(5) УСТРОЙСТВО для НЕПРЕРЫВНОЙ ОТЛИВКИ ПОЛОЙ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горизонтального непрерывного литья полых заготовок | 1984 |
|
SU1187907A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Способ получения полых заготовок | 1988 |
|
SU1696108A1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2118227C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ ПОЛЫХ ЦЕНТРОБЕЖНО-ЛИТЫХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ, ПЛАКИРОВАННЫХ ПЛАСТИЧНЫМИ УГЛЕРОДИСТЫМИ МАРКАМИ СТАЛИ, И ПРОКАТКИ ИЗ НИХ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2013 |
|
RU2550040C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПОЛЫХ ЗАГОТОВОК | 1990 |
|
RU2017569C1 |
| Устройство для непрерывного литья труб во вращающемся магнитном поле | 1984 |
|
SU1201048A1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1983 |
|
SU1802460A1 |
| Способ непрерывного литья полых мерных заготовок и устройство для его осуществления | 1988 |
|
SU1533824A1 |

1
Изобретение относится к литейному производству, а именно к установкам для непрерывной разливки, и предназначено для применения при получении плакированных трубных заготовок с вытягиванием вверх.
Известно устройство для непрерывной отливки полой металлической, заготовки с вытягиванием вверх, содержащее кристаллизатор, затравку и механизм вытягивания 1 .
Недостатком этого устройства является невозможность получения.в нем плакированной заготовки.
Целью изобретения является получение плакированной заготовки.
Поставленная цель достигается тем, что устройство для непрерывной отливки полой металлической заготовки, содержащее кристаллизатор, затравку и механизм вытягивания, снабжено кольцевым индуктором, который установлен в рабочей полости кристаллизатора и
разделяет ее по высоте на две сообщающиеся между собой камеры.
При этом индуктор либо примыкает своей боковой поверхностью к боковой поверхности кристаллизатора.
Индуктор установлен с кольцевым зазором относительно боковой поверхности кристаллизатора.
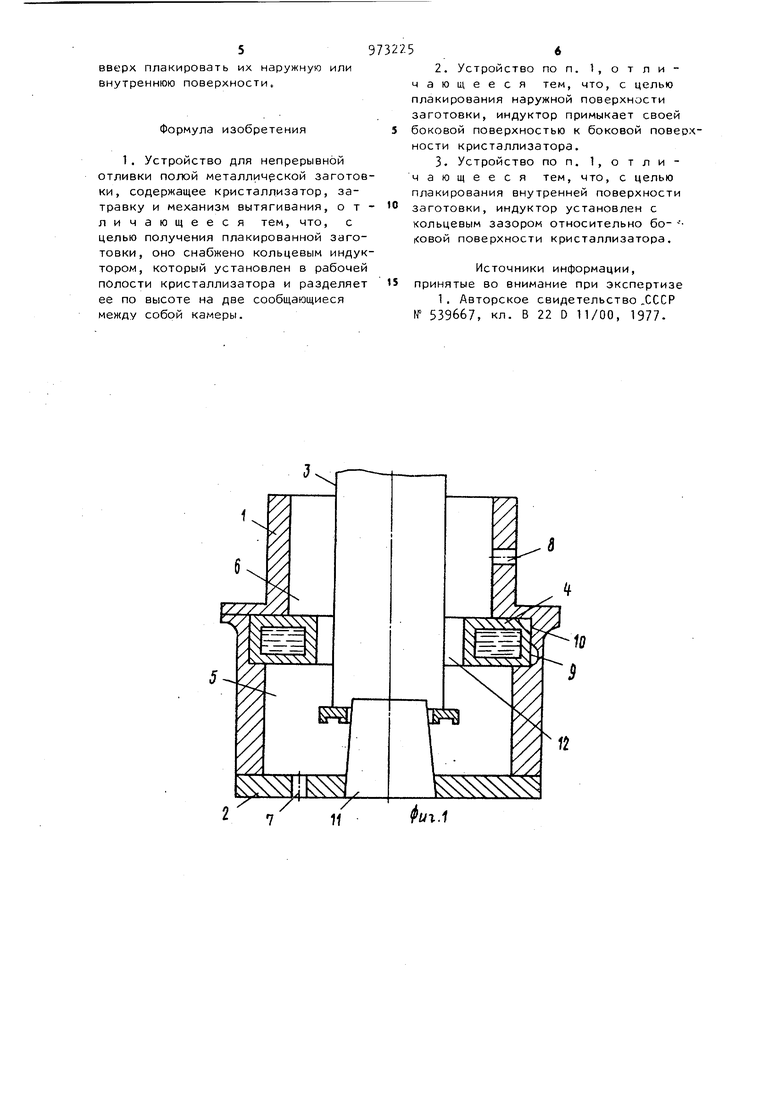
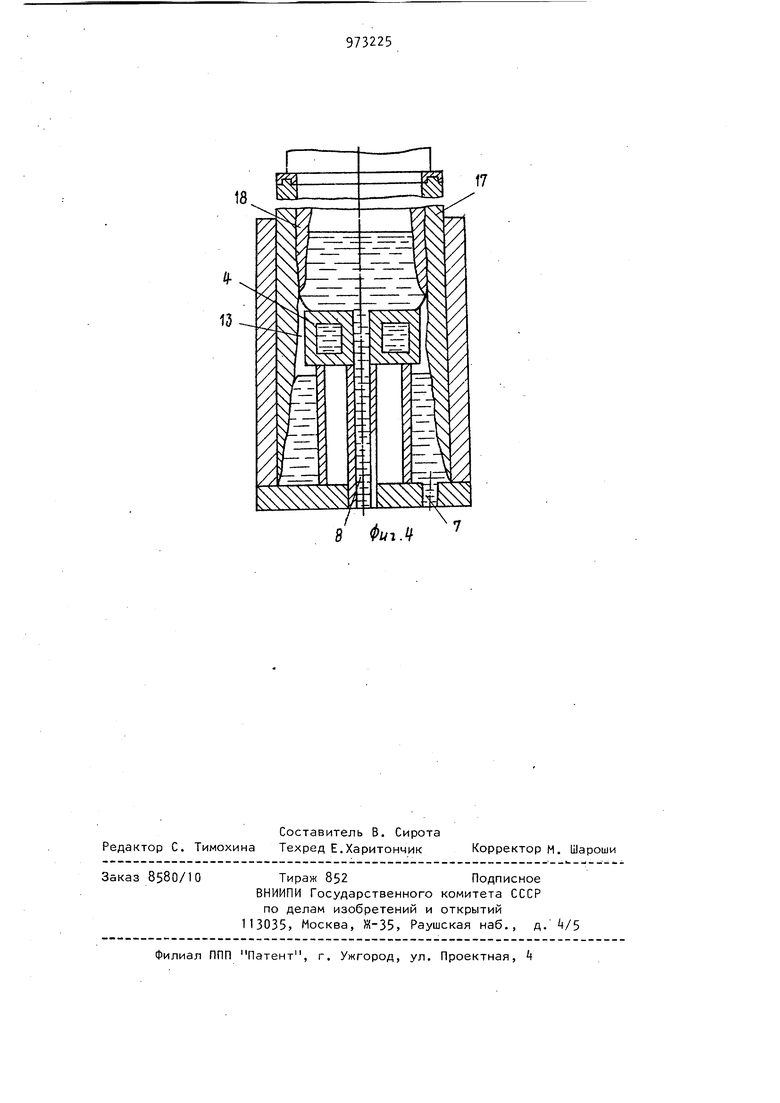
Установка в рабочей по.гюсти кристаллизатора индуктора, который разделяет ее по высоте на две сообщающиеся между собой камеры и примыкает своей боковой поверхностью к боковой поверхности кристаллизатора, позволяет при работе устройства заполнять верхнюю камеру металлом, отличающимся по химическому составу от металла, находящегося в нижней камере, и плакировать наружную поверхность заготовки, получаемой на дорне в нижней камере. При этом создаваемое индуктором электромагнитное поле при взаимодействии с жидким металлом, находящимся в верхней камере., создает силы, обеспечивающи отжатие жидкого металла от боковой (внутренней) поверхности индуктора, что исключает пролив жидкого металла в нижнюю камеру. Установка индуктора в рабочей по лости кристаллизатора с образованием с поверхностью кристаллизатора коль цевого зазора для прохода затравки позволяет плакировать внутреннюю поверхность полой заготовки. При этом создаваемое индуктором электромагнитное поле при взаимодействии с жид ким металлом, находящимся в верхней камере, создает силы, обеспечивающие отжатие жидкого металла от боковой (нарум ной с поверхности индуктора, что исключает пролив жидкого металла в нижнюю камеру. На фиг. 1 представлено устройство в варианте, обеспечивающем плакирова ние наружной поверхности полой заготовки, общий вид; на фиг. 2 - устройство в варианте, обеспечивающем плакирование внутренней поверхности полой заготовки, общий вид; на фиг.З устройство по фиг. 1 в работе; на фиг. - устройство по фиг. 2 в работе. Механизм перемещения затравки, си темы охлаждения дорна, затравки и элементов крепления индуктора не по каза HI;| . Устройство содержит кристаллизатор 1 с днищем 2, затравку 3, кольцевой индуктор -4, установленный в ра бочей полости кристаллизатора 1 и разделяющий ее на две камеры 5 и б, и каналы 7 и 8 для подачи металла в камеры 5 и 6 соответственно. В варианте, изображенном на фиг. и 3, индуктор примыкает своей наружной боковой поверхностью 9 к внут ренней боковой поверхности 10 криста лизатора 1 и содержит установленный в днище 2 дорн 11 для формирования внутренней поверхности заготовки. Центральная полость 12 индуктора h обеспечивает-Нроход затравки 3 в камеру 5 кристаллизатора 1. В варианте, изображенном на фиг.2 и f, индуктор k образует с внутренней боковой поверхностью 10 кристаллизатора 1 кольцевой канал 13 для прохода затравки 3 и установлен на трубчатой стойке 1. При необходимости плакирования наружной поверхности полой заготовки используют устройство, изображенное на фиг. 1 и 3. Затравку 3 через полость 12 индуктора k вводят в камеру 5 до контакта с боковой поверхностью дорна 11, Затем жидкий металл через канал 7 S днище 2 подают в камеру 5 После образования корочки металла вокруг дорна 11 и на затравке 3 заготовку 15 (фиг. 3) начинают вытягивать в камеру 6. Затем после включения индуктора жидкий металла иного химического состава подают через канал в камеру 6, образованную индуктором , боковой поверхностью кристаллизатора 1 и заготовкой 15. При этом электромагнитное поле индуктора , взаимодействуя с 1 идким металлом, находящимся в камере 6, создает силы, обеспечиваюи ие отжатие жидкого металла от боковой (внутренней) поверхности индуктора А, и исключает прилив его из камеры 6 в камеру 5. По мере вытягивания заготовки 15 на ней кристаллизуется плакирующий слой 1б, в результате чего получают двухслойную заготовку с наружным плакирующим слоем, При необходимости плакирования внутренней поверхности полой заготовки используют устройство, изображенное на фиг. 2 и Г Затравку 3 в камеру 5 вводят через кольцевой канал 13- Жидкий металл в камеру 5 подают через канал 7. После образования корочки металла на внутренней боковой поверхности 10 кристаллизатора 1 и на затравке 3 заготовку 17 (фиг. 4) начинают вытягивать в камеру 6. Затем после включения индуктора 4 жидкий металл иного химического состава подают в камеру 6 по каналу 8. Электромагнитное поле индуктора k при взаимодействии с жидким металлом в камере 6 создает силы, обеспечивающие отжатие жидкого металла от боковой (наружной) поверхности индуктора k, исключая попадание жидкого металла из камеры 6 в кольцевой канал 13 и камеру 5. По мере вытягивания заготовки 17 жидкий металл , находящийся в ее полости, кристаллизуется на ней, образуя плакирующий слой 18, в результате чего получают двухслойную заготовку с внутренним плакирующим слоем. Применение предлагаемого устройства позволяет при получении непрерывных полых заготовок с вытягиванием вверх плакировать их наружную или внутреннюю поверхности. Формула изобретения 1. Устройство для непрерывной отливки полой металлической заготов ки, содержащее кристаллизатор, затравку и механизм вытягивания, о т личающееся тем, что, с целью получения плакированной заготовки, оно снабжено кольцевым индук тором, который установлен в рабочей полости кристаллизатора и разделяет ее по высоте на две сообщающиеся между собой камеры. 2.Устройство по п. 1, о т л и чающееся тем, что, с целью плакирования наружной поверхности заготовки, индуктор примыкает своей боковой поверхностью к боковой поверхности кристаллизатора. 3.Устройство по п. 1, о т л и чающееся тем, что, с целью плакирования внутренней поверхности заготовки, индуктор установлен с кольцевым зазором относительно бо- - поверхности кристаллизатора. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство .СССР № 539667, кл. В 22 D 11/00, 1977.
15
t1
0Ml.J
