Изобретение касается обработки металлов давлением и относится к способам изготовления плоских деталей, имеюмих рельефную поверхность.
Известен способ изготовления рель-; ефных деталей путем местной вытяжки в плоской заготовке гофров С1. : Недостаток этого способа - низкое качество ытампуемых деталей, обусловленное возможностью скручивания и изгиба деталей, что требует выполне- ; ния последующей операции правки.
Наиболее близким по технической сущности и достигаемому результату .к предлагаемому является способ изготовления плоских деталей, имеющих рельефную поверхность, путем вырезки заготовки из листового металла и штамповки местных углублений и выпуклостей на поверхности заготовки 2.
Недостатком известного способа является низкое качество штампуемых деталей, обусловленное утяжкой и неплоскостностью прямолинейных участков.
Цель изобретения - повышение каества. штампуемых деталей .-путем устранения неплоскостности прямолинейных участков.
Указанная цель достигается тем, что.в способе изготовления плоских деталей, имеющих рельефную поверхность, путем вырезки заготовки из листового металла и штамповки местных углублений и выпуклостей на поверхности заготовки, перед штамповкой заготовку подвергают предварительному деформированию путем вы10тяжки до получения полуфабриката сферической формы с площадью поверхности, соответствующей площади поверхности готовой детали, а, штамповку производят с одновременной пере-
15 фсчмовкой сферического полуфабриката Ъ плоский.
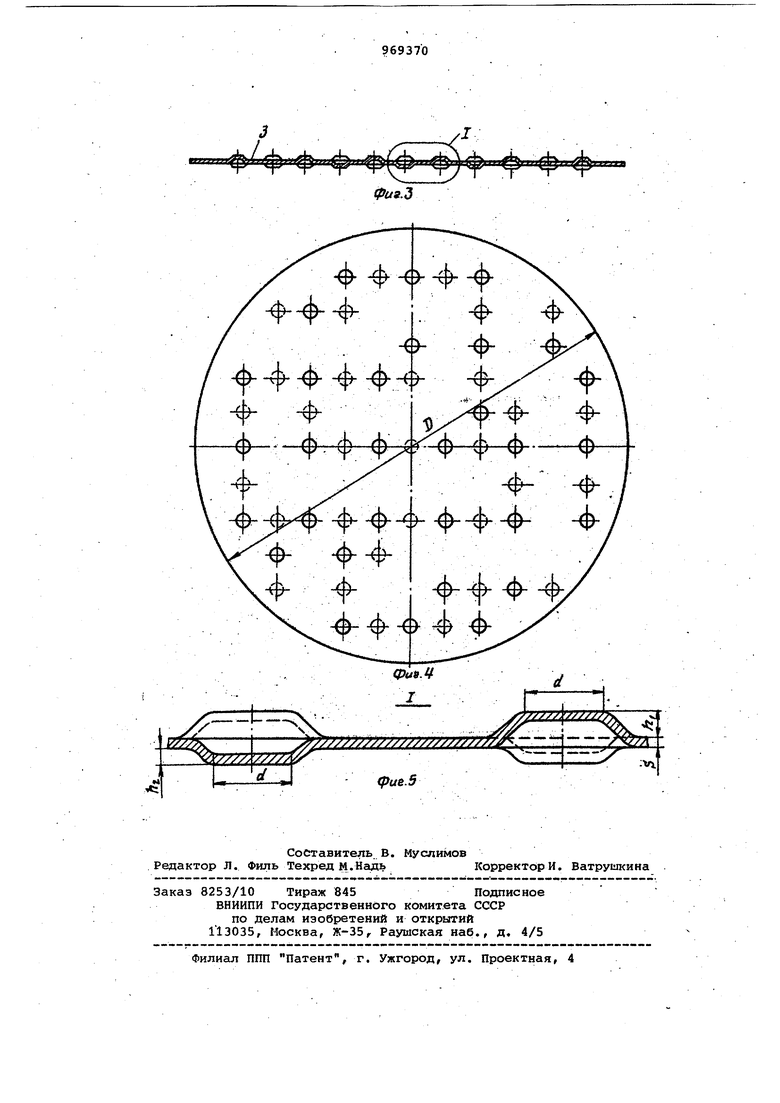
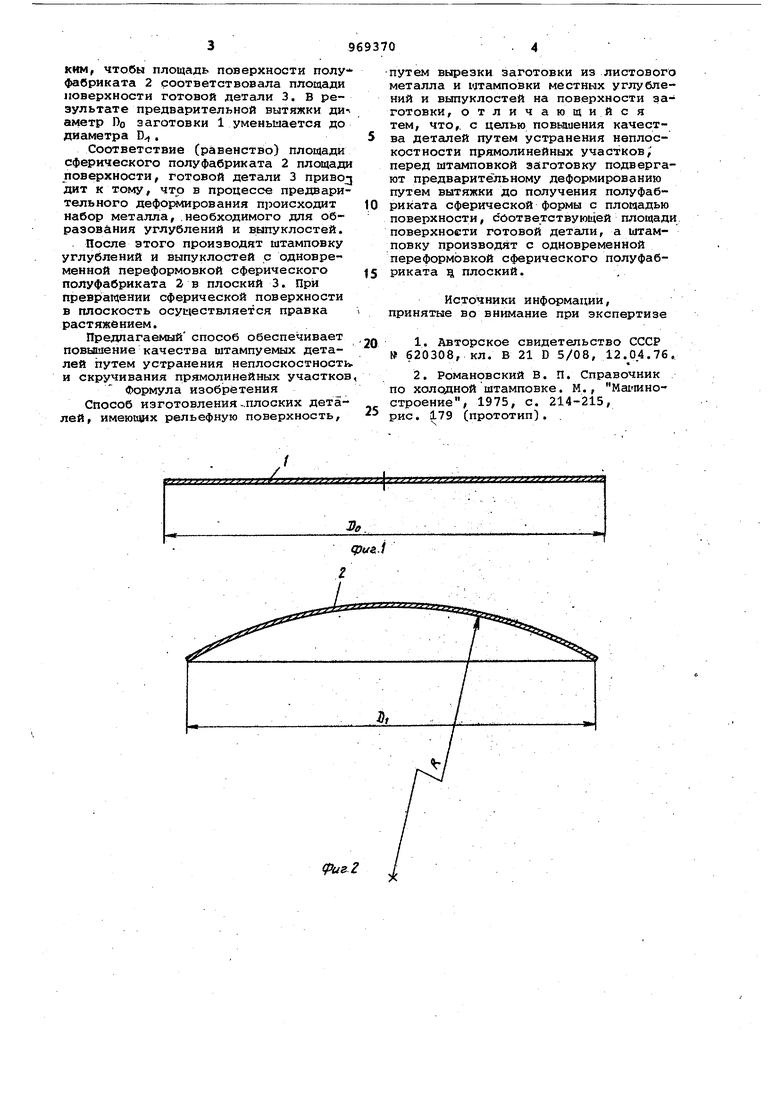
На фиг. 1 изображена плоская заготовка; на фиг. 2 - полуфабрикат , сферической формы; на фиг. 3 - гото20вая , разрез; на фиг. 4 - То же, вид сверху,; на фиг. 5 - узел I на фиг. 3.
Способ осуществляют следующим образом.
25
Из листового металла вырезают круглую заготовку 1 диаметром DO, которую подвергают предварительному деформированию путем вытяжки до получения полуфабриката 2 сферической 30 формы. Радиус R сферы выбирают таКИМ, чтобы площадь поверхности полуфабриката 2 соответствовала площади поверхности готовой детали 3. В результате предварительной вытяжки ди-v аметр DO заготовки 1 уменьшается до диаметра D.
Соответствие (равенство) площади сферического полуфабриката 2 площади поверхности, готовой детали 3 привод дит к тому, что в процессе предварительного деформирования происходит набор металла, необходимого для образования углублений и выпуклостей.
После этого производят штамповку углублений и выпуклостей с одновременной переформовкой сферического полуфабриката 2 в плоский 3. При превращении сферической поверхности в плоскость осуществляется правка растяжением.
Предлагаемый способ обеспечивает повышение качества штампуемых деталей путем устранения неплоскостность и скручивания прямолинейных участков Формула изобретения
Способ изготовления„плоских деталей, имеющих рельефную поверхность.
путем вырезки заготовки из листового металла и штамповки местных углублений и выпуклостей на поверхности заготовки, отличающийся тем, что, с целью повышения качества деталей путем устранения неплоскостности прямолинейных участков, перед штамповкой заготовку подвергают предварительному деформированию путем вытяжки до получения полуфабриката сферической формы с площадью поверхности, соответствующей площади поверхности готовой детали, а штамповку производят с одновременной переформовкой сферического полуфабриката 41 плоский.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
620308, кл. В 21 D 5/08, 12.04,76.
2.Романовский В. П. Справочник по холодной штамповке. М., MatMHoстроение, 1975, с. 214-215,
рис. 179 (прототип). .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки днищ | 1990 |
|
SU1804933A1 |
| СПОСОБ ОБРАЗОВАНИЯ ОТБОРТОВОК В ШИРОКОФЛАНЦЕВЫХ ДЕТАЛЯХ | 1997 |
|
RU2116853C1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| Устройство для штамповки полых деталей из листовых заготовок | 1983 |
|
SU1143490A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2082524C1 |
| Способ штамповки днищ | 1984 |
|
SU1233990A1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| Способ изготовления сферических днищ с вафельным оребрением из листовых заготовок | 1980 |
|
SU931263A1 |
| Способ изготовления тонкостенных осесимметричных сосудов | 1988 |
|
SU1581416A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |