(54) СТАН МНОГОКРАТНОГО ВОЛОЧЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для волочения | 1983 |
|
SU1068197A1 |
| Устройство для волочения проволоки | 1978 |
|
SU749484A1 |
| Волочильный стан | 1984 |
|
SU1169771A1 |
| МНОГОКРАТНЫЙ ВОЛОЧИЛЬНЫЙ СТАН МАГАЗИННОГО ТИПА | 2005 |
|
RU2278756C1 |
| ВОЛОЧИЛЬНЫЙ СТАН | 2005 |
|
RU2270071C1 |
| Волочильный стан | 1986 |
|
SU1435355A1 |
| Стан для многократного волочения проволоки барабанного типа | 1983 |
|
SU1088836A1 |
| Устройство для ручной заправки волочильного стана проволокой | 1981 |
|
SU1039603A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| ТЯГОВЫЙ БАРАБАН ВОЛОЧИЛЬНОГО СТАНА | 2005 |
|
RU2264271C1 |
1
Изобретение относится к обработке металлов давлением, а именно к волочению. -Наиболее близким к предлагаемому по технической сущности и достигаемому результату является стан многократного волочения, содержащий последовательно расположенные тяговые барабаны, установленные между ними волокодержатели с волоками, закрепленными в обоймах, и механизм зажима и проталкивания конца проволоки в волоки 1.
Недостатком известного стана является сложность его конструкции, обусловленная тем, что перед каждой волокой установлен отдельный механизм зажима и проталкивания конца проволоки.
Цель изобретения - упрощение конструкции стана.
Поставленная цель достигается тем, что в стане многократного волочения, содержащем последовательно расположенные тяговые барабаны, установленные между ними волокодержатели с волоками, закрепленными в обоймах, и механизм зажима и проталкивания конца проволоки в волоки, обоймы с волоками установлены на шарнирах, оси которых параллельны линии
-А
V
волочения, а механизм зажима и проталкивания конца проволоки установлен на направляющей опоре соосно с осями этих волок в их откинутом положении и снабжен управляемым приводом перемещения по всей
5 длине стана.
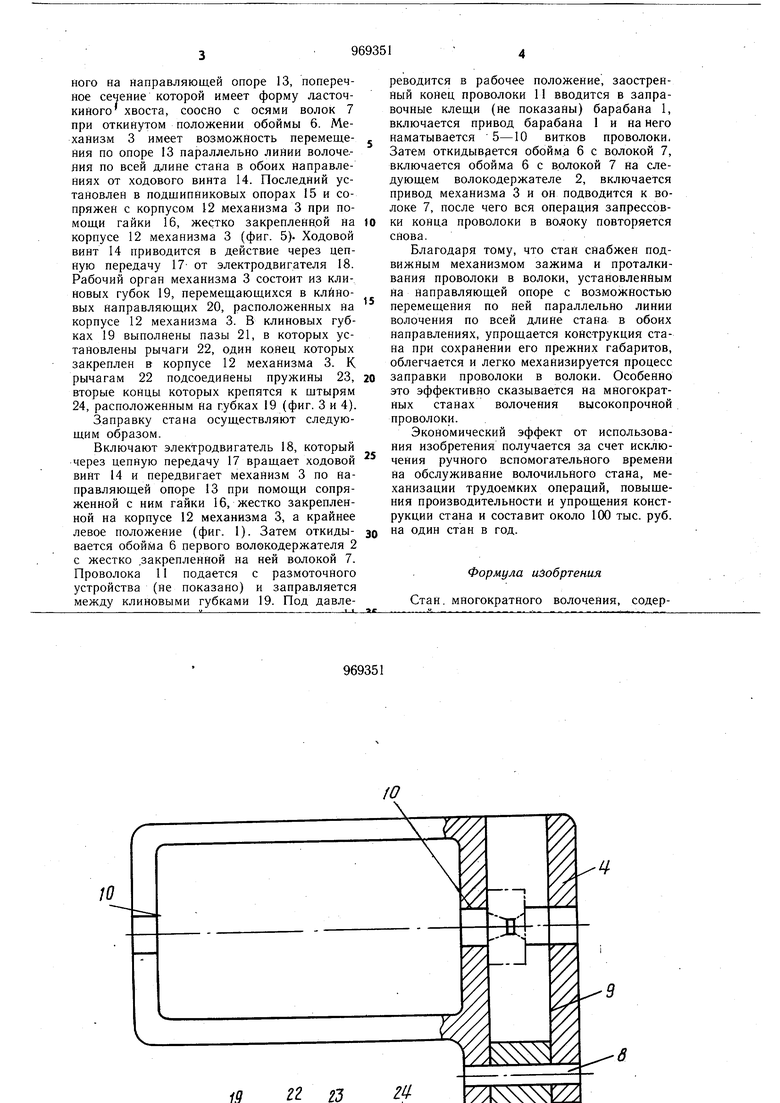
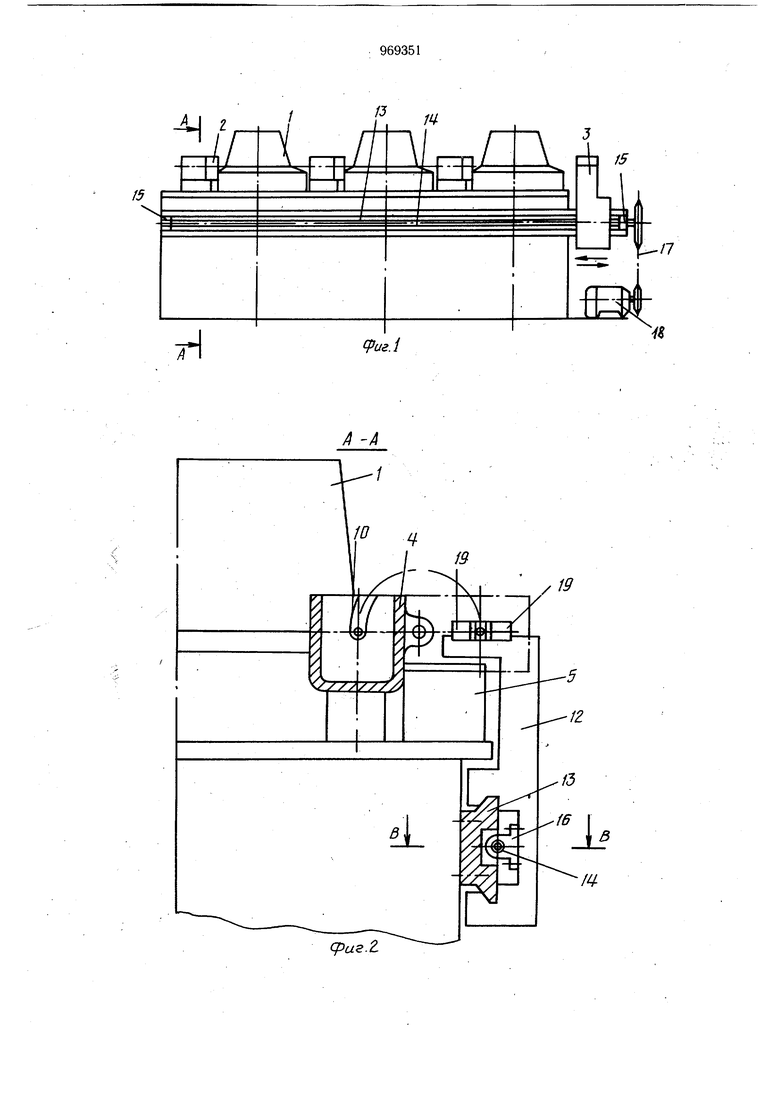
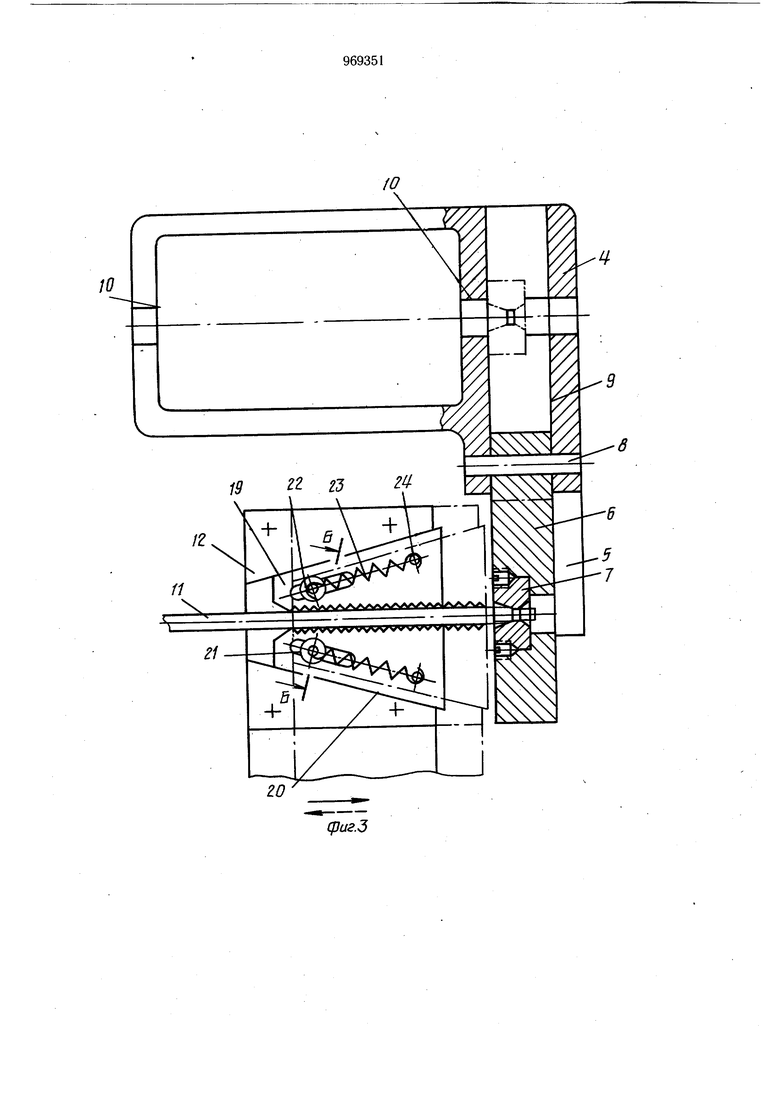
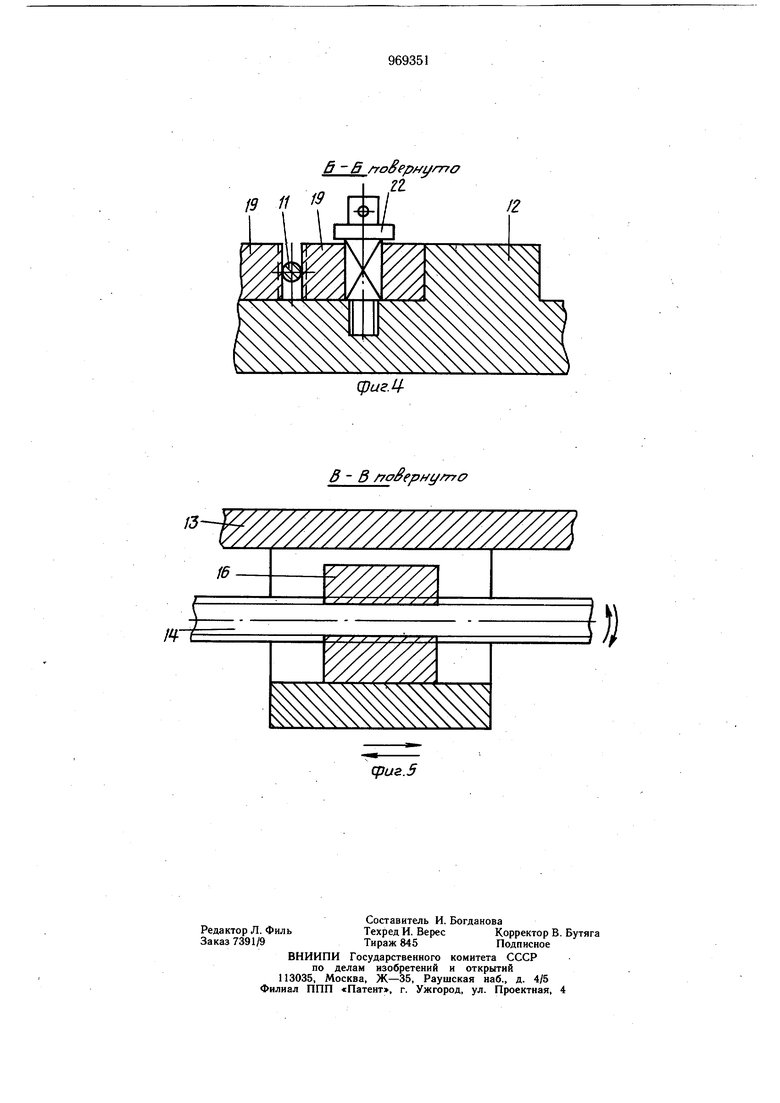
На фиг. 1 изображен стан, фронтальный вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - волокодержатель с волокой в откинутом положении с механизмом за,Q жима и проталкивания проволоки; на фиг. 4 разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 2.
Стан содержит тяговые барабаны 1, волокодержатели 2 и механизм 3 зажима и проталкивания проволоки (фиг. 1).
15 Волокодержатель 2 содержит корпус 4, выполненный за одно целое с упором 5. Между корпусом 4 и упором 5 установлена откидная обойма 6 с волокой 7, жестко закрепленной в обойме 6. Откидная обойма 6
2Q установлена с возможностью поворота на шарнире 8. В стенках корпуса 4 и упора 5 имеются щелевидные гнезда 9 и пазы 10 для прохода и фиксирования волоки 7 с заправленной проволокой 11 (фиг. 3). Механизм 3 состоит из корпуса 12, установленного на направляющей опоре 13, поперечное сечение которой имеет форму ласточкиного хвоста, соосно с осями волок 7 при откинутом положении обоймы 6. Механизм 3 имеет возможность перемещения по опоре 13 параллельно линии волочения по всей длине стана в обоих направлениях от ходового винта 14. Последний установлен в подшипниковых опорах 15 и сопряжен с корпусом 12 механизма 3 при помощи гайки 16, жестко закрепленной на корпусе 12 механизма 3 (фиг. 5). Ходовой винт 14 приводится в действие через цепную передачу 17- от электродвигателя 18. Рабочий орган механизма 3 состоит из клиновых губок 19, перемещающихся в клиновых направляющих 20, расположенных на корпусе 12 механизма 3. В клиновых губках 19 выполнены пазы 21, в которых установлены рычаги 22, один конец которых закреплен в корпусе 12 механизма 3. К рычагам 22 подсоединены пружины 23, вторые концы которых крепятся к щтырям 24, расположенным на губках 19 (фиг. 3 и 4). Заправку стана осуществляют следующим образом. Включают электродвигатель 18, который через цепную передачу 17 вращает ходовой винт 14 и передвигает механизм 3 по направляющей опоре 13 при помощи сопряженной с ним гайки 16, жестко закрепленной на корпусе 12 механизма 3, а крайнее левое положение (фиг. 1). Затем откидывается обойма 6 первого волокодержателя 2 с жестко .закрепленной на ней волокой 7. Проволока 11 подается с размоточного устройства (не показано) и заправляется между клиновыми губками 19. Под давлереводится в рабочее положение, заостренный конец проволоки 11 вводится в заправочные клещи (не показаны) барабана 1, включается привод барабана 1 и на него наматывается 5-10 витков проволоки. Затем откидывается обойма 6 с волокой 7, включается обойма 6 с волокой 7 на следующем волокодержателе 2, включается привод механизма 3 и он подводится к волоке 7, после чего вся операция запрессовки конца проволоки в волоку повторяется снова. Благодаря тому, что стан снабжен подвижным механизмом зажима и проталкивания проволоки в волоки, установленным на направляющей опоре с возможностью перемещения по ней параллельно линии волочения по всей длине стана в обоих направлениях, упрощается конструкция стана при сохранении его прежних габаритов, облегчается и легко механизируется процесс заправки проволоки в волоки. Особенно это эффективно сказывается на многократных станах волочения высокопрочной проволоки. Экономический эффект от использования изобретения получается за счет исключения ручного вспомогательного времени на обслуживание волочильного стана, ме.ханизации трудоемких операций, повыщения производительности и упрощения конструкции стана и составит около 100 тыс. руб. на один стан в год. Формула иЗобртения Стан, многократного волочения, содерсриг.2.
fpue.i
19
У
146 -В /7oBpl f U/r7O
19 II f
В - В /7o epffyf77c 11
/2
(ригЛ
/5
16
(риг.5
