(54) ЛЮНЕТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Люнет | 1988 |
|
SU1565631A1 |
| Люнет | 1989 |
|
SU1731577A1 |
| ЛЮНЕТ ШЛИФОВАЛЬНОГО СТАНКА | 1992 |
|
RU2008164C1 |
| Люнет для круглошлифовальных станков | 1987 |
|
SU1567349A1 |
| Самоцентрирующий люнет | 1979 |
|
SU856738A1 |
| Следящий люнет | 1981 |
|
SU1030134A1 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ЛЮНЕТ | 2004 |
|
RU2268816C2 |
| СПОСОБ ШЛИФОВАЛЬНОЙ КОМПЛЕКСНОЙ ОБРАБОТКИ ВАЛООБРАЗНЫХ ДЕТАЛЕЙ С ЦИЛИНДРИЧЕСКИМИ И ПРОФИЛИРОВАННЫМИ УЧАСТКАМИ | 2017 |
|
RU2711392C2 |
| ЛЮНЕТ | 2004 |
|
RU2259269C1 |
| Люнет | 1988 |
|
SU1662799A1 |
1
Изобретение относится к области станкостроения и может быть использо. вано для поддержки нежестких деталей при обработке на металлорежущих станках.
Известен люнет для поддержки нежестких деталей, содержащий корпус и зажимные губки, установленные на подвижных рычагах.
Недостатком известного люнета является низкая точность, так как в процессе обработки теряется контакт между губками и деталью.
Целью изобретения является повышение точности обработки путем поддери ания постоянного контакта губок с деталью в процессе обработки.
Цель достигается тем, что каждая зажимная губка связана с введенными в устройство источником питания и сигнальными элементами, при этом упомянутые губки изолированы от несущих их рычагов.
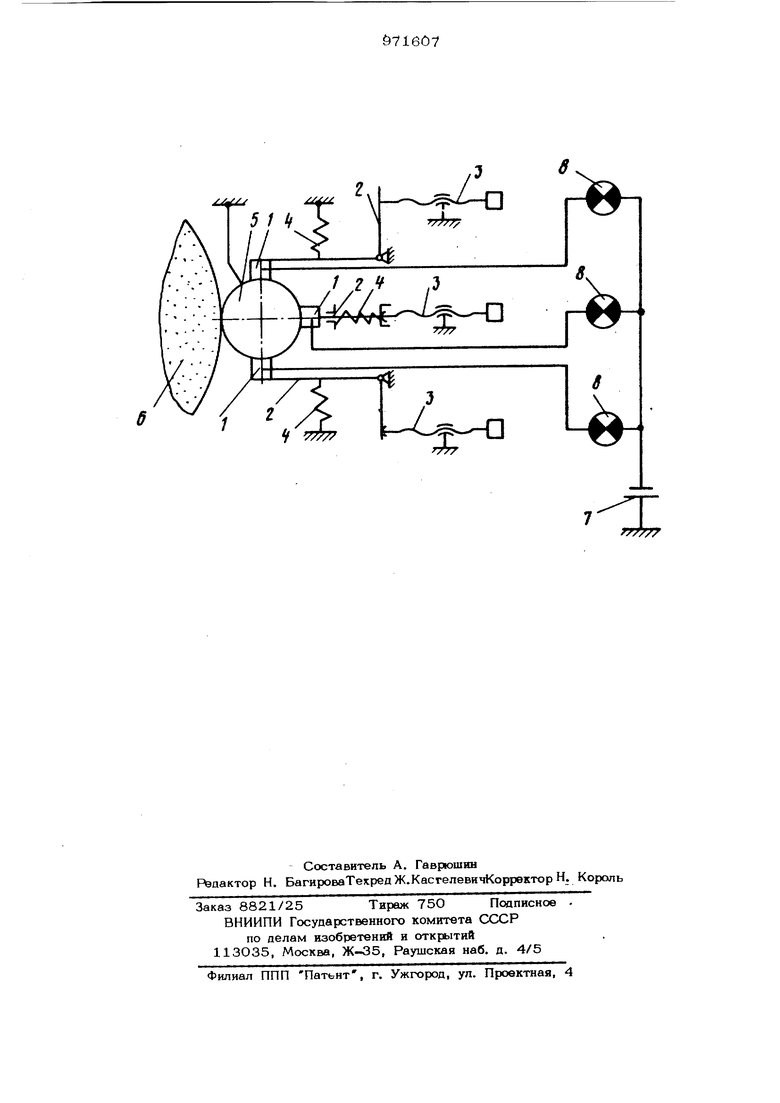
На чертеже показана принципиальная схема устройства.
Люнет выполнен в виде механизма с губками 1, размещенными на подвижных рычагах 2, перемещаемых, например, с помощью микровинтов 3. Отжатие губок от поверхности детали осуществляется с помощью пружины 4. Губки при работе касаются заземленной детали 5, обрабатываемой, например, с помощью шлифовального круга 6. Каждая из губок 1 люнета связана с заземленными источни10ком 7 питания и сигнальным элементом 8 (например, электролампой). При этом губка 1 электроизолирована от рычага 2, образуя совместно с обрабатываемой деталью 5 замкнутую электроцепь.
15
Перед исполь зованием люнета изделие
5(например, типа тала вращения с пониженной осевой жесткостью) устанавливается в центрах. Врезным шлифованием с помощью круга 6 на детали 5 делают
20 кольцевую проточку. Шлифовальный круг
6отводят от изделия 5 в исходное положение и настраивают люнет, для чего перемещают губки 1 с помоишю рычагон 2 путем вращения микровинтов 3, оГ)с :почив/1я касание губок 1 в месте про точки изделия 5, при этом замыкается лектр{Л1епь: изделие 5 - губка 1 - ).)Л1|НЫЙ элемент 8 - источ}1Ш 7 питания. О наличии контакта между губкой 1 и изделием 5 сигнализирует электролампа 8. При этом пружина 4, исключая самопроизвольное перемещение рычага 2 с электроизолированной губкой 1, чает люфт в системе: изделие 5 - губка 1 г- рычаг 2 - микровинт 3. В процессе работы по мере снятия ме талла, включая место касания изделия 5 губками 1, между деталью 5 и губками пропадает контакт, о чем сигнализирует лампа 8. С помощью микрювинта губки дополнительно подводятся к детали 5, при контакте с которым загорается лампа 8, В процессе шлифования, в частно- сти при чистовой доводке, когда диаметр детали в месте установки Губок стал меньше, чем в процессе предварительной настройки, по сигналу лампы 8 губки подводились дополнительно до обеспечения контакта с поверхностью изделия. Применение предложенного люнета по сравнению с известным позволяет пов сить надежность центрирование изделияв процессе его обработки. Это связано с тем, что он позволяет осуществлять подстройку губок в процессе обработки изде лия, так как непрерывно информирует о наличии контакта губок с изделием. Применение предложенного люнета, обеспечивающего надежный контакт межд 1убками и поверхностью детали в процессе его обработки, гарантирует шероховатость поверхности RC 0,32 мкм и отклонение от прюфиля 1 0,02 мм при почти двукратном повышении скорхх;ти шлифования по сравнению с известным решением. Ожидаемый экономический эффект от использования предложенного люнета складывается из сокращения времени при полировании поверхности детали почти.в 4 раза, повышения режимов шлифования в процессе чистовых и доводочных проходов в 2 раза, снижения брака на оправках станков ХПТ, изготавливаемых из сталей типа 60С2ХФА, на 30%. Формула изобретения Люнет для поддержки нежестких деталей, содержащий корпус и зажимные губки, установленные на подвижных рычагах, отличающийся тем, что, с целью, повыщения точности обработки путем поддержания постоянного контакта губок с деталью в процессе обработки, каждая зажимная губка связана с введенными в устройство источником питания и cm нальными элементами, при этом губки изолированы от несущих их рычагов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 488681, кл. В 24 В 41/О6, 1973.
/ , ,3
iCCi- i -D
s
17
/V//
