(54) СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ И СПОСОБ
ИЗГОТОВЛЕНИЯ ОБМАЗОЧНОЙ МАССЫ ДЛЯ ПОКРЫТИЯ СВАРОЧНЫХ ЭЛЕКТРОДОВ
1
Изобретение относится к сварке, в частности к сварочным материалам, а именно к составу электродного покрытия .и к технологии его приготовления.
Известен состав электродного покрытия 1 3, содержащий следующие компоненты, вес.%:
Газошлакообразующие компоненты51 -.60
Раскисляющие и легирующие компоненты9-14 Неорганические пласт№-фикаторы 1-2 Сухой остаток натриевокалиевого силиката 7-8. Однако известный состав электродного покрытия не обеспечивает достаточной ударной вязкости металла шва и стабильности горения дуги на переменном токе.
Цель изобретения - повышение ударной вязкости металла шва и стабильности горения ауги на переменном токе, а также качества шва за счет снижения
содержания диффузионно-подвижного водорода.
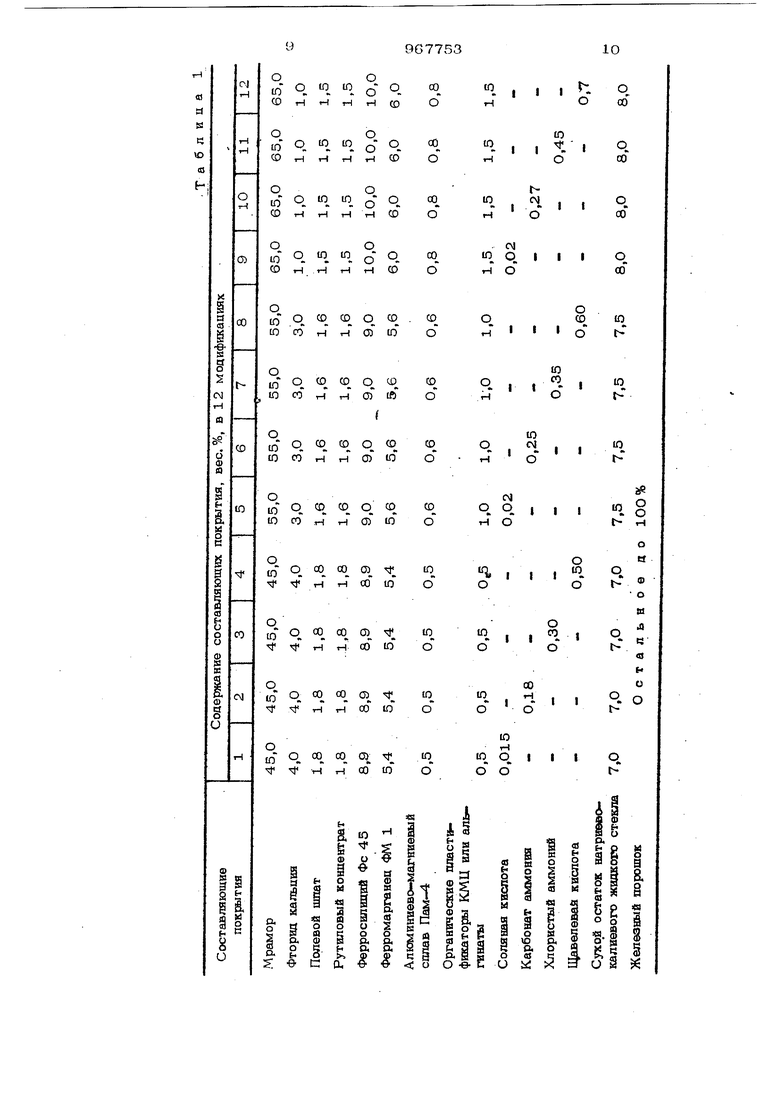
Поставленная цель достигается тем, что состав электродного покрытия, содержащий Газошлакообразующие компоненты, раскисляющие и легирующие компоненты, органические пластиф жаторы, железный порошок и сухой остаток жидкого стекла (натриево-калиевого силиката) соде1 toжит дополнительно, по крайней мере, один компонент, выбранный из Группы: солявая ;кислота, карбонат аммония, хлористый аммоний и щавелевая кислота, и алюмин ево-магниевую лигатуру, при саедующем 15 соотношении компонентов, вес.%: Газошлакообразующие компоненты49-73
Раскисляющие и легирующие компоненты14,3-16
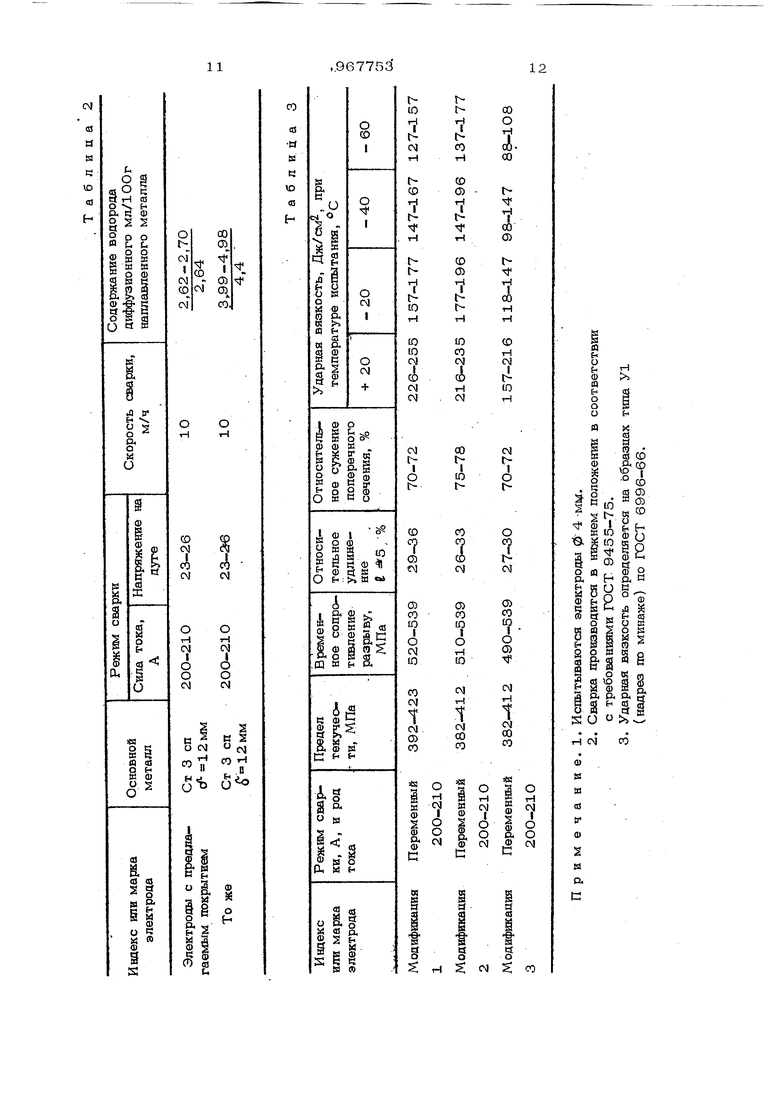
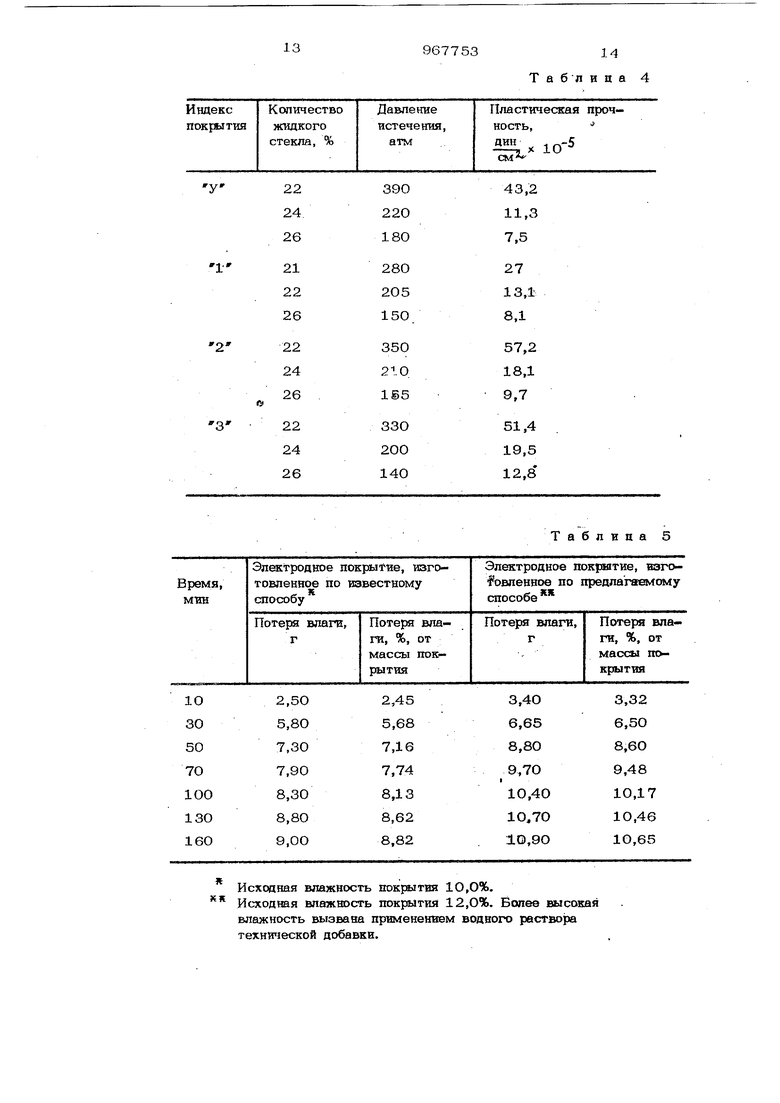
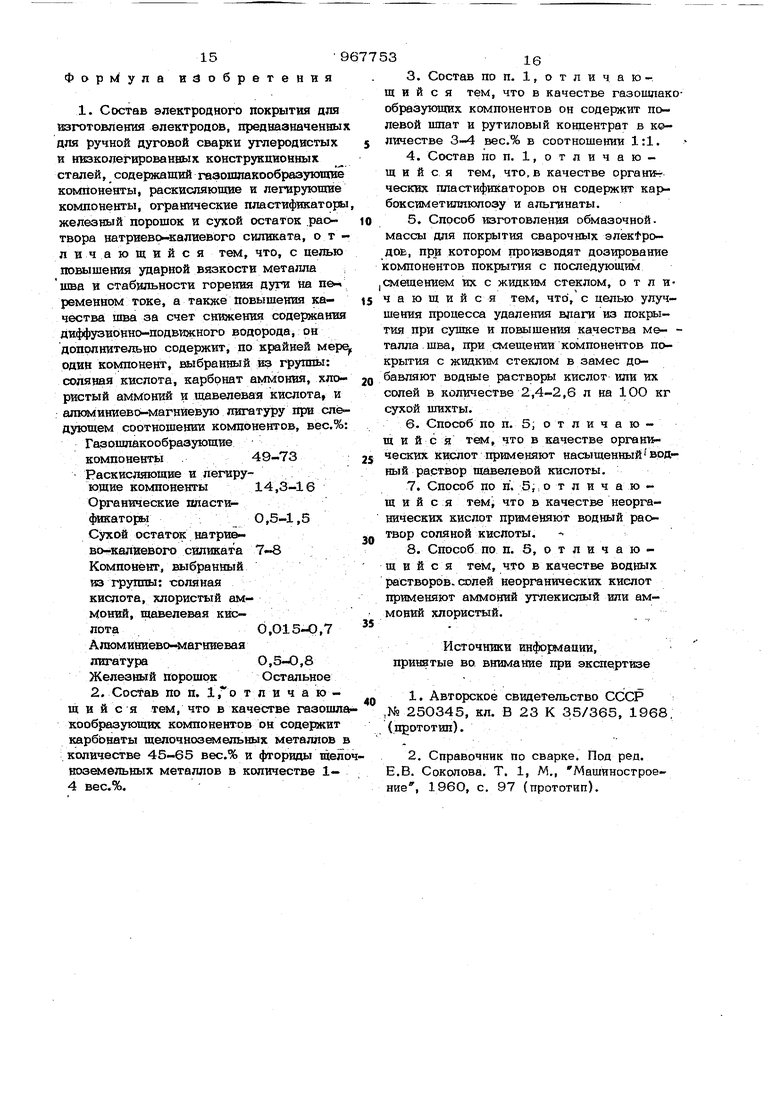
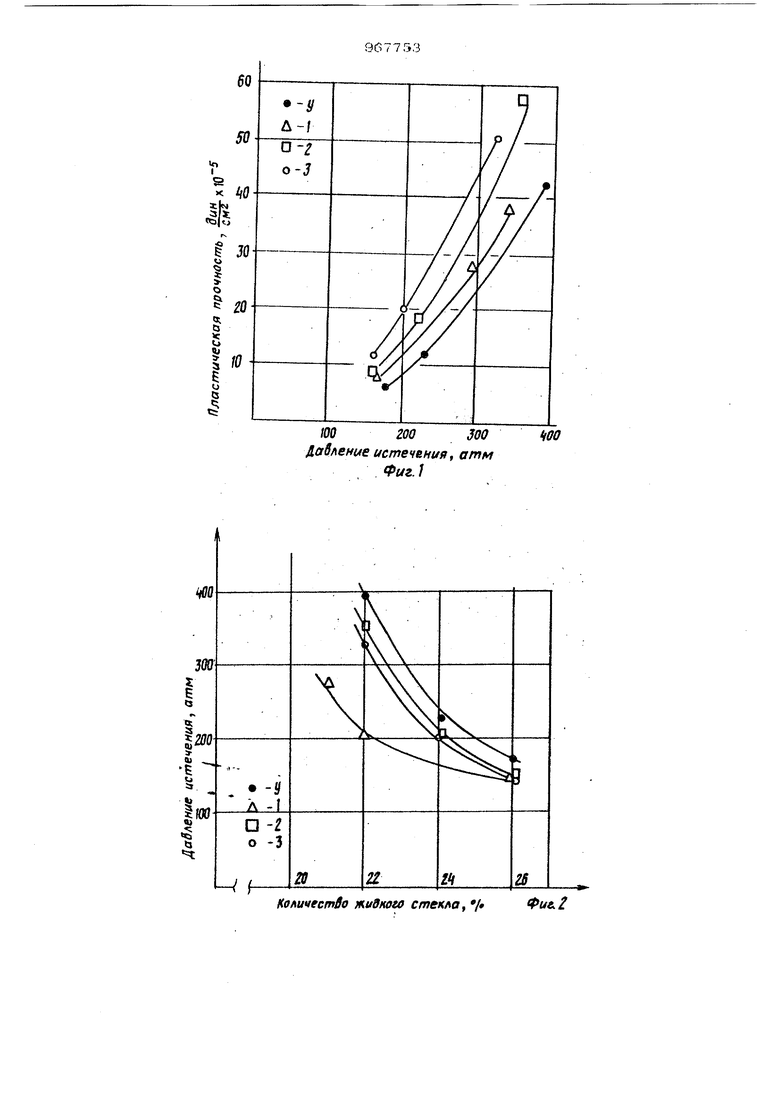
20 Органические пластификаторы 0,5-1,5 Сухой остаток натриевокалиевого силиката7-8 Компонент, выбранный из группы: соляная кислота, хлористый аммоний, щавелевая кислота0,О15-О,7 Алюминиево- л агниевая лигатура 0,5-0,8 Железный порошок Остальное В качестве газошлакообразующих компонентов состав электродного покрытия содержит карбонаты щелочноземельных металлов в колуиестве 45-65 вес.% и фторвды щелочноземельных металлов в количестве 1-4 вес.%. В качестве газошлакообразующих компонентов состав электродного покрытия содержит полевой шпат и рутиловый концентрат в количестве 3-4 вес% в соотношении 1:1. В качестве органических пластификаторов состав электродного покрытия содержит карбоксиметилцеллюлозу и альгин ты. Известен способ изготовления обмазо ной массы для покрытия сварочных электродов, при котором производят дозирова ние компонентов покрытия с последующим смещением их с жидким стеклом 2 В шихте, применяемой для изготовления электродов с покрытием основноговида, содержится, как правило, значитель ное количество хшрбонатов и фторидов щелочных и щелочноземельных металлов, способных вступать во взаимодействие с жидким стеклом. В результате химического взаимодействия связующего с отдельными компо нентами шихты обмазочная масса с течением времени теряет свой технологические свойства, что приводит к нестабильному истечению массы из головки пресса, затрудняет концентричное нанесение покрытия на стержень, увеличивается количество брака из-за дефектов покрытия (трещины, вмятины и т.д.). Для компенсации отрицательного в;1ИЯ ния процессов взаимодействия жидкого стекла с компонентами шихты на технол гические свойства обмазочной массы и создание необходимого запаса пластично ти, обеспечивающего хорошее истечение ее вз головки электродообмазочного пре са и равномерного нанесения на металлический стержень, в обмазочную массу вводят пластифицирующие добавки минерального и органического происхождения Известно применение минеральных пластифицирующих добавок, таких как бентонЕт, различные сорта глин, тальк, слюда мусковит, каустическая сода и т.д. С2. Пластифицирующий эффект с применением указанных минеральных добавок достигается за счет пластинчатой формы частиц или за счет частичной гидратации их в щелочной среде связующего, обеспечивающее скольжение частиц обмазочной массы в процессе ее экструзии из головки пресса. Однако введение минеральных добавок в состав покрытия электродов основного вида даже в небольших количествах сопряжено с ухудшением снарочно-технологических свойств электродов {склонность к образованию пор, фпокенов, холодных трещин), что обусловлено содержанием в минеральных добавках кристаллизационной и конституционной влаги, которая является источником по-, ступления водорода в металл шва. В качестве органических штстиф жаторов при меняются электродная целлюлоза, карбок- симетилцеллюлоза, водорослевая мука. Органические добавки при приготовлении обмазочной массы частично растворяются или набухают в жидком стекле и значительно повышают технологические свойства обмазочной массы. Недостатком прнменеТгая органичзскйл. пластификаторов в значительных количествах (более 2%) является увелкч шле пористости покрытия после термообрпботки электродов за счет выгораши т-тх, что в свою очередь, повышает .,эикч« ность покрытия. Цель изобретения - улучшешае процес са удаления влаги из покрытия при сушке и повышение качества металла шва за счет пониженного содержания диффузионноподвижного водорода. Поставленная цель достигается тем, что, согласно способу, при изготовлении обмазочной массы для сварочных электродов с дозированием компонентов покрытия с последующим смещением их с жидким стеклом, при смещении компонентов, покрытия с жидким стеклом в: замес добавляют водные растворы кислот или их . солей в количестве 2,4-2,6 л на 1ОО кг сухой шихты. В качестве органических кислот приме няют насыщенный водный раствор щавелевой кислоты, В качестве неорганических кислот применяют водный раствор со;шной кислоты. 50 В качестве водных растворов солей неорганических кислот приметшют аммони углекислый или аммоний хлористый. Благодаря малому содержанию фторвдо в покрытии и благоприятному соотношению остальных компонентов электроды позволя ют производить сварку вертикальных швов высокопроизводительным способом сверх вниз, причем сварку можно производить как на постоянном токе при прямой поляр кости, так а на переменном токе. Небольшие добавки алюминиево-магни евого сплава (О,5-О,8) позволяют повысить ударную вязкость металла швов при положительных и особенно при OTpvmaTenb ных температурах. В качестве легирующих и раскислителей использутся одновременно ферросилиций и ферромарганец, составляющие в сум ме 14,3-16,0%. Примеры конкретных составов покрытия данных низководородных электродов, содержание диффузионного водорода в нап лавленном металле и мехатгческие свойства металла швов, сваренных , приведены в табл. 1-3. Содержание диффузионного водорода определено для электродов в модификации (1,2,3,9,10,11, 12 с минимальным и максимальным содержанием фторида кальция). При осуществлении данного способа в результате взаимодействия связующего жидкого стекла с технологической добавкой в процессе мокрого смешивания на поверхности частиц шихты образуется пле ка стойкого геля кремнезема. Образовани пленок геля кремнезема из части задаваемого жидкого стекла значительно повы шает технологические свойства обмазочной массы, что позволяет полностью исключить при изготовлении электродов применение минеральных пластификаторов. Предлагаемый способ приготовления обмазочной массы заключается в-следующем. Предварительно сЗ ешанную шихту, не содержащую минеральные пластификаторы, загружают в смеситель мокрого смешивания. Туда же задается определенная доза жидкого стекла. Массу перемешивают до состояния, при котором достигается рав номерное распределение жидкого стекла, после чего в смеситель с массой вводят дозу одной из технологических добавок и вымешивают массу до необходимой кондиции. Количество вводт мой технологической добавки, необходимой для достижения высоких технопогических свойств, выбира- 3.6 ют опытным путем (2,4-2,6 л на 10О кг сухой шихты), что обеспечивает образование достаточного количества геля кремнезема из задаваемой дозы жидкого стекла (20-22% от массы шихты) и не приводит к значительному разрушению структуры жвдкого стекла. Оценка свойств обмазочной массы, приготовленной согласно предлагаемому и известному способам, проведена при изготовлении наиболее массовых электродов с покрытием основного вида марки УОНИ 13/55. Пример 1. Обмазочная масса электродов марки УОНИ 13/55 (индекс У) готовится известным способом. В состав сухой шихты для улучшения пластических свойств обмазочной массы вводятся минеральные пластификаторы в количестве 3% (слюда мусковит, поташ, сода) и органические пластификаторы (О,5-1,0% КМЦ). Предварительно смешанную сухую шихту массой 1 кг смешивают в бегунковом смесителе с различными дозами жидкого стекла (обычно применяемые при изготовлении данной марки электродов - ) натриевокалиевого типа стандартного модуля плотностью 1,42 г/см и вязкостью 170сПз, время смешивания обмазочной массы 1О мин. Пример 2. Для приготовления обмазочной массы электродов марки УОНИ 13/55 (индекс ) применяется насыщенный водный раствор аммония углекислого. В состав сухой шихты мт неральные пластификаторы не вводятся, а количество органических пластифтжаторов составляет 0,5%. Предварительно смешанную сухую шихту массой 1 кг смешивают в бегунковом смесителе с различными дозами жидкого натриево-калиевого стекла с характеристиками как в примере 1. После 1,0-1,5 мин смешения сухой шихты с жидким стеклом вводится 24-26 мл указанной технологической добавки на 1 кг сухой шихты. Время смешивания обмазочной массы 10 мин. Пример 3. Для приготовления обмазочной массы электродов марки УОНИ 13/55 (индекс 2) применяется насыщенный водный раствор аммония хлористого. Дальнейшие приготовления обмазочной массь проводятся так же, как и в примере 2. Пример 4. Для приготовления обмазочной массы электродов марки УОШ 13/55 (индект 3) приктеняется насьпденный водный раствор щавелевой кислоты. Дальнейшие приготовления о6к1 азочной массы производятся так же, как и в примере 2. Во время испытаний об аэочньтх масс оценивается влияние технологических добавок на давление истечения обмазочной массы при постоянной скорости нагруже1ЙШ через калибровочное отверстие на капиллярном вискозиметре и определяет ся пластическая прочность обмазочной массы на коническом автопластометре. Лучшей считается обмазочная масса, которая имеет наибольшую пластическую прочность при меньшем давлении истечения. Изменение дозировки жидкого стекла позволяет выбрать оптимальное количество жидкого стекла для каждой обмазочной массы, при этом ббеспечиваюгся ее высокие пластические свойства. Результаты - оценки пластических свойств обмазочных масс представлены на фиг. 1 -3 и габл. 4. Динамика удаления влаги из покрытия при температуре 7О + 5°С показана в табл. 5. Как видно из представленных результа тов испытаний, электроды с предлагаемым покрытием обеспечивают существенно меньшее содержание водорода в метал ле шва и более высокие значения ударно i вязкости при отрицательных температурах. При сварке электродами с предлагаемым покрытием, улучшаются условия тру да, повышается надежность сварных конструкций за счет высокой пластичности металла швов, их малой склонности к образованию холодных трещин, в особенности при сварте сталей, частично закалива ющихся в зоне термического влияния, повышается производительность сварки в 1, раза при выполнении швов, расположенных в вертикальной плоскости. Как видно из результатов испытаний, обмазочные массы приготовленные предагаемым способом, обладают большей пластической прочностью при меньшем авлении истечения, чем обмазочная маоса, приготовленная по известной технологии с применением мкнерапьньтх пластификаторов У, что свидетельствует об ИХ лучших технологических свойствах. Применение технологических добавок для приготовления обмазочных масс позволяет сократить расход связующего, необходимого для обеспечения достаточной технологичности обмазочной массы. При обеспечении равного давления истечения обмазочных масс расход жидкого стекла в случае применения аммония углекислого сокращается на 5-10%. При термообработке покрытых электродов, покрытие которых составляет обмазочная масса, приготовленная по данному способу, скорость удаления влаги возрастает, при этом вспухание электродного покгытия практически отсутствует, темп удаления влаги го покрытия с технологическими добавками, например насыщенный водный раствор щавелевой кислоты, и.1ше, чем из покрытия, приготовленного по известному способу. Высокий темп удаления влаги обычно Вызывает вспухание электродного покрытия, что оказывает влияние на качество электродов. Применение технологических добавок позволяет обеспечить высокий темп сушки практически без вспухания электродов. Так, например, если вспухание покрытия контрольных электродов У составляет О,22О,25 мм, то в случае применения технологической добавки 0,06-О,О8 мм. Полученные результаты дают основание рекомендовать применение предл гаQ foro способа приготовления обмазочной массы при производстве электроде с покрытием основного вида для дуговой сварки стали.
13
96775314
Таблица 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1985 |
|
SU1250431A1 |
| Состав электродного покрытия | 1985 |
|
SU1283006A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2224631C2 |
| Состав электродного покрытия для сварки низколегированных термоулучшенных сталей | 1986 |
|
SU1523292A1 |
| Состав электродного покрытия | 1980 |
|
SU937121A1 |
| Сварочный электрод | 1990 |
|
SU1738567A1 |
| Электродное покрытие | 1990 |
|
SU1754380A1 |
| Состав электродного покрытия | 1982 |
|
SU1076239A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБМАЗОЧНОЙ МАССЫ ДЛЯ ПОКРЫТИЯ ЭЛЕКТРОДОВ | 2010 |
|
RU2445198C1 |
| Пластификатор обмазочной массы для сварочных электродных покрытий фтористо-кальциевого типа | 1987 |
|
SU1400832A1 |
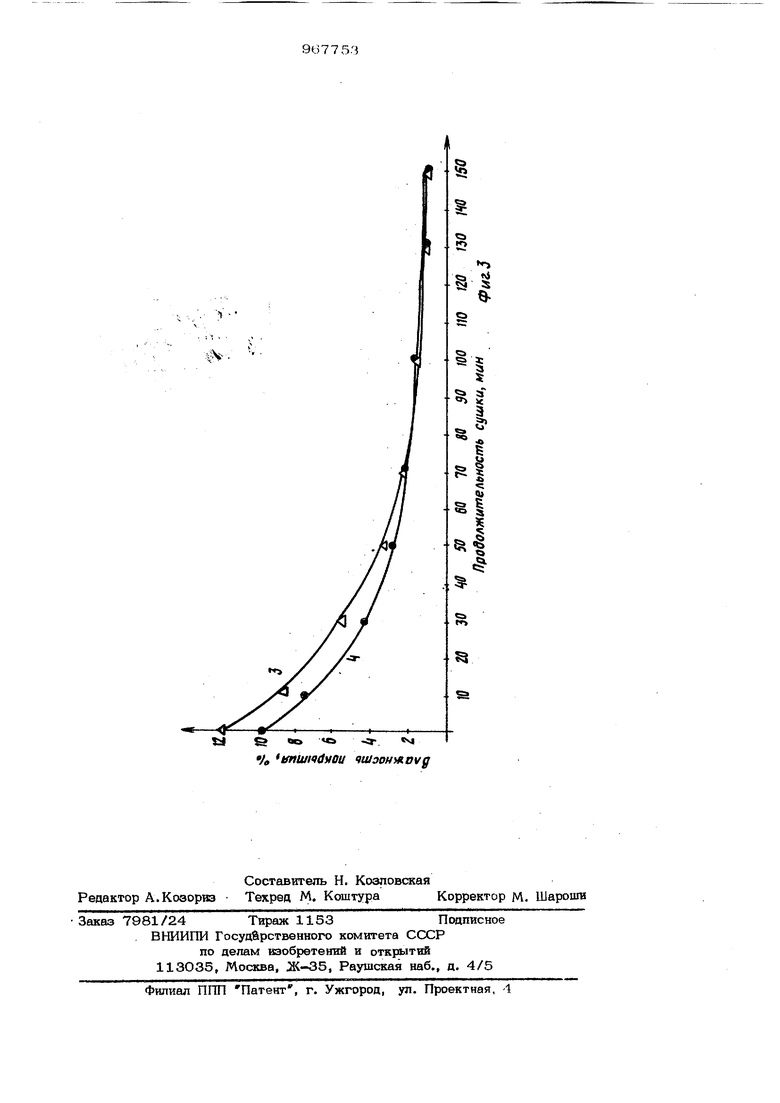
Исходная влажнсх ть покрытия 10,0%. Исходная влажность покрытия 12,О%. Более высокая влажность вызвана применением водногчэ раствора технической добавки.
Т а
л к п а 15 изобретения 1. Состав электродного покрытия для изготовления электродов, предназначенны для ручной дуговой сварки углеродистых и низколегированных конструкционных сталей, содержащий г зошпакообразукгаше компоненты, раскисляющие и легирующие компоненты, огранические пластификатор железный порошок и сухой остаток .раотвора натриево-калиевого силиката, от личающийся тем, что, с пелью пои51шения ударной вязкости металла шва и стабильности горения дуги на ие ременном токе, а также повышения качества пша за счет снижения содерншни диффузионно-подвижного водорода, он дополнительно содержит, по крайней мер один компонент, выбранный из группы: соляная кислота, карбонат аммония, хло ристый аммоний и щавелевая кислота, и алкминиево-магнйевую лигатуру при сле дующем соотношении компонентов, вес.% Газошлакообразующие компоненты49-73 Раскисляющие и легирующие компоненты14,3-16 Органические ппастификаторьг 0,5-1,5 сухой остаток натриево-.калиевого силиката 7-8 Компонент, выбранный из группы: соляная кислота, хлористый аммоний, щавелевая кж лота6,015-Jp,7 Алюминиево-магниевая лшатураО,5-О,8 Железный порошокОстальное 2. Состав по п. 1,о т л и ч а ющ и йен тем, что в качестве газошл кообразующих компонентов он содержит карбьнаты щелочноземельных металлов количестве 45-65 вес.% и фториды щел ноземельных металлов в количестве 14 вес.%. 316 3.Состав по п. 1, о т л и ч а ю щ и и с я тем, что в качестве газошлакообразующих компонентов он содержит полевой шпат и рутиловый концентрат в количестве 3-4 вес.% в соотношении 1:1. 4.Состав по п. 1, отличающий с я тем, что,в качестве opraHWr ческих пластификаторов он содержит карбоксиметшшюпозу и альгинаты, 5.Способ изготовления обмазочной, массы для покрытия сварочных элeкtpoдоЕ, при котором производят дозирование компонентов покрытия с последующим смещением их с жидким стеклом, отличающийся тем, что , с целью улучшения процесса удаления влаги из покрытия при сушке и повышения качества ме- талла.шва, при с лещении компонентов покрытия с жидким стеклом в замес добавляют водные растворы кислот или их солей в количестве 2,4-2,6 л на 10О кг сухой шихты. 6.Способ по п. 5; о т л и ч а ю щ и и с я тем, что в качестве органических кислот применяют насыщенный водный рартвор щавелевой кислоты. 7.Способ по п. 5,1 отличающийся TeMJ что в качестве неорганических кислот пршленяют водный раствор соляной кислоты, 8.Способ по п. 5, о т л и ч а ю щ и и с я тем, что в качестве водных растворов.солей неорганических кислот применяют аммоний углекислый или аммоний хлористый. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР ,№250345, кл. В 23 К 35/365, 1968, (прототип). 2.Справочник по сварке. Под ред. Е.В. Соколова. Т. 1, М., Машиностроение, I960, с, 97 (прототип).
т
т
А -1
а-
о -3
N.
Количество )иидког0 стекм, . 2
.
И ее в -. м
fo ifrnui4 J)iou чшэонжоуд
