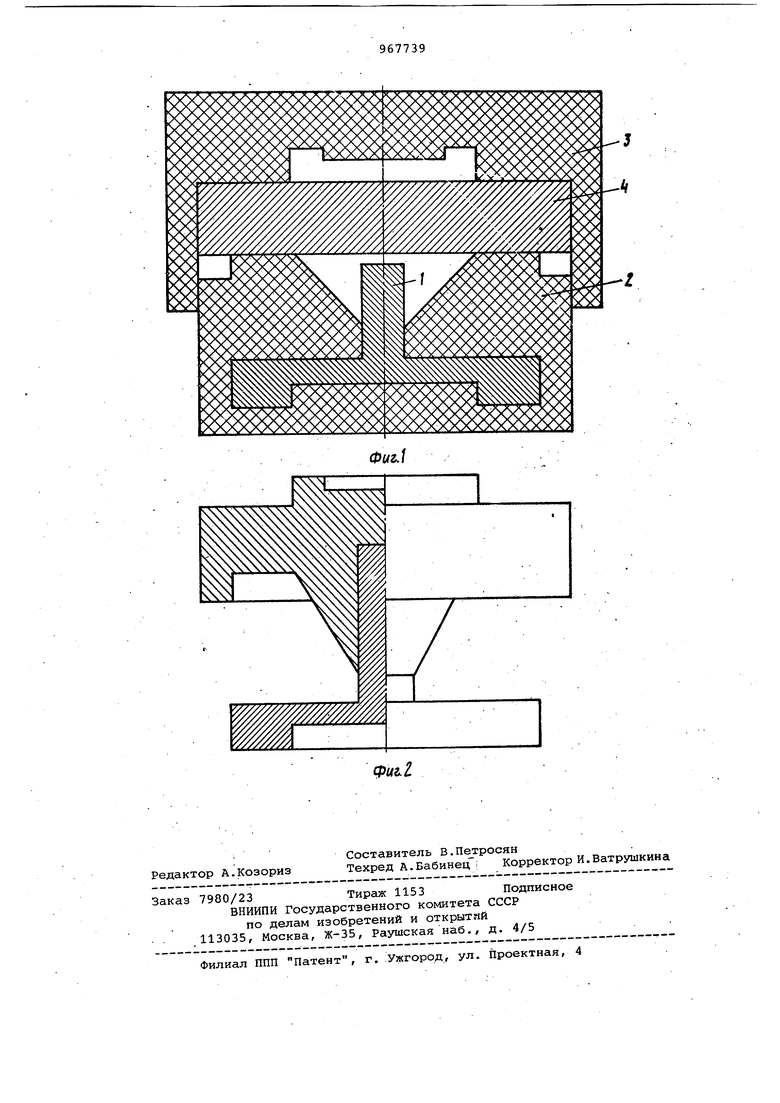
ной в нем деформируемой деталью 4. Собранный блок устанавливают в камере, на1 ревают и сдавливают в состоянии сверхпластичности, затем разгерметизируют и в горячем состоянии : извлекай на боздух, после чего уста навливают новый собранный блок в камеру, и процесс повторяют, Сваре.нное изделие (фиг.2) извлекают путем разрушения профилирующих элементов. Благодаря установке недеформируемой детали в профилированном элементе в процессе его изготовления, отпадает необходимость в предварительном изготовлении разборных профилирующих элементов и создаются условия для охлагэдения сваренного изделия вне сварочной камеры, что повышает производительность процесса, а вслед ствие отсутствия зазоров между деталями и профилирующими, элементами повышается точность изделия, . Пример осуществления способа, Изготайливают сталёалюминиевый переходник. Стальную недеформируемую деталь заформовывают в нижний профилирующий эз1емент из окисной керамики в процессе его изготовления. Из той же керамики изготавливают верхний профилирующий элемент. Затем на профилиругаций элемент устанавливают деформируемую деталь из алюминиевого сплава AM,.G и мелкозернистой структу рой и профилирующий элемент. Собранный блок устанавливают в вакуумную камеру, нагревают до и дефорг мируют деталь из сплава AMj.G со окоростью 5 мм/мин, обеспечивая ее свёр пластическую деформацию. После сварки камеру разгерметизируют, извлекают блок, охлаждают его на воздухе и извлекают сваренное изделие путем разрушения профилирующих элементов . Использование изобретения позволит повысить производительность и точность изделия сложной конфигурации в процессе его изготовления диффузионной сваркой. Формула изобретения Способ изготовления изделий сложной конфигурации диффузионной сваркой двух деталей, при котором свариваемые детали устанавливают в профилирующих элементах, нагревают до температура сварки, сдавливают, пластически деформируя одну из деталей в состоянии сверхпластичности, и извлекают сваренное изделие, от л ичающий е я тем, что, с целью повышения производительности и точности изделия, установку недеформируемой детали в профилирующем элементе осуществляют в процессе его изготовления. Источники информации, принятые во внимание при экспертизе 1.Казаков Н.Ф. Диффузионная сварка материалов. М., Машиностроение, 1976, с. 170-172. 2.Патент США № 4141484, кл. 228-265, 27.02.79 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления диффузионной сваркой газотурбинных лопаток из двухфазных титановых сплавов | 1990 |
|
SU1706811A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХ ЭЛЕМЕНТОВ | 1999 |
|
RU2164462C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2232071C1 |
| Способ сварки металлов давлением в режиме сверхпластичности | 1991 |
|
SU1757822A1 |
| Способ диффузионной сварки разнородных материалов | 1981 |
|
SU975288A1 |
| Способ изготовления листовых конструкций из алюминиевых сплавов | 1990 |
|
SU1757823A1 |
| Способ диффузионной сварки материалов | 1979 |
|
SU742079A1 |
| Способ диффузионной сварки | 1990 |
|
SU1757825A1 |
| Способ сварки давлением с подогревом | 1987 |
|
SU1454615A1 |
| Способ соединения керамики с деталью из титанового сплава | 1983 |
|
SU1112022A1 |