(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНЫХ
Изобретение относится к сварКе и может быть использовано при изготовлении многоэлектродных сварочных и наплавочных автоматов и полуавтоматов.
Известно устройство для прерывистой подачи электродной проволоки при дуговой сварке, в котором электродные проволоки подаются в зону сварки либо одновременно, либо в определенной заданной последовательности f 1 7.
Недостатками устройства являются сложность конструкции н ее громоздкость. .
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для подачи электродных проволок, содержащее цилиндрические ведущий и нажимной подающие валки с рифленой поверхностью t23.
Недостатки устройства заключаются в невозможности последовательной по фронту подачи электродных проволок, что Снижает его эконсяличность, а также выполнения наплавки сложного
профиля.
Цельюизобретения является повышение экономичности и возможности наплавки сложного профиля. ПРОВОЛОК
Поставленная, цель достигается тем, что в устройстве для подачи элект- родных проволок, содержащем цилиндрические ведущий и нажимной подающие валки с рифленой поверхностью, нажимной валок выполнен в виде втулки с выступом на внутренней поверхности, установленной на неподвижной оси с возможностью осевого перемещения,
10 при зтсил-на оси нажимного валка выполнен винтовой паз, взаимодействующий с выступом втулки.
При этом нажимной вгшок может быть снабжен дополнительно несколь15кими втулками.
Винтовой паз выполнен в виде мнозтоэаходной винтовой линии.
Винтовой паз может быть выполнен .. в виде разнонаправленных, переходящих одна в другую винтовых линий.
Кроме того, выступ на внутренней поверхности втулки установлен с возможностью поворота, а длина его больше ширины паза на оси нажимного вал25ка.
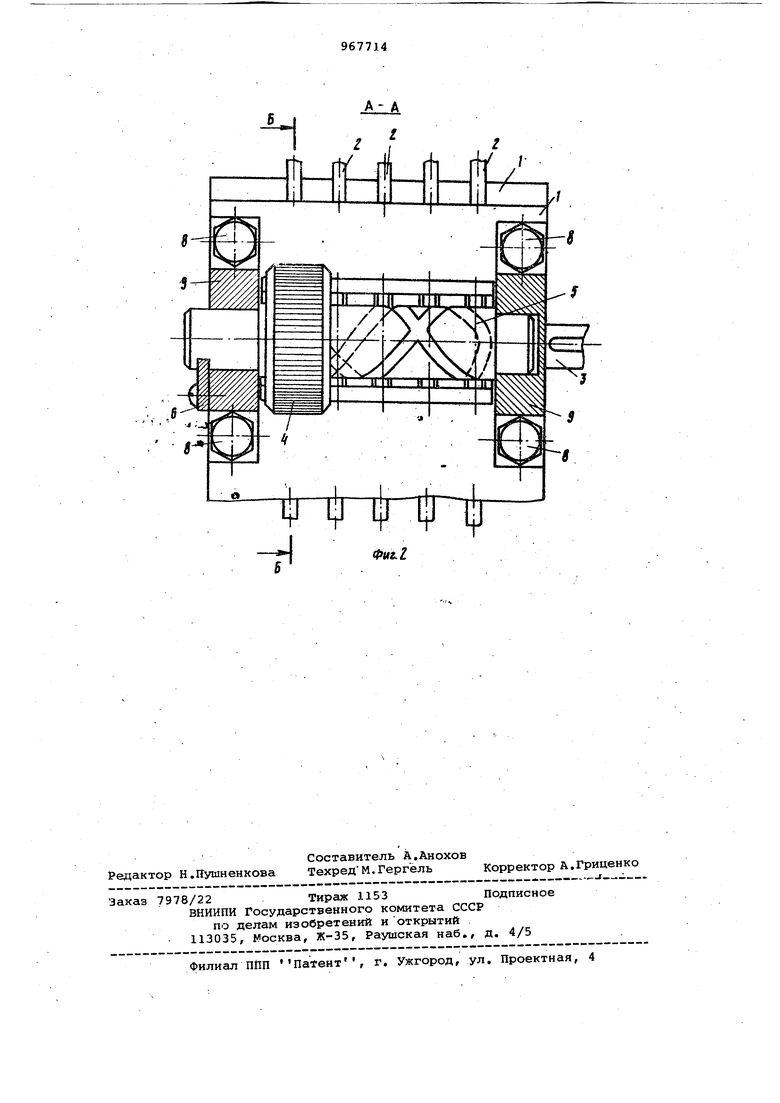
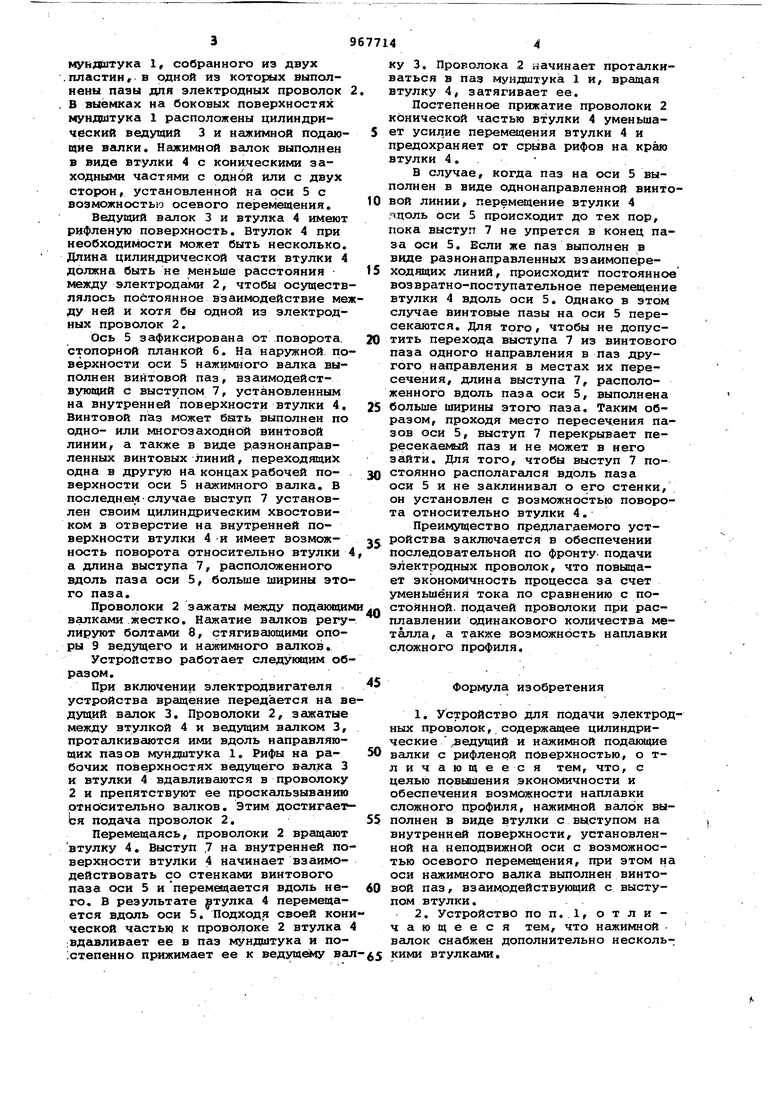
На фиг.1 показано устройство (разрез В-В на фиг.2); на фиг.2 осевой разрез А-Л на фиг.1.
Устройство для подачи электрод30ных проволок состоит из плоского
мундатука 1, собранного из двух .пластин, в одной из которых выполнены пазы для электродных проволок 2 В выемках на боковых поверхностях мундштука 1 расположены цилиндрический ведущий 3 и нажимной подаюцие валки. Нажимной валок выполнен в виде втулки 4 с кони.ческими заходными частями с однбй или с двух сторон, установленной на оси 5с возможностью осевого перемещения.
Ведущий валок 3 и втулка 4 имеют рифленую поверхность. Втулок 4 при необходимости может быть несколько. Длина цилиндрической части втулки 4 должна быть не меньше расстояния между электродами 2, чтобы осуществлялось постоянное взаимодействие между ней и хотя бы одной из электродных проволок 2.
Ось 5 зафиксирована от .поворота. стопорной планкой б. На наружной повёрхности оси 5 нажимного валка выполнен винтовой паз, взаимодействующий с выступом 7, установленньам на внутреннейповерхности втулки 4. Винтовой паз может быть выполнен по одно- или многозаходной винтовой линии, а также в виде разнонапрёвленкых винтовых линий, переходящих одна в другую на концах рабочей по- , вёрхности оси 5 нс1жимного валка. В последнем случае выступ 7 установлен своим цилиндрическим хвостовиком в отверстие на внутренней поверхности втулки 4 и имеет возмож- ность поворота относительно втулки 4 а длина выступа 7, расположенного вдоль паза оси 5, больше ширины этого паза.
Проволоки 2 зажаты между подающим валками жестко. Нажатие валков регулируют болтами 8, стягивающигда опоры 9 ведущего и нажимного валков.
Устройство работает следукяцим образом.
При включении электродвигателя устройства вращение передается на вепущнк валок 3. Проволоки 2, зажатые между втулкой 4 и ведущим 3, проталкиваются ими вдоль направляющих пазов мундштука 1. Рифы на рабочих поверхностях ведущего вал.ка 3 и втулки 4 вдавливаются в проволоку 2 и препятствуют ее проскальзыванию относительно валков. Этим достигаетЬя подача проволок 2.
Перемещаясь, проволоки 2 вращают втулку 4. Выступ 7 на внутренней поверхности втулки 4 начинает взаимодействовать со стенками винтового паза оси 5 и перемещается вдоль него. В результате ртулка 4 перемещается вдоль оси 5. Подходя своей конической частью к проволоке 2 втулка 4 :вдавливает ее в паз мундштука и по;степенно прижимает ее к ведущ у вал
ку 3. Проволока 2 начинает проталкиваться в паз мундштука 1 и, вращая втулку 4, затягивает ее.
Постепенное прижатие проволоки 2 конической частью втулки 4 уменьшает усилие перемещения втулки 4 и предохраняет от срыва рифов на краю втулки 4.
В случае, когда паз на оси 5 выполнен в виде однонаправленной винтовой линии, перемещение втулки 4 ядоль оси 5 происходит до тех пор, пока выступ 7 не упрется в конец паза оси 5. Если же паз выполнен в виде разнонаправленных взаимопереходящих линий, происходит постоянное возвратно-поступательное перемещение втулки 4 вдоль оси 5. Однако в этом случае винтовые пазы на оси 5 пересекаются. Для того, чтобы не допустить перехода выступа 7 из винтового паза одного направления в паз другого направления в местах их пересечения, длина выступа 7, расположенного вдоль паза оси 5, выполнена больше ширины этого паза. Таким образом, проходя место пересечения пазов оси 5, выступ 7 перекрывает пересекае1Ф1й паз и не может в него зайти. Для того, чтобы выступ 7 постоянно располагался вдоль паза оси 5 и не заклинивал о его стенки, он установлен с возможностью поворота относительно втулки 4.
Преимущество предлагаемого устройства заключается в обеспечении последовательной по фронту- подачи электродных проволок, что повышает экономичность процесса за счет уменьшения тока по сравнению с постоянной, подачей проволоки при расплавлении одинакового количества металла, а также возможность наплавки сложного профиля.
Формула изобретения
1.Устройство для подачи электродных проволок, содержащее цилиндрические едущий и нажимной подающие валки с рифленой поверхностью, о тличающееся тем, что, с целью повышения .экономичности и обеспечения возможности наплавки сложного профиля, нажимной валок выполнен в виде втулки с выступом на внутренней поверхности, установленной на неподвижной оси с возможностью осевого перемещения, при этом на оси нажимного вгшка выполнен винтовой паз, взаимодействующий с выступом втулки.
2.Устройство по п.1, отличающееся тем, что нажимной валок снабжен дополнительно несколькими втулкс1ми.
3,Устройство по п,1, отличающееся тем, что винтовой паз выполнеи в виде многбзаходной винтовой линии.
4,VcTprttcTflo по п.1, отличаю, щ е е с я тем, что винтовой паз выполнен в виде разнонаправленных винтовых линий, переходящих одна в другую на концах рабочей поверхности оси нажимного валка.
5,Устройство ПОП.1, ОТЛИч а ю Щчв е с я тем, что выступ на
внутренней поверхности втулки установлен с возможностью пов(ота, а его длина больше ширины паза на оси нажнмного валка.
5 Источники информации,
принятые во внимание при зкспертизе
1.Авторское свидетельство СССР 547310, кл. В 23 К 9/12, 1975. IQ 2. Авторское свидетельство СССР 155588, кл. В 23 К 37/00, I960.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи электродной проволоки | 1982 |
|
SU1107976A1 |
| Механизм подачи электродной проволоки для многоэлектродной сварки и наплавки | 1990 |
|
SU1787721A1 |
| Механизм для подачи электродной проволоки | 1982 |
|
SU1073030A1 |
| Устройство для подачи электродной проволоки | 1982 |
|
SU1109277A2 |
| Устройство для подачи электродной проволоки | 1981 |
|
SU1073029A1 |
| Роторный пресс | 1988 |
|
SU1593959A1 |
| Автомат для импульсно-дуговой наплавки | 1959 |
|
SU129764A1 |
| Устройство для электродуговой наплавки внутренних цилиндрических поверхностей | 1988 |
|
SU1613264A1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2396154C1 |