(54) УСТРОЙСТВО АКТИВНОГО КОНТРОЛЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ПОСЛЕДУЮЩИМ АВТОМАТИЧЕСКИМ ОБЕСПЕЧЕНИЕМ ЗАДАННОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА И КАЧЕСТВА ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104143C1 |
| Станок для электроискровой обработки внутренних цилиндрических поверхностей | 1988 |
|
SU1657308A1 |
| Станок для электроэрозионной обработки прецизионных отверстий | 1976 |
|
SU865588A1 |
| Устройство для направления электрода по стыку | 1979 |
|
SU856708A1 |
| Прибор активного контроля для шлифования деталей с прерывистыми поверхностями | 1987 |
|
SU1440680A1 |
| Способ электроэрозионной обработки направляющего отверстия в корпусе распылителя | 2022 |
|
RU2797663C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Автомат для электроэрозионной обработки внутренних сопрягаемых поверхностей | 1988 |
|
SU1549684A1 |
| Способ электрообработки | 1989 |
|
SU1756048A1 |
| Установка для электроэрозионного легирования | 1987 |
|
SU1549685A1 |

Изобретение относится к электрофизическим методам обработки и касается устройства активного контроля размера детали при электроэрозионной обработке.
Известно устройство для активного контроля размеров детали в процессе обработки. Измерительный наконечник через измерительную оснастку контактирует непосредственно с деталью с помощью механизма арретирования, а ситнал о достижении заданного диаметрального размера отверстием детали передается . датчиком-преобразователем в блок обработки измерительной информации. Датчик и блок образуют узел фиксации контролируемого размера 1 .
Недостатки использования известного устройства активного контроля при электроэрозионной обработке состоят в том, что из-за низкого качества поверхности (окалина, большие отклонения от правильной геометрической формы как в продольном, так и поперечном сечениях из-за поводок при термообработке, несоразмерные с требуемой точностью, шероховатость поверхности) происходит интенсивный износ измерительных наконечников, приводящий к, потере точности и необходимости частых наладок, возникают большие Д1шамические погрешности измерен11я при вращении обрабатываемой детали.
5 Целью изобретения является повышение точности и производительности контроля размера обрабатываемой детали за счет уменьшения износа измерительного наконечника. Поставленная цель достигается тем, что в
10 устройство введен блок контроля состояния обрабатываемой поверхности, включаюший последовательно соединенные ячейку совпадения, интегратор, компаратор и релейный элемент, причем релейный элемент связан с меха15 |шзмом арретирования и с узлом фиксации контролируемого размера, а входы ячейки совпадения соединены соответственно с генератором рабочих импульсов и датчиком попоже1шя электрода-инструмента относительно зо20ны контролируемого размера детали измерительным наконечником.
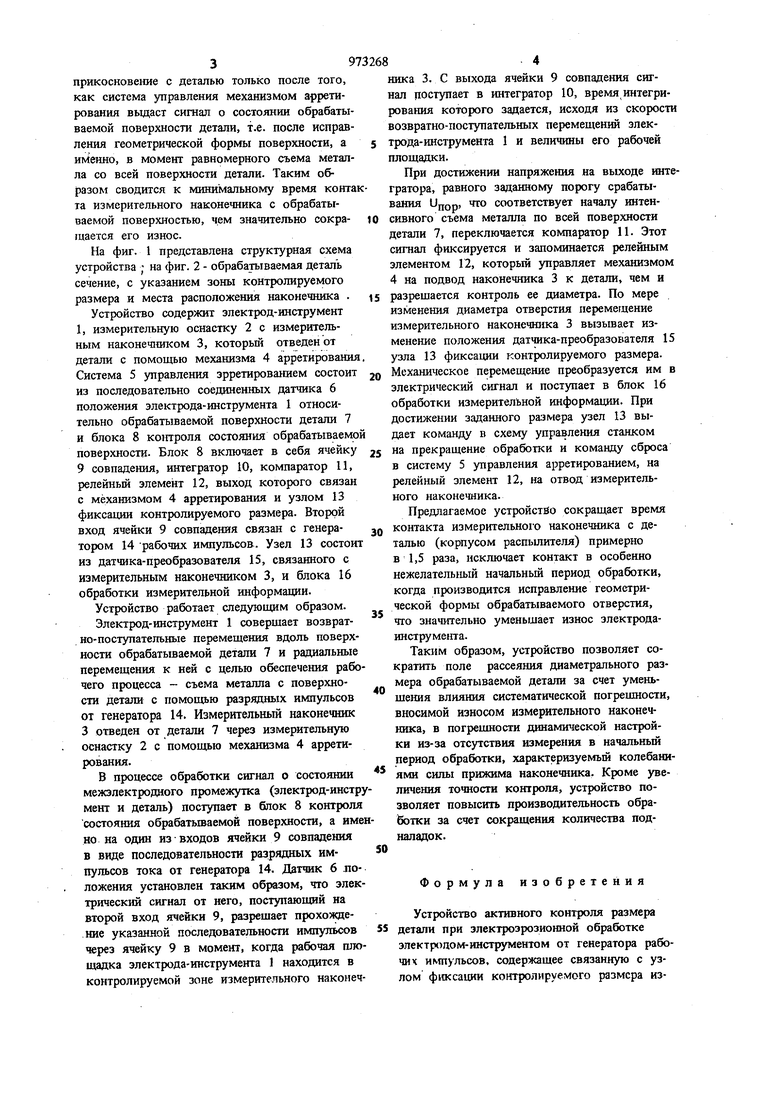
Благодаря такому выполнению устройства измерительный наконечник приводится в соприкосновение с деталью только после того, как система управления механизмом арретирования вьщаст сигнал о состоянии обрабатываемой поверхности детали, т.е. после исправления геометрической формы поверхности, а именно, в момент равномерного съема металла со всей поверхности детали. Таким образом сводится к минимальному время конта та измерительного наконечника с обрабатываемой поверхностью, чем значительно сокращается его износ. На фиг. 1 представлена структурная схема устройства ; на фиг. 2 - обрабатываемая деталь сечение, с указанием зоны контролируемого размера и места расположения наконечника . Устройство содержит электрод-инструмент 1, измерительную оснастку 2 с измерительным наконечником 3, которьш отведен от детали с помощью механизма 4 арретирования Система 5 управления зрретированием состоит из последовательно соединенных датчика 6 положения электрода-инструмента 1 относительно обрабатываемой поверхности детали 7 и блока 8 контроля состояния обрабатываемо поверхности. Блок 8 включает в себя ячейку 9 совпадения, интегратор 10, компаратор 11, релейный элемент 12, выход которого связан с механизмом 4 арретирования и узлом 13 фиксации контролируемого размера. Второй вход ячейки 9 совпадения связан с генератором 14 рабочих импульсов. Узел 13 состоит из датчика-преобразователя 15, связанного с измерительным наконечником 3, и блока 16 обработки измерительной информации. Устройство работает следующим образом. Электрод-инструмент 1 совершает возвратно-поступательные перемещения вдоль поверхности обрабатываемой детали 7 и радиальные перемещения к ней с целью обеспечения рабо чего процесса - съема металла с поверхности детали с помощью разрядных импульсов от генератора 14, Измерительный наконечник 3 отведен от детали 7 через измерительную оснастку 2 с помощью механизма 4 арретирования. В процессе обработки сигнал о состоянии межзлектродного промежутка (электрод-инстр мент и деталь) поступает в блок 8 контроля состояния обрабатьтаемой поверхности, а име но на один из входов ячейки 9 совпадения в виде последовательности разрядных импульсов тока от генератора 14. Датчик 6 .положения установлен таким образом, тто электрический сигнал от него, поступающий иа второй вход ячейки 9, разрешает прохождение указанной последовательности импульсов через ячейку 9 в момент, когда рабочая пло щадка электрода-инструмента 1 находится в контролируемой зоне измерительного наконечника 3. С выхода ячейки 9 совпадения сигнал поступает в интегратор 10, время интегрирования которого задается, исходя из скорости возвратно-поступательных перемещений электрода-инструмента 1 и величины его рабочей площадки. При достижении напряжения на выходе интегратора, равного заданному порогу срабатывания Ujjop, что соответствует началу интенсивного съема металла по всей поверхности детали 7, переключается компаратор 11. Этот сигнал фиксируется и запоминается релейным элементом 12, который управляет механизмом 4 на подвод наконечника 3 к детали, чем и разрешается контроль ее диаметра. По мере изменения диаметра отверстия перемещение измерительного наконечника 3 вызывает изменение положения датчика-преобразователя 15 узла 13 фиксации контролируемого размера. Механическое перемещение преобразуется им в электрический сигнал и поступает в блок 16 обработки измерительной информации. При достижении заданного размера узел 13 выдает команду в схему управления станком на прекращение обработки и команду сброса в систему 5 управления арретированием, на релейный элемент 12, на отвод измерительного наконечника. Предлагаемое устройство сокращает время контакта измерительного наконечника с деталью (корпусом распылителя) примерно в 1,5 раза, исключает контакт в особенно нежелательный начальный период обработки, когда производится исправление геометрической формы обрабатываемого отверстия, что значительно уменьшает износ электродаинструмента. Таким образом, устройство позволяет сократить поле рассеяния диаметрального размера обрабатываемой детали за счет уменьшения влияния систематической погрешности, вносимой износом измерительного наконечника, в погрешности динамической настройки из-за отсутствия измерения в начальный период обработки, характеризуемый колебаниями силы прижима наконечника. Кроме увеличения точности контроля, устройство позволяет повысить производительность обработки за счет сокращения количества подналадок. Формула изобретения Устройство активного контроля размера детали при электроэрозионной обработке электродом-инструментом от генератора рабочих икшульсов, содержащее связанную с узлом фгассации контролируемого размера измерительную оснастку с измерительным наконечником, снабженным механизмом арретирования, отличающееся тем, что, с целью повышения точности контролируемого размера, в устройство введен блок кон троля состояния обрабатываемой поверхности, включающий последовательно соединенные ячейку совпадения, один из входов которой соединен с генератором рабочих импульсов, интегратор, компаратор и релейный элемент. 7
73268«
связанный с узлом фиксашш контролируемого размера и механизмом арретнрования, при этом второй вход ячейки совпадения соединен с введенным в устройство датчиком 5 положения электрода-инструмента.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке to № 2427342/25-08, кл. В 23 Р 1/02, 1976. t
