Изобретение относится к приспособлениячм к фрезерным и шлифовальным станкам для обработки фасонных контуров, образованных прямолинейными и дуговы-ми сопряженными участками без применения копиров. В известных приспособлениях и устройствах такого рода непрерывное поСледовательное движение изделия относительно инструмента по прямым и по сопрял е1нным с иими дугами осуществляется при помощи прямолинейно подвижно каретки, несущей круглый поворотный стол для установки изделия.
При этом поочередное движение каретки и стола по заданному щжлу осуществляется посредством независимых приводных винтовых и тому подобных механизмов, управляемых переключающими муфтами с пОМощью упоров.
В отличие от известных, в описываемом ниже приспособлении к фрезерным и щл-ифовальным станкам, в частности, полуавтоматическим, для обработки контуров изделий, обра-.
зованных прямолинейными (или криволи-нейны.ми) и дуговыми участками, прямолинейное движение подвижной каретки и вращеиие поворотного круглого стола для установки изделий осуществляются автоматически без -каких-либо особых приходных Механизмов, путем использования непрерывного движения стола станка, в процессе которого движение прямолинейно подвижной каретки прекращается под воздействием упора, причем столу приспособления сообщается вращение при помощи ленточного обкаточного механизма, барабан которого жестко насажен на оси стола, а свободные концы лент закреплены в противс,падол ных стенках корпуса приспособления.
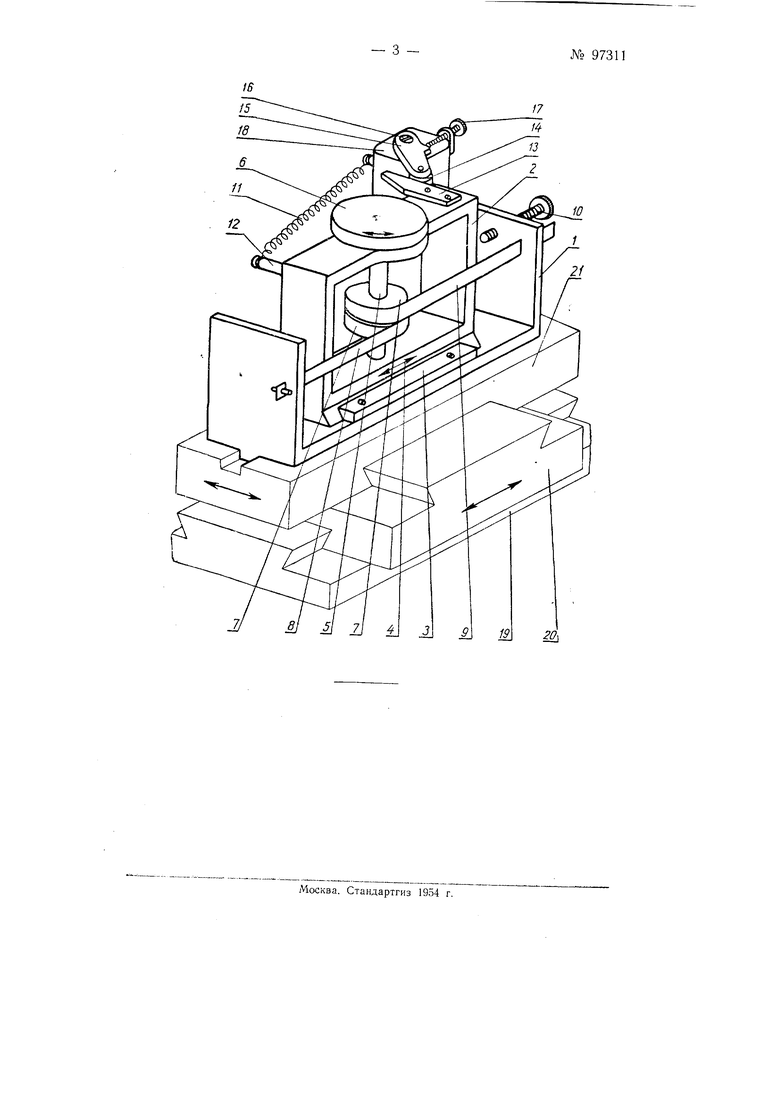
На чертеже изображена пространственная конструктивная схема приСПОсобления к фрезерным и шлифовальным станкам, в частности, полуавтоматическим, для обработки контуров изделий, образованных сопряжешгыми пряма1Ш1ей-ньшт1 (или
криволинейными) и дуговьшн участками.
На столе станка, снабженном крестовыми (салазкамн, при помощи плиты / установлен коробчатый корпус 2 приспособления.
В корпусе, В направляющих 3 помещена прЯМолинейно подвижная каретка 4, связанная с корпусом посредством пружины 5, которая постоянно прижимает каретку к упорному регулировочному винту 6, установленному в стенке корпуса приспособления.
Каретка снабжена поворотным круглым столом 7, предназначенны.м для установки изделия. На оси стола 7 жестко насажен барабан 8 ленточного обкаточного механизма, ленты 9 и 10 которого закреплены в противоположных стенках корпуса приспособления.
На неподвижной части станка установлена стойка 11, па которой на установочно-псеоротной планке 12 помещен упорный ролик 13, предназначенный для взаимодействия с жестко закрепленной на каретке упорной линейкой 14.
При движении стола станка по стрелке вправо, осуществляется совместное с ним прямолинейное движение каретки 4, поджатой к регулировочному винту 6, В процессе которого осуществляется обработка прямолинейного (или криволинейного) участка контура изделия. При подходе каретки к ynopnio My ролику 13 движение каретки прекращается, а корпус 2 приспособления продолжает движение вместе со столом станка. При этом обкаточный ленточный механизм сообщает Bpanieние поворотному круглому столу 7, что обеспечивает обработку дугового участка контура изделия. При этом каретка все время поджимается к упорному ролику 13 прзжиной 5.
Для настрОйки заданного цикла последовательных движений каретки 4 и поворотного стола 7 регулирово-чный пинт 6 и установочный винт 15 поворотной планки упорного ролика 13.
Предмет изобретения
1.Приспособление к фрезерным и щлифовальнЫМ станкам, в частности, полуавтоматическим, для обработки контуров изделий, образованных сопряженными прямолинейными (или криволинейными) и дуговыми участками, снабженное прямолинейно подвижной кареткой, несущей поворотный круглый стол для установки изделий, с автоматическим осуществлением последовательных движений каретки и круглого стола, отличающееся тем, что, с целью использования непрерывного движения стола станка для сообщения движения каретке и, после ее остановки, помещенному па каретке крзглому столу, каретка помещена в закрепленном на столе станка корпусе приспособления и связана с ним посредством пружины, а на оси круглого стола жестко насажен барабан ленточного обкаточного механизма, ленты которого закреплены в противоНоложных стенках корпуса приспособления.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что, с целью обеспечения остановки каретки приспособления в процессе ненрерывного движения стола станка, на неподвижной части станка установлена стойка с упорным роликОМ, предназначенным для воздействия на упорную линейку, л естко закрепленную на каретке.
3.Форма выполнения приспособления по пп. 1 и 2, о т л и ч а ю щ а яс я тем, что, с целью осуществления настройки заданного цикла последовательных движений каретки и поворотного стола, упорный ролик на стойке помещен на установочно поворотной планке, а в корпусе приспособления установлен регулировочный винт, являющийся упором для подвилшой каретки при ее сов.местном движении с корпусом приспособления.