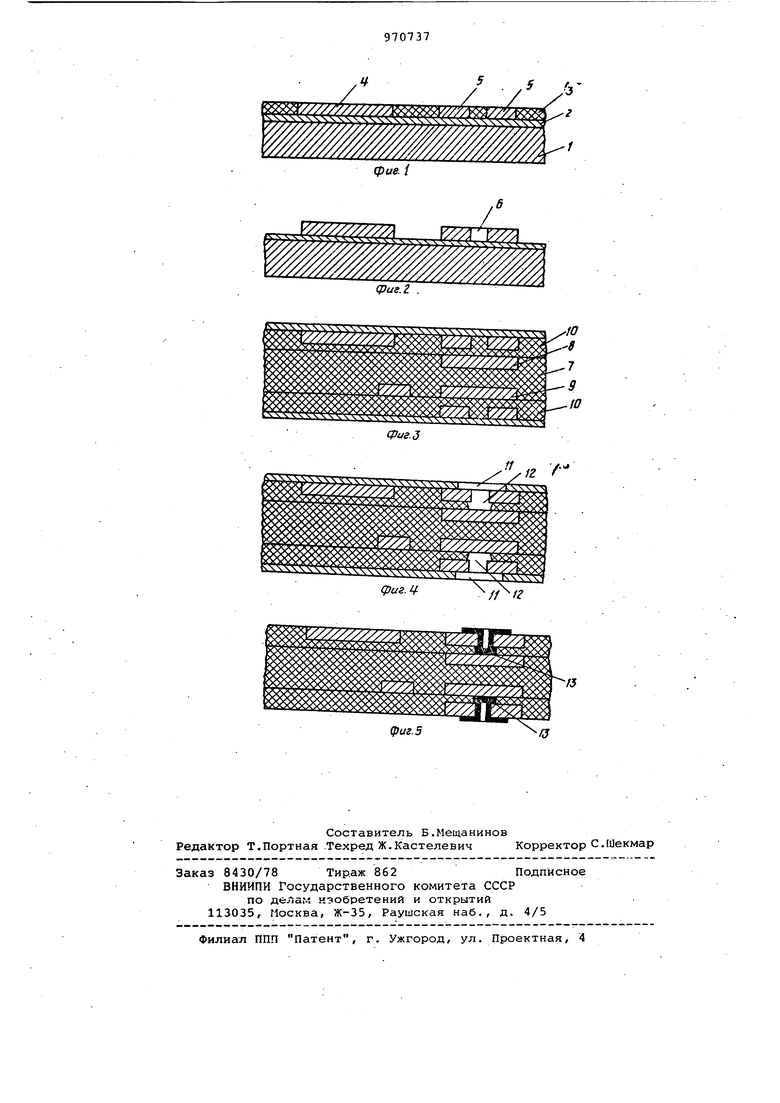
металлических подложек и формирование межслойных отверстий, перед формированием слоев коммутации на технологические метё1ллические подложки наносят промежуточный слой металла, при формировании слоев коммутации в контактных площадках для межслойных переходов вскрывают окна, межслойные отверстия формируют после механичес кого отслоения технологических метал лических подложек с каждой пары напрессованных слоев .коммутации путем травления диэлектрических адгезивных прокладок в окнах контактных площадок, а после формирования межслойных отверстий промежуточный слой металла удаляют. На фиг. 1-5 приведена последова тельность основных технологических операций изготовления многослойных печатных плат предлагаемым способом На технологические подложки 1 из нержавеющей стали толщиной 0,25-1 Мм наносят электрохимическим осаждением в сернокислой ванне меднения тонкий промежуточный слой 2 меди тoJ цинoй 2-5 мкм, на который наслаивают плено ный фоторезист 3 СПФ-2 толщиной 40 60 мкм (фиг. IX Фотохимическим методом формируют в фоторезисте рисунки проводников, после чего электрохимическим осаждением меди в сернокислой ванне меднения получают контактные площадки сквозных переходов и контактные площадки 5 для межслойных переходов с окнами б Сфиг. 2), а также рисунки проводников на других технологических подложках. С помощью диэлектрической адгезлвной прокладки 7 (стеклотекстолит СПТ-3-0,025) спрессовывают внут ренние слои пакета с проводниками и 9)снимают механическим отслаивани ем технологические подложки и удаляют тонкий слой меди. Далее с помощью диэлектрических адгезивных прокладок 10 (С11Т-3-0,02 припрессовывают к полученной струкг туре.слои с контактными площадками 5 на технологических подложках 1 и удаляют технологические подложки (фиг. 3), После этого методом фотохимии вскрывают окна 11 в тонком слое меди в местах межслойных перех дов и травят диэлектрические; адгези ные прокладки в окнах контактных пл щадок (фиг. 4), получая межслойные отверстия 12. Химическим и электрохимическим меднением металлизируют полученные отверстия, получая межслойные переходы 13, после чего уда ляют тонкий слой меди с пробельных мест наружных слоев (фиг. 5). Подобным образом производят попа ное нарач вание слоев коммутации пе чатной платы до заданного количества слоев. Для выполнения предлагаемого технологического процесса используется оборудование, применяемое в производстве стандартнЕлх печатных плат.Дополнительно введена специализированная оснастка для совмещения рисунков проводников на технологических металлических подложках и прессования слоев на технологических металлических подложках. Режимы технологических процессов, а именно химического и электрохимического осаждения меди, травления диэлектрика соответствуют типовым технологическим процессам ОСТ 4.ГО.054.223. Использование предлагаемого способа позволяет получать качественные многослойные платы с высокой плотностью коммутации. Формула изобретения Способ изготовления многослойных печатных плат, включающий формирование слоев коммутации с контактными площадками для межслойных переходов на технологических металлических п дложках путем осаждения металла через маску из фоторезиста, удаление фоторезиста, последовательное напрессовывание пары слоев коммутации через диэлектрические адгезивные прокладки, механическое отслоение технологических металлических подложек и формирование межслойных отверстий, о т л.ичающййся тем, что, с целью повышения плотности коммутации и качества плат, перед формированием слоев ,коммутации на технологические металлические подложки наносят промежуточный слой металла,.при формировании слоев коммутации в контактных площадках для межслойных переходов вскрывают окна, межслойные отверстия формируют после механического отслоения технологических металлических подложек с каждой пары напрессованных слоев коммутации путем травления диэлектрических адгезивных прокладок в окнах контактных площадок, а после формирования межслойных отверстий промежуточный слой металла удаляют. Источники информации, принятые во внимание при экспертизе 1.Ханке ХгИ., Фабйан X. Технология производства радиоэлектронной аппаратуры. Под ред. В.Н.Черняева.. М., Энергия, 1980, с. 158-168. 2.Патент Японии 54-35670, кл. 59 G 4,05.11.79 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных печатных плат | 1982 |
|
SU1056484A2 |
| Способ изготовления многослойных печатных плат | 1982 |
|
SU1081820A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНЫХ МНОГОУРОВНЕВЫХ ПЛАТ ДЛЯ МНОГОКРИСТАЛЬНЫХ МОДУЛЕЙ, ГИБРИДНЫХ ИНТЕГРАЛЬНЫХ СХЕМ И МИКРОСБОРОК | 2011 |
|
RU2459314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 1991 |
|
RU2072123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2603130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНОЙ МИКРОСХЕМЫ | 1991 |
|
RU2040131C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИОЭЛЕКТРОННЫХ УЗЛОВ | 2014 |
|
RU2575641C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2023 |
|
RU2803556C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2345510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОУРОВНЕВЫХ ТОНКОПЛЕНОЧНЫХ МИКРОСХЕМ | 2004 |
|
RU2264676C1 |
12 fфиг.
