(54) СПСЮОБ ОБРАБОТКИ НЕПЛАВЯЩЕГОСЯ ЭЛЕКТРОДА

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Горелка для плазменно-дуговой резки | 1977 |
|
SU664793A1 |
| Способ дуговой сварки циркония | 1991 |
|
SU1779507A1 |
| Способ изготовления неплавящегося электрода | 1978 |
|
SU695074A1 |
| Способ предварительной обработки вольфрамовых электродов | 1982 |
|
SU1018823A1 |
| Состав неплавящегося электрода | 1978 |
|
SU774870A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ НЕГОРЮЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2418662C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОПОРОШКОВ ИЗ РАЗЛИЧНЫХ ЭЛЕКТРОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2011 |
|
RU2475298C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063472C1 |
Изобретение относится к дуговой и плазменной обработке металлов и может быть использовано для изготовления неплавяшихся катодов дуговых и плазменных горелок для обработки металлов на прямой полярности в аргоне и для аргонодуговой сварки. По основному авт. св. № 916175 Известен способ обработки неплавящегос электрода из титана для аргонодуговой сварки, заключающийся в предварительно дуговой обработке электрода в смеси азота с аргоном в режиме кратковременного нарастания тока. Этот способ позволяет создать катоды на основе титана, обеспечивающие работу в режиме пространственной локализации дуги в течение всего ресурса Такие катоды не требуют заточки и прос ты в изготовлении. Кроме того, такие катоды в принципе не содержат дефицитного вольфрама и допускают работу в инертной плазмообразуюшей среде без добавки азота ilОднако диапазон рабочих токов таких катодов в ряде случаев оказывается недостаточен. Так, для электрода из титана с окислом церия не составляет от 5А до ЗОА., Цель изобретения - расширение диапазона рабочих токов катодов на основе титана. Поставленная цель достигается тем, что в способе обработки неплавящегося электрода, заключающемся в предварительной обработке электрода в смеси азота и аргоном в режиме кратковременного нарастания тока, дуговую обработку проводят при давлении плазмообразующей среды 250-5ОО мм рт. ст. В качестве катода дугового устройства используется электрод, состоящий из держателя, вьшолненного из тугоплавкого материала, и напрессованной на держатель активной части, представляющей собой смесь порощков титана и окиси церия. Электрод помещается в герметичную камеру, которая затем откачйБается вакуумным насосом до давления 10 мм рт.ст. Затем камера заполняется смесью аргона с азотом в нужном соотношении до достижения давлением смеси определенной величины. Затем на электроде возбуждается дуга. Сразу после возбуждения дуги дают кратковременное нарастание тока. В отдельных случаях нарастание тока от 0,5 до 10 А/с дают в момент возбуждения дуги. В результате происходит формирование поверхности катода и она преобретает улучшенные эмиссионные свойства. Полученный таким образом электрод готов для использования при аргонодуговой сварке, Электрод обеспечивает вы сокую степень стабилизации и прюстранственной локализации дуги, а также свар ку в инертной плазмообразующей среде. Проведение дуговой катода при пониженном давлении позволяет су:шественным образом изменять геометрию рабочей поверхности катода. в
При изготовлении катодов на основе титана предлагаемым способом происхо- дит формирование рабочей поверхности катода, она приобретает форму усеченного конуса. Причем размеры и геометрическая форма конуса различны у электродов, изготовленных при различном давлении. Изменение формы рабочей поверхности и обеспечивает изменение диапазона рабочих токов.
Полученные электроды обеспечивают высокую степень пространственной локализации дуги в расширенномдиапазоне рабочих токов и допускает работу в инер9
тных плазмообразуюших средах, а также в смесях инертных газов с азотом.
Технический и экономический эффект от применения электродов изготовленных предлагаемым способом, достигается за счет использования электрюдов в более широком диапазоне сварочных токов. В зависимости от условий изготовления диапазон рабочих токов удается расширить на величину до 52%.
Формула изобретения
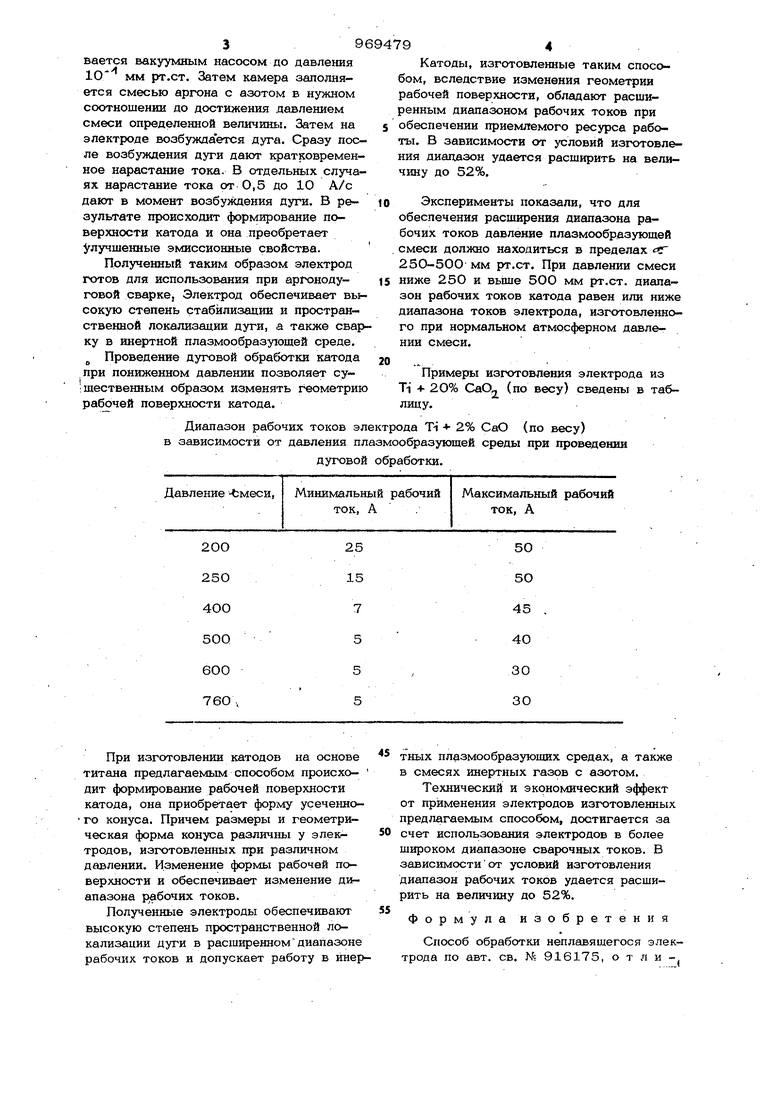
Способ обработки неплавяшегося электрода по авт. св. № 916175, о т л и Диапазон рабочих токов электрода Ti 2% СаО (по весу) зависимости от давления плазмообразуюшей среды при проведении дуговой обработки. 94 Катоды, изготовленные таким способом, вследствие изменения геометрии рабочей поверхности, обладают расширенным диапазоном рабочих токов при обеспечении приемлемого ресурса работы. В зависимости от условий изготовления диапазон удается расширить на величину до 52%. Эксперименты показали, что для обеспечения расширения диапазона рабочих токов давление плазмообразующей смеси должно находиться в пределах ff 250-500 мм рт.ст. При давлении смеси ниже 250 и вьше 5ОО мм рт.ст. диапазон рабочих токов катода равен или ниже диапазона токов электрода, изготовленного при нормальном атмосферном давлении смеси. Примеры изготовления электрода из TI 4- 20% СаО (по весу) сведены в таблицу.
5969479«
чающийся тем, что, с целью рас-Источники информации,
ширения диапазона рабочих токов элвк принятые во внимание при экспертизе
трода, дуговую обработку проводят при1- Авторское свидетельство СССР
давлении плазмообразующей среды 25О-№ 916175, кл. В 23 К 03.12.79 500 мм рт.ст.5 (прототип).
