СО
00
ts:)
со ;о
Изобретение относится к литейному производству и может быть широко использовано в машиностроении, приборостроении и в других отраслях промышленности для производства отливок прессования жидкого металла.
Наиболее близким к изобретению по технической сущности является устройство для штампрвки из жидкого металла, оснащенное устройством, обеспечивающим поэтапное прессование изделий. Штамп имеет верхнюю и нижнюю плиты, пуансон, матрицу с подпружиненным стержнем, взаимодействующим с пуансоном, гидроцилиндр, установленный на пуансоне, подпружиненный относительно верхней плиты и выполненный с кольцевой перемычкой, разделяющей его рабоую полость на две камеры, связанные посредством канала, выполненного в кольцевой перемычке, и регулятора давления, а пуансон снабжен порщнем, взаимодействующим с перемычкой, гидроцилиндра и обратным клапаном, встроенным в поршне, при этом прессующая втулка закреплена на гидроцилиндре 1.
Недостатками известного устройства являются его низкая эксплуатационная и технологинеская надежность, заключающаяся в резком снижении работоспособности при высоких температурах и давлениях, нарушении герметичности гидроцилиндра, из-за контакта его уплотнений с поверхностью, несушей нагар, окалину, затвердевшие капли металла и т. п. а также утечки гидрожидкости через уплотнения.
Целью изобретения является повышение надежности в работе устройства.
Поставленная цель достигается тем, что в устройстве для прессования жидкого металла, содержащем плиту с пуансоном, подпружиненный относительно плиты гидроцилиндр, выполненный с кольцевой перемычкой, разделяющей рабочую полость его на камеры низкого и высокого давления, соединенные при помощи канала, регулятора давления, поршень с обратным клапаном, закрепленный на пуансоне и взаимодействующий с перемычкой гидроцилиндра, и прессующую втулку, закрепленную на гидроцилиндре, гидроцилиндр снабжен компенсаторами, соединенными трубопроводами с камерой низкого давления гидроцилиндра, и полой -цилиндрической вставкой, а пуансон и поршень выполнены кольцевыми, обхватывающими полую цилиндрическую вставку, при этом устройство снабжено дополнительным пуансоном, закрепленным на плите и размещенным в полой цилиндрической вставке, а на поршне и обратном клапане выполнены маслоотражающие канавки, соединенные каналами с камерой низкого давления.
Кроме того, гидроцилиндр выполнен охлаждаемым.
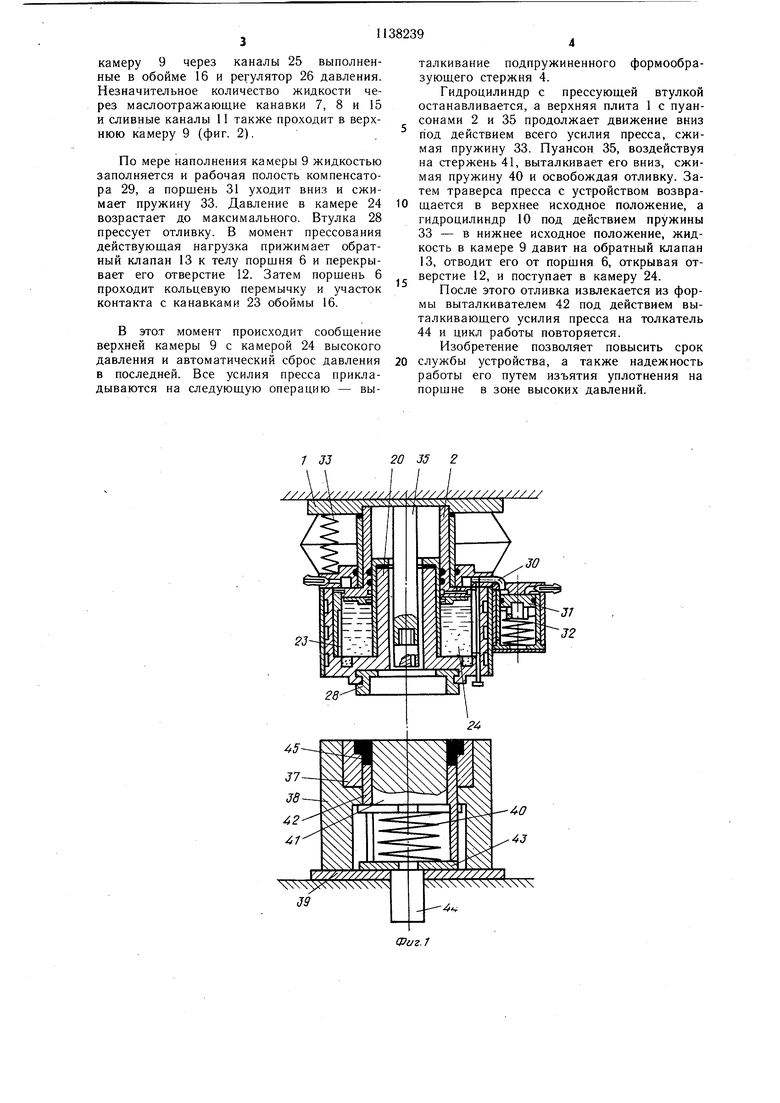
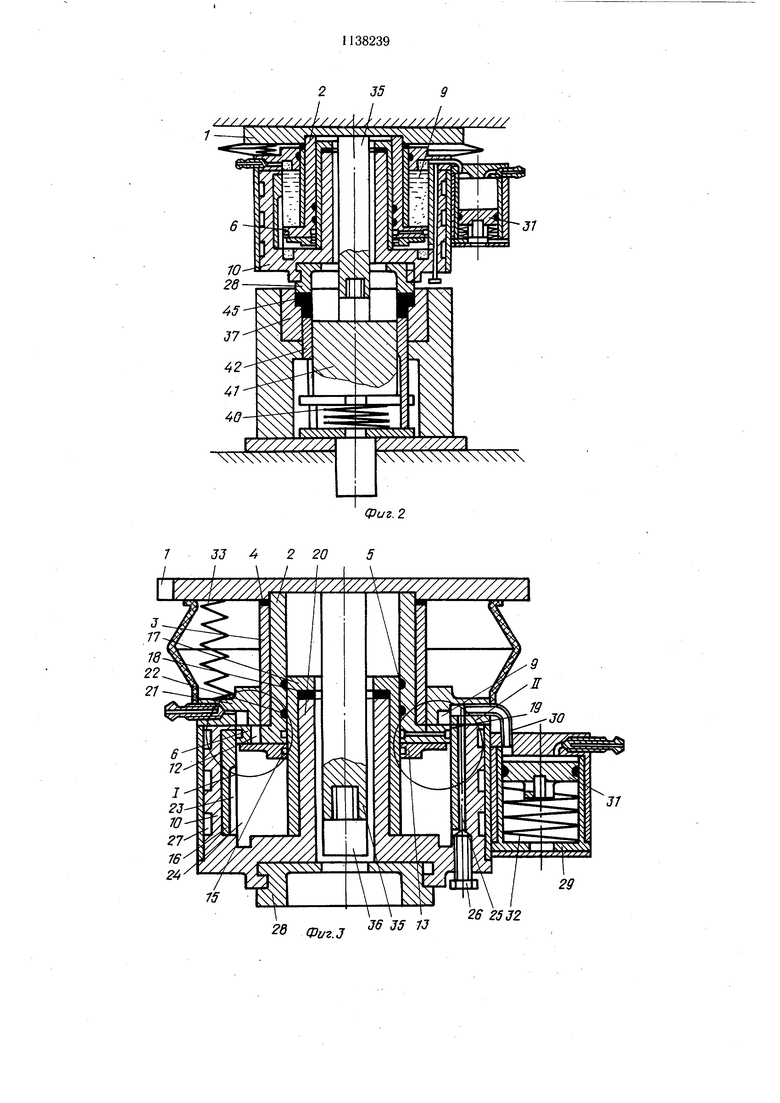
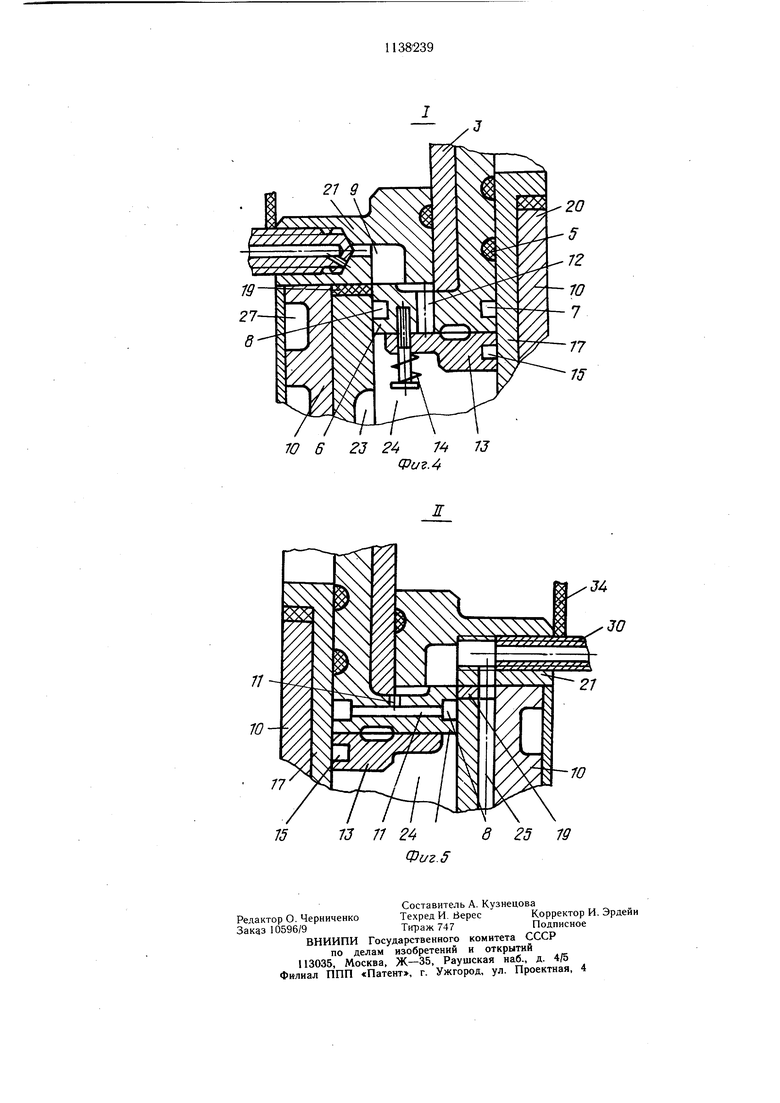
На фиг. 1 показано предлагаемое устройство в момент заполнения формы расплавом; на фиг. 2 - то же, в момент окончания формирования изделия; на фиг. 3 - то же, исходное положение; на фиг. 4 - узел Т на фиг. 3; на фиг. 5 - узел Н на фиг. 3.
Устройство (фиг. 1, 3) содержит плиту 1 с жестко установленным кольцевым пуансоном 2, снабженным наружной обоймой 3 с уплотнениями 4 и 5 и кольцевым поршнем 6, оснащенным маслоотражающими канавками 7 и 8, сообщающимися между собой и с верхней камерой 9 низкого давления гидроцилиндраа 10 посредством сливных 5 каналов 11. Отрерстия 12 поршня 6, перекрываются обратным клапаном 13, подпружиненным пружинами 14 и оснащенным маслоотражающей канавкой 15.
Гидроцилиндр 10 установлен на обойме 3, снабжен внутренними обоймами 16 и 17, с прокладками 18 и 19, полой цилиндр ческой вставкой 20 и крышкой 21. снабженной уплотнением 22. Внутренняя обойма 16 образует кольцевую перемычку, контактирующую с поршнем 6, и имеет канавки 23, 5 высотой, равной холостому ходу гидроцилиндра 10. Перемычка разделяет рабочую полость на две камеры 9 и 24 низкого и высокого давления.
Кроме того, обойма 16 снабжена каналами 25 с регулятором 26 давления. Гидро цилиндр 10 оснащен спиральными канавками 27 для охлаждающей жидкости.
Кроме того, на гидроцилиндре закреплена прессуюшая втулка 28 и компенсаторы 29, соединенные с верхней камерой 9 с помощью трубок 30, содержащие поршень 31, пружину 32, причем гидроцилиндр подпружинен пружинами 33 относительно плиты 1 и защип1,ен экраном 34.
Устройство также содержит дополнительный пуансон 35 со сменным наконеч0 НИКОМ 36 и форму, состоящую из матрицы. 37 с матрицей-держателем 38, установленным на плите 39, подпружиненной пружинами 40, формообразующего стержня 41, выталкивателя 42 с плитой 43 и толкателя 44.
Устройство работает следующим образом.
В открытую форму (фиг. 1), образованную матрицей 37, кольцевым выталкивателем 42 и центровым подпружиненным стержнем 41, заливается расплав 45, а гидро0 цилиндр 10 с плитой 1 и траверсой пресса находятся в верхнем исходном положении.
Под действием усилия пресса (фиг. 2) верхняя плита 1 опускается вниз. Усилие пресса (фиг. 3) передается через плиту 1, пуансон 2, поршень 6, рабочую жидкость, 5 находящуюся в камере 24 гидроцилиндра 10, прессующую втулку 28 на расплав 45, при этом жидкость из камеры 24 гидроцилиндра 10 частично истекает в верхнюю
камеру 9 через каналы 25 выполненные в обойме 16 и регулятор 26 давления. Незначительное количество жидкости через маслоотражающие канавки 7, 8 и 15 и сливные каналы 11 также проходит в верхнюю камеру 9 (фиг. 2).
По мере наполнения камеры 9 жидкостью заполняется и рабочая полость компенсатора 29, а поршень 31 уходит вниз и сжимает пружину 33. Давление в камере 24 возрастает до максимального. Втулка 28 прессует отливку. В момент прессования действующая нагрузка прижимает обратный клапан 13 к телу поршня 6 и перекрывает его отверстие 12. Затем поршень 6 проходит кольцевую перемычку и участок контакта с канавками 23 обоймы 16.
Б этот момент происходит сообщение верхней камеры 9 с камерой 24 высокого давления и автоматический сброс давления в последней. Все усилия пресса прикладываются на следующую операцию - выталкивание подпружиненного формообразующего стержня 4.
Гидроцилиндр с прессующей втулкой останавливается, а верхняя плита 1 с пуансонами 2 и 35 продолжает движение вниз Г1од действием всего усилия пресса, сжимая пружину 33. Пуансон 35, воздействуя на стержень 41, выталкивает его вниз, сжимая пружину 40 и освобождая отливку. Затем траверса пресса с устройством возвращается в верхнее исходное положение, а гидроцилиндр 10 под действием пружины 33 - в нижнее исходное положение, жидкость в камере 9 давит на обратный клапан 13, отводит его от порщня 6, открывая отверстие 12, и поступает в камеру 24.
После этого отливка извлекается из формы выталкивателем 42 под действием выталкивающего усилия пресса на толкатель 44 и цикл работы повторяется.
Изобретение позволяет по&ысить срок службы устройства, а также надежность работы его путем изъятия уплотнения на поршне в зоне высоких давлений.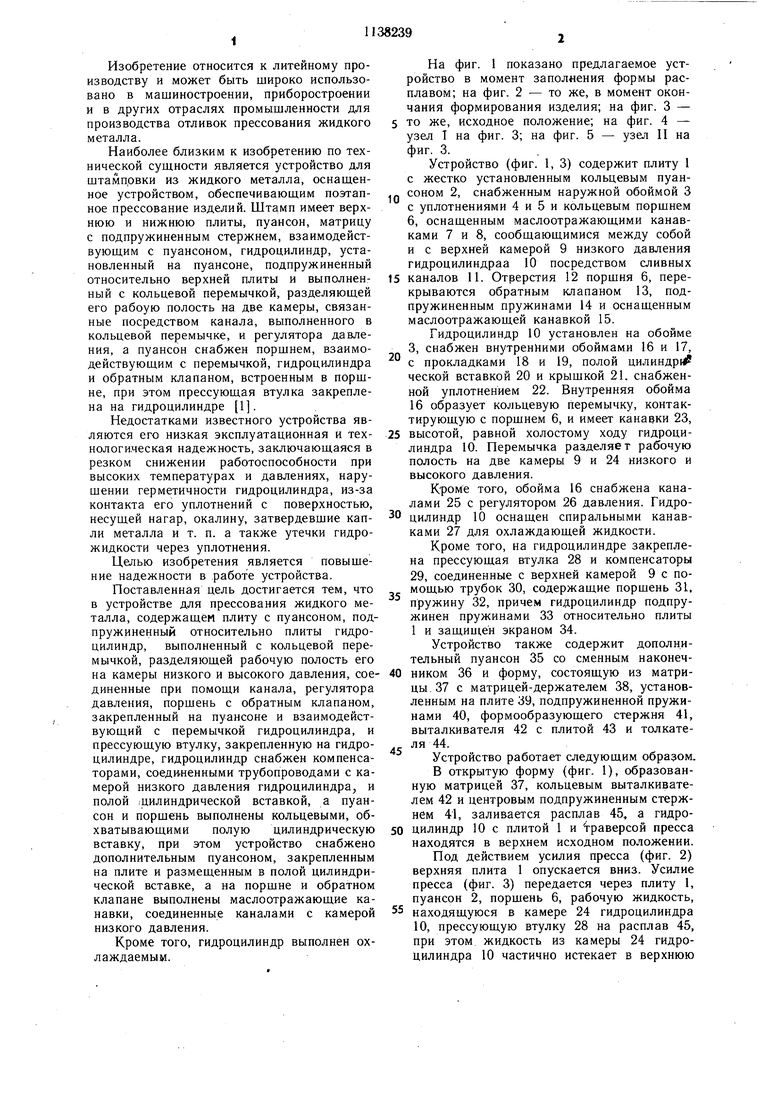
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки из жидкого металла | 1980 |
|
SU973231A1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ ПРЕСС-ФОРМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2114716C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| Пресс для сеносоломистых материалов | 1987 |
|
SU1456052A1 |
| Пресс для сеносоломистых материалов | 1986 |
|
SU1404023A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 1991 |
|
RU2040360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| Устройство для снаряжения боеприпасов | 1971 |
|
SU1841266A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ НА МАШИНАХ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 1991 |
|
RU2030247C1 |
1. УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЖИДКОГО МЕТАЛЛА, содержащее плиту с пуансоном, подпружиненный относительно плиты гидроцилиндр, выполненный с кольцевой перемычкой, разделяющей рабочую полость его на камеры низкого и высокого давления, соединенные при помощи канала, регулятор давления, поршень с обратным клапаном, закреплённый на пуансоне и взаимодействующий с перемычкой гидроцилиндра, и прессующую втулку, закрепленную на гидроцилиндре, отличающееся тем, что, с целью повышения надежности в работе устройства, гидроцилиндр снабжен компенсаторами, соединенными трубопроводами с камерой низкого давления гидроцилиндра, и полой цилиндрической вставкой, а пуансон и поршень выполнены кольцевыми, обхватывающими полую цилиндрическую вставку, при этом устройство снабжено дополнительным пуансоном, закрепленным на плите и размещенным в полой цилиндрической вставке, а на поршне и обратном клапане выполнены маслоотражающие канавки, соединенные каналами с камерой низкого давления. 2. Устройство по п. 1, отличающееся тем, что гидроцилиндр выполнен охлажS даемым.
1 JJ
33
20 35
-4-V
Ю 6 23 24 7
13 Фиг. 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для штамповки из жидкого металла | 1980 |
|
SU973231A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
