1
Изобретение относится к области литейного производства и может быть использовано для литья в литейные формы из сухих формовочных материалов с применением вакуума с горизонтальным разъемом.
Оформление выпоров или вентиляционных каналов в литейной форме с вертикальным разъемом не вызывает затруднений в отличие от форм с горизоитальным разъемом.
Известна литейная форма, содержащая верхнюю и нижнюю полуформы, каждая из которых имеет вакуумные камеры, сухой формовочный материал, заключенный между герметизирующими элементами, рабочую полость, верхняя часть которой через канал сообщена с атмосферой, и литниковую систему 1.
Нарущение герметизации формы может привести к ее разрущению. Во избежание этого в известной форме имеется канал, сообщающий верхнюю часть ее рабочей полости с атмосферой. Однако такое выполнение формы вызывает усложнение ее конструктивного выполнения и понижает надежность ее в работе.
Для этого в предлагаемой литейной форме упомянутый канал выполнен по разъему формы, а верхняя полуформа по разъему выполнена с впадиной, нижняя - с выступом, образующими между собой щель, сообщенную с каналом.
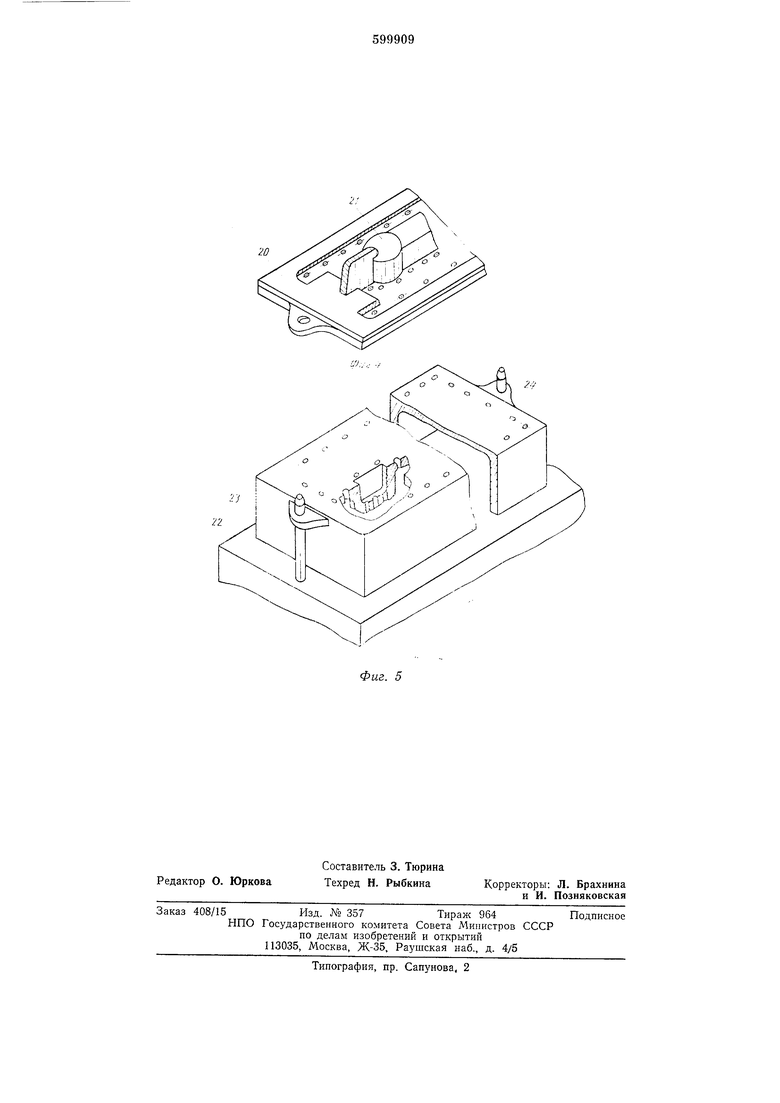
На фиг. 1 изображена предлагаемая литейная форма, разрез; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1; на фиг. 4 - подмодельная плита в изометрии; на фиг. 5 - основание с подмодельной коробчатой плитой в изометрии.
Литейная форма включает верхнюю 1 и нижнюю 2 полуформы с вакуумпроводами 3 I 4. Внутри каждой полуформы вмонтирована фильтрующая оболочка 5 с отверстиями
6. Полость 7 литейной формы образована сухим формовочным материалом 8 и 9, заключенным между синтетическими термопластичными пленками 10 и 11 и 12 и 13. Канал 14, выполненный в виде сопряженных впг. 15
и выступа 16, сообщен с верхней частью полости 7 литейной формы и со щелевым каналом
17,выполненным в разъеме литейной формы, при этом выступ 16 выполнен в нижней полуформе 2, а впадина 15 - в верхней полуформе 1. Полость 7 формы сообщена со стояком
18.В верхней полуформе оформлена разливочная чаша 19. На фиг. 4 показана подмодельная плита 20 с моделью 21 для вакуумной формовки верхней по.1уформы 1. На фиг.
5 показано основание 22, которое мол-сет быть подключено к источнику вакуума (не показан), подмодельная коробчатая плита 23, связанная с фиксаторами 24. Подмодельная плита 23 служит для вакуумной формовки нижней полуформы 2.
Форму изготовляют следзющим образом.
На основание 22 с коробчатой подмодельной плитой 23 накладывается нагретая термопластичная нленка 12 (см. фиг. 1), которая принимает конфигурацию рабочей поверхности нодмодельной плиты 23 при подключении основания 22 и подмодельной плиты 23 к вакуумной системе. Затем на нлиту 23 устанавливается опока 25, которая заполняется формовочным материалом и после уплотнения покрывается второй термопластичной пленкой 13. После этого полу форма при помощи вакуумпровода 4 подключается к источнику вакуума, а основание 22 сообш,ается с атмосферой. В результате этого пленка сохраняет конфигурацию нодмодельной плиты 23 после снятия с нее полуформы, которая переворачивается выступом 16 вверх н служит нижней полуформой 2. Верхняя полуформа 1 формируется апалогичным образом в опоке 26 при помощи модели 21 с подмодельной плитой 20, которые устанавливаются на основание 22, связанное е вакуумной системой.
При сборке верхней и нижней полуформ еоосно расположеппые впадина 15 и выступ 16 образуют канал 14, сообщенный е верхней частью полости 7 литейной формы и с щелевым каналом 17, оформленным в разъеме литейной формы, нри этом выступ 16 входит во впадину 15 с боковым зазором 0,15-0,3 мм.
Канал 14, выполненный заказанным образом, позволяет поддерживать необходимую
разницу давлений между полостью 7 формы и формовочным материалом, разделенных между собой термопластичной пленкой в процессе заливки расплавленного металла.
После выдержки для затвердевания отливки вакуумпроводы 3 и 4 отключаются от источника вакуума и сообщаются с атмосферой. Формовочный материал 8 и 9 вместе с отливкой высыпаетея в бункер. После обдувки опок они готовы для повторного использования.
Формула изобретения
Литейная форма, изготовления вакуумной
формовкой, содержащая верхнюю н нижнюю иолуформы, каждая из которых имеет вакуумные камеры, сухой формовочный материал, заключенный между герметизирующими элементами, рабочую полоеть, верхняя часть которой через канал сообщена с атмосферой, и литниковую систему, отличающаяся тем, что, с целью vпpoщeния процесса се изготовления и повьпиеиия надежности работы, упомянутый канал вынолнен по разъему формы,
а верхняя полуформа по разъему выполнена, с впадииой, нижняя - с выступом, образующими между собой И1,ель, сообщенную с каиалом.
Источники информации,
прииятые во виимание при экспертизе
1. Патент США № 3825059, кл. 164-253, 1974.
VuzJ
Фиг.З
20
Фиг. 5

| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1979 |
|
SU822977A2 |
| Литейная форма | 1980 |
|
SU904873A1 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| Оснастка для вакуумной формовки литейных форм | 1975 |
|
SU603486A1 |
| Литейная форма | 1977 |
|
SU634839A1 |
| Литейная форма | 1979 |
|
SU808194A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Машина для центробежного литья | 1979 |
|
SU822983A1 |
| Установка для изготовления литейныхфОРМ ВАКууМНОй фОРМОВКОй | 1979 |
|
SU846059A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |