слябов по рольгангам от обжимного стана 2 к поточной .пинии, полосового стана 8 горячей прокатки и,, таким образом, снижения тепловых потерь слябов в процессе передачи слябов, благодаря устранению отрицательного воздействия подстуживания торцов слябов в процессе их транспортировки на увеличение усилия пpoкatки в последних клетях черновой группы, приводящее к их перегрузке. Использование предлагаемого комплекса позволяет существенно снизить энергетические затраты на производство горячекатаных: полос прежде всего благодаря значительному уменьшению затрат на нагрев металла, а также на получение металла, переходящего в окалину в процессе нагрева слябов в методических печах. Формула изобретения Листовой комплекс горячей прокатки стали, содержащий обжимной стан, участок удаления головной и донной частей слябов, участок нагрева.сля-. бое и линию полосового, стана горячей прокатки, отличающийся тем, что, с целью снижения энер гетических затрат на производство горячекатаных полос путем прокатки слябов транзитом от обжимного стана, участок удаления головной и донной частей слябов расположен между участ ком нагрева слябов и первой клетью 016 линии полосового стана горячей прокатки. Источники информации, принятые во внимание при экспертизе 1. Сафьян М.М., Прокатка широкополосной стали. Металлургия, 1969, с, tjZ-SO. 2. Новейшие достижения в технологии производства горячекатаной по,лосы. Перевод с японского ti° Ц-58272. Всесоюзный центр переводов, 197.
