(54) ЛЕНТА ДЛЯ ОБМОТКИ ТЕЛ ВРАЩЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Лента для изготовления изделий конической формы намоткой | 1973 |
|
SU581176A1 |
| СТОЙКИЕ К ПРОКОЛУ И ПУЛЕНЕПРОБИВАЕМЫЕ ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКИХ ИЗДЕЛИЙ | 2014 |
|
RU2666217C2 |
| Катушка электроиндукционного аппарата прямоугольной формы и способ ее изготовления | 1975 |
|
SU635900A3 |
| КАРКАС ПНЕВМАТИЧЕСКОЙ ШИНЫ С ВОЗДУХОНЕПРОНИЦАЕМОЙ СИСТЕМОЙ, СОДЕРЖАЩЕЙ СТАБИЛИЗИРУЮЩУЮ ТКАНЬ | 2014 |
|
RU2607341C1 |
| Тканая лента | 1976 |
|
SU602627A1 |
| РАЗДЕЛЕННАЯ ИЗОЛЯЦИОННАЯ ТРУБКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2558396C2 |
| ГИБРИДНЫЙ ТКАНЫЙ ТЕКСТИЛЬНЫЙ МАТЕРИАЛ ДЛЯ АРМИРОВАНИЯ КОМПОЗИТА | 2015 |
|
RU2705997C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ДЛЯ ОРТОПЕДИЧЕСКИХ ПОВЯЗОК С НАНЕСЕННЫМ ПЕЧАТНЫМ РИСУНКОМ | 1998 |
|
RU2197392C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШВА С БЕЗВОРСОВОЙ ТКАНИ С ПОМОЩЬЮ УЛЬТРАЗВУКОВОЙ СВАРКИ С ЗАЗОРОМ | 2008 |
|
RU2516803C2 |
| МНОГОСЛОЙНАЯ ПРЕССОВАЯ ТКАНЬ | 2003 |
|
RU2323289C2 |


1
Изобретение относится к изделиям из текстильных материалов, а именно к структурам ленты для изготовления пустотелых толстостенных изделий, имеющих форму тел вращения, например труб намоткой.
Известна лента для обмотки тел вращения выполненная переплетением основных и уточных нитей и включающая упрочненную кромку и деформируемую часть, основные нити которой выполнены из термопластичного материала. Деформация известной ленты в процессе намотки обеспечивается за счет потери прочности материала основных нитей деформируемой части ленты при переходе его в высокоэластичное состояние, под действием температуры и сил натяжения нити деформируются (растягиваются) 1.
Недостаток известной ленты состоит в том, что основные нити деформируемой части ленты, растягиваясь изменяют величину своего поперечного сечения и тем больще, чем дальще они расположены от упрочненной кромки недеформируемой части, из-за этого значительно снижается прочность самой ленты, а за счет уменьщения поперечного сечения основных нитей деформируемой части ленты, последняя приобретает клино2
видную форму в своем поперечном сечении, с уменьщением толщины к кромке деформируемой части, которая не плотно прилегает к поверхности предыдущего намотанного слоя. Лента наматывается в сторону неде5 формируемой части за счет больщей толщины основных нитей последней и желаемое изделие практически не получается.
Цель изобретения - повыщение прочности ленты.
1Q Поставленная цель достигается тем, что в ленте для обмотки тел вращения, выполненной переплетением основных и уточных нитей и включающий упрочненную кромку и деформируемую часть, основные нити которой выполнены из термопластичного материа5 ла, основные нити деформируемой части имеют различные диаметры равномерно уменьщающиеся в направлении к упрочненной кромке.
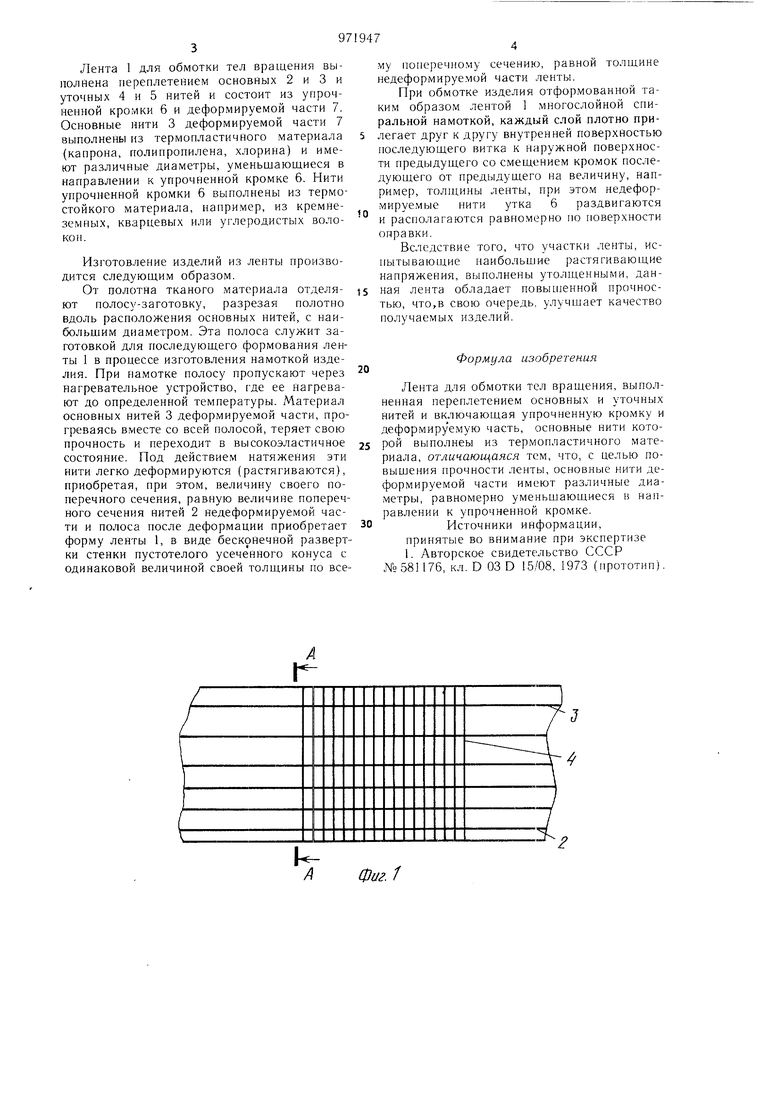
На фиг. 1 изображена полоса-заготовка
20 ленты; на фиг. 2 -полотно ткани, изготовленной в виде сдвоенных полос-заготовок; на фиг. 3 - отформованная лента; на фиг. 4 - сечение А-А на фиг. 1; на фиг. 5 - сечение Б-Б на фиг. 2; на фиг. 6 - сечение В-В на фиг. 3. Лента 1 для обмотки тел вращения выполнена переплетением основных 2 и 3 и уточных 4 и 5 нитей и состоит из упрочненной кромки 6 и деформируемой части 7. Основные нити 3 деформируемой части 7 выполнены из термопластичного материала (капрона, полипропилена, хлорина) и имеют различные диаметры, уменьшающиеся в направлении к упрочненной кромке 6. Нити упрочненной кромки 6 выполнены из термостойкого материала, например, из кремнеземных, кварцевых или углеродистых волокон. Изготовление изделий из ленты производится следующим образом. От полотна тканого материала отделяют полосу-заготовку, разрезая полотно вдоль расположения основных нитей, с наибольшим диаметром. Эта полоса служит заготовкой для последующего формования ленты 1 в процессе изготовления намоткой изделия. При намотке полосу пропускают через нагревательное устройство, где ее нагревают до определенной температуры. Материал основных Нитей 3 деформируемой части, прогреваясь вместе со всей полосой, теряет свою прочность и переходит в высокоэластичное состояние. Под действием натяжения эти нити легко деформируются (растягиваются), приобретая, при этом, величину своего поперечного сечения, равную величине поперечного сечения Нитей 2 недеформируемой части и полоса после деформации приобретает форму ленты 1, в виде бесконечной развертки стенки пустотелого усеченного конуса с одинаковой величиной своей толщины по всеА
Г му поперечному сечеНию, равной толщине Недеформируемой части ленты. При обмотке изделия отформованной таким образом лентой 1 многослойной спиральной намоткой, каждый слой плотно прилегает друг к другу внутренней поверхностью последующего витка к наружной поверхности предыдущего со смещением кромок последующего от предыдущего на величину, например, толщины ленты, при этом недеформируемые нити утка б раздвигаются и располагаются равномерно по поверхности оправки. Вследствие того, что участки ленты, испытывающие наибольщие растягивающие напряжения, выполнены утолщенными, данная лента обладает повыщенной прочностью, что,в свою очередь, улучшает качество получаемых изделий. Формула изобретения Лента для обмотки тел вращения, выполненная переплетением основных и уточных нитей и включающая упрочненную кромку и деформируемую часть, основные нити которой выполнеы из термопластичного материала, отличающаяся тем, что, с целью повышения прочности ленты, основные нити деформируемой части имеют различные диаметры, равномерно уменьшающиеся в направлении к упрочненной кромке. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №581176, кл. D 03 D 15/08, 1973 (прототип).
k/4
ф1/г/
6 Г
ЦФиг. 5
в-s
Фуг.
фуг.
Ф&г.
