Изобретение относится к порошковой металлургии, в частности к устройствам для пакетного прессования изделий из порошка.
По основному авт.св. № 784988 известно устройство для пакетного прессования изделий из порошка,включающее матрицу, верхний и нижний пуансоны, промежуточный элемент, колонки-толкатели и подпружиненные вкладыши, причем в верхнем пуансоне выполнены пазы, в матрице выполнены гнезда для размещения колонок и вкладышей, колонки жестко соединены с промежуточным элементом и установлены с возможностью вертикального перемещения в пазах верхнего пуансона, а вкладыши смонтированы под колонками-толкателями.
Недостаток этого устройства является сравнительно невысокая плотность спресованных изделий.
Цель изобретения - повышение плотности изделий.
Цель достигается тем, что устройство для пакетного прессования изделий из порошка снабжено нагревателем, установленным в промежуточном элементе, а колонки-толкатели выполнены с каналами для размещения токопровода.
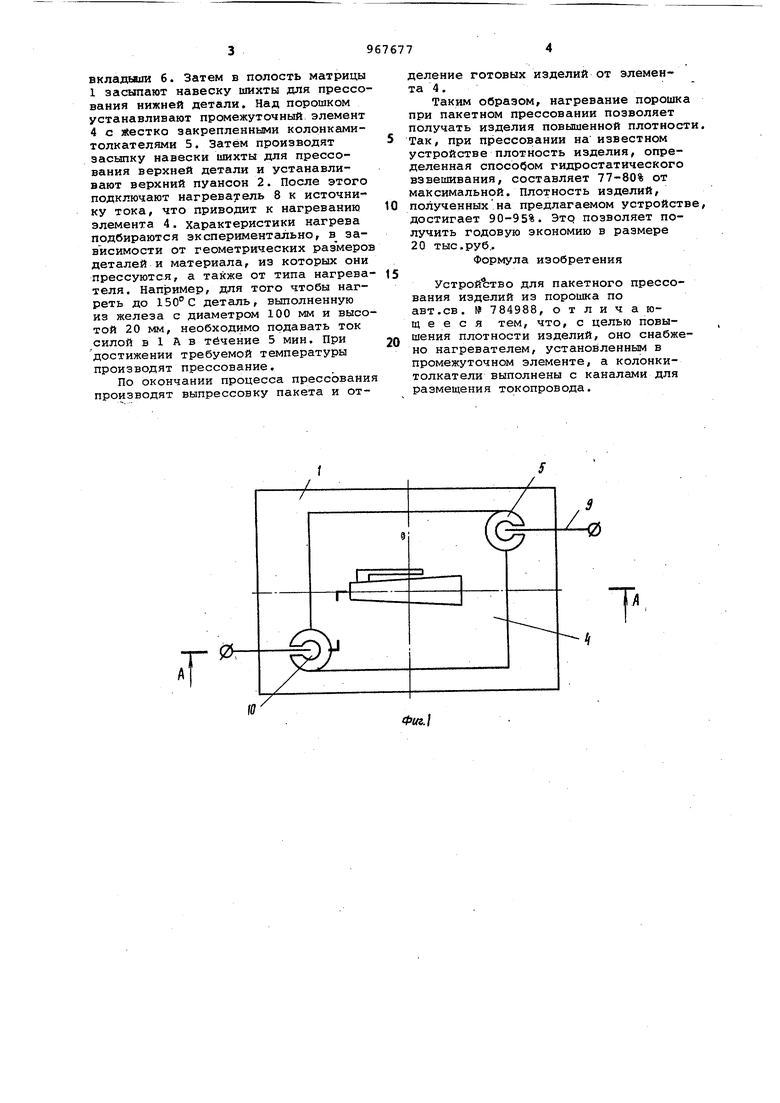
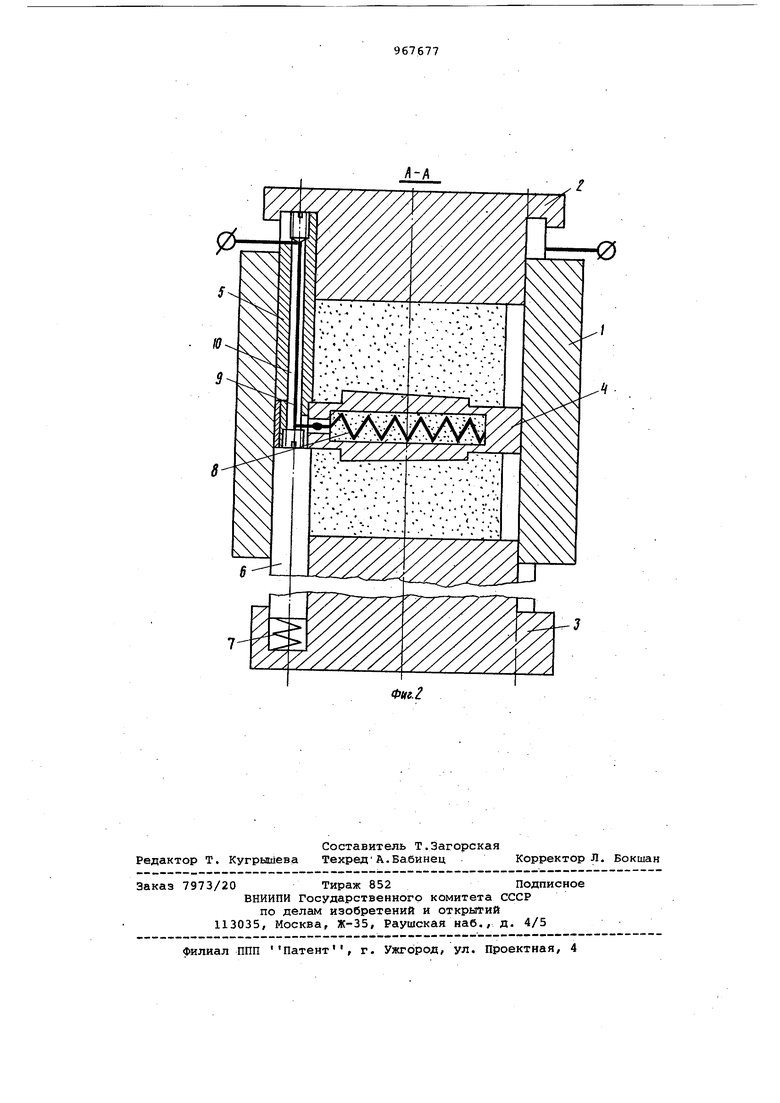
На фиг.1 приведено устройство, вид сверху, со снятым верхним пуансоном; на фиг.2 - сечение А-А на фиг. 1.
Устройство состоит из матрицы 1, верхнего 2 и нижнего 3 пуансона. В матрице 1 расположен промежуточный
10 элемент 4 с жестко закрепленными колонками-толкателями 5, входящими в гнезда верхнего пуансона 2. В матрице 1, в верхнем 2 и в нижнем 3 пуансонах выполнены продольные пазы
15 для размещения колонок-толкателей 5 и вкладышей 6, установленных под колонками-толкателями 5 на пружинах 7 .
В промежуточном элементе 4 уста20новлен нагреватель 8, который через токопровод 9, проложенный по каналу 10 в колонках-толкателях 5, подключен к источнику тока. Верхняя и нижняя поверхность элемента 4
25 выполнены как модели для получения спрессованных изделий..
Устройство работает следующим образом.
В матрицу 1 устанавливается
30 нижний пуансон 3 и подпружиненные
вкладыит 6. Затем в полость матрицы 1 засыпают навеску шихты для прессования нижней детали. Над порошком устанавливают промежуточный элемент 4 с лестко закрепленными колонкамитолкателями 5. Затем производят засыпку навески шихты для прессования верхней детали и устанавливают верхний пуансон 2. После этого подключают нагреватель 8 к источнику тока, что приводит к нагреванию элемента 4. характеристики нагрева подбираются экспериментально, в зависимости от геометрических размеро деталей и материала, из которых они прессуются, а также от типа нагревателя. Например, для того чтобы нагреть до 150°С деталь, выполненную из железа с диаметром 100 мм и высотой 20 мм, необходимо подавать ток силой в 1 А в течение 5 мин. При достижении требуемой температуры производят прессование.
По окончании процесса прессовани производят выпрессовку пакета и отделение готовых изделий от элемента 4 . Таким образом, нагревание порошка при пакетном прессовании позволяет получать изделия повышенной плотност Так, при прессовании на известном устройстве плотность изделия, определенная способом гидростатического взвешивания, составляет 77-&0% от максимальной. Плотность изделий, полученных на предлагаемом устройств достигает 90-95%. Этр позволяет получить годовую экономию в размере 20 тыс.руб..
Формула изобретения
Устройство для пакетного прессования изделий из порошка по авт.св. № 784988, отличающееся тем, что, с целью повышения плотности изделий, оно снабжено нагревателем, установленным в промежуточном элементе, а колонкитолкатели выполнены с каналами для ра змещени я ток опров ода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пакетного прессования изделий из порошка | 1978 |
|
SU784988A1 |
| Установка формования заготовок для режущих пластин | 2021 |
|
RU2764451C1 |
| Способ изготовления изделий из порошка | 1990 |
|
SU1785807A1 |
| МОНОБЛОЧНАЯ ПРЕСС-ФОРМА | 2004 |
|
RU2279949C1 |
| Устройство для прессования изделий из порошка | 1987 |
|
SU1444078A1 |
| ПРЕСС-ФОРМА ДЛЯ ДВУХСТОРОННЕГО ПРЕССОВАНИЯ ПОРОШКА | 2018 |
|
RU2686436C1 |
| Способ прессования изделий из порошка | 1987 |
|
SU1519842A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2024354C1 |
| Устройство для гидростатического прессования полых длинномерных изделий из порошков | 1990 |
|
SU1770084A1 |
| Пресс-форма для прессования порошковых материалов | 1986 |
|
SU1397286A1 |
/
€J
10
Фиг.
Фт.1
