(54) ПРОФИЛЕШЛИФОВАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство ориентации положения круга профилешлифовального станка | 1980 |
|
SU901038A2 |
| Устройство для ориентации кругапРОфилЕшлифОВАльНОгО CTAHKA | 1979 |
|
SU848321A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| Зубошлифовальный станок для конических колес с круговыми зубьями | 1974 |
|
SU518287A1 |
| Суппорт профилешлифовального станка | 1981 |
|
SU1006193A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| МАШИНА ДЛЯ ПРАВКИ И УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2146598C1 |
Изобретение относится к станкостроению и может быть использовано при разработке оборудования для обработки профильных деталей.
Известен профилешлифовальный станок, содержащий поворотный корпус с подвижной в радиальном направлении шлифовальной головкой, связанной посредством ходового винта с приводом перемещения, устройство ориентации поворотного корпуса, выполненное в виде кулачка, соединенного с шаговым двигателем, и путевых переключателей, установленных на поворотном диске, кинематически связанном с поворотным корпусом, а ,так же устройство числового программного управления 1.
Это устройство обладает ограниченными технологическими возможностями из-за отсутствия бесступенчатого перемещения шлифовальной головки по программе.
Целью изобретения является расширение технологических возможностей станка.
Эта цель достигается тем, что привод перемещения шлифовальной головки выполнен в виде шагового двигателя и соединенного с ним CelMOTOpмозящего редуктора, при этом станок
снабжен блоком ИЛИ-ИЛИ, входы которого соединены с .устройством программного управления, а каждый из выходов соединен с одним из шаговых двигателей .
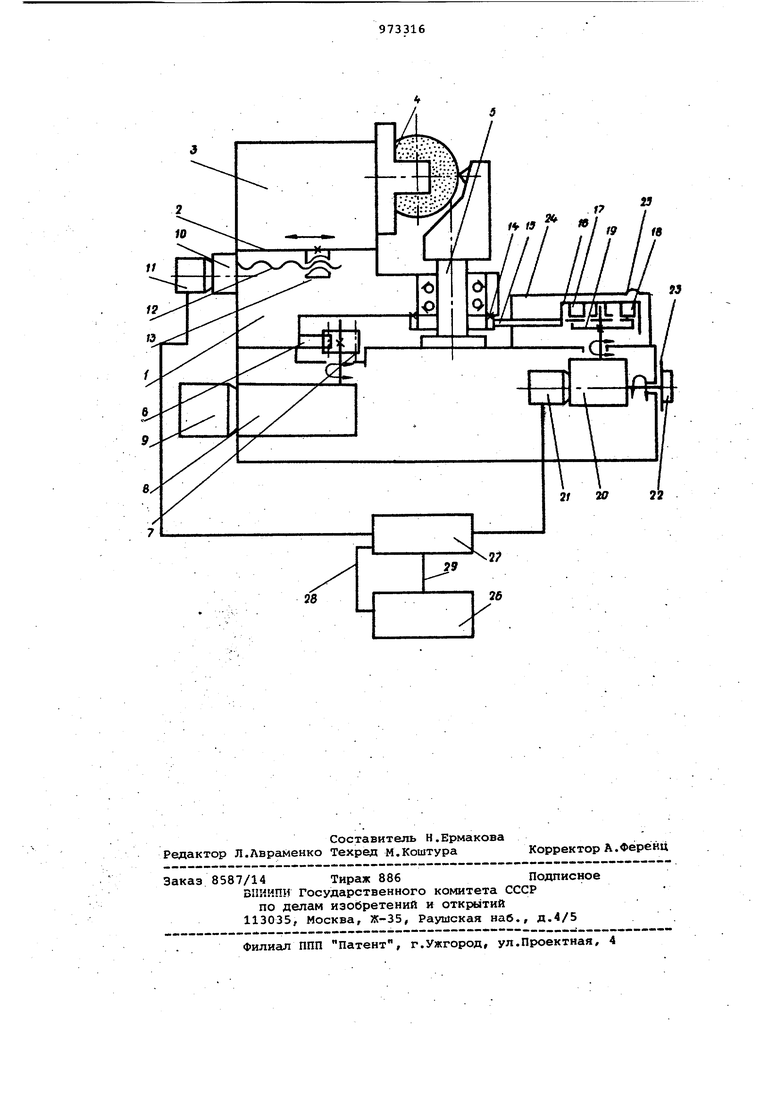
На чертеже показана схема предлагаемого профилешлифовального станка.
Станок содержит поворотный корпус 1, на котором на радиальных направ10ляющих 2 установлена шлифовальная головка 3, несущая шлифовальный круг 4. Кроме того, в центральном отверстии поворотного корпуса 1 размещен палец 5. В нижней части поворотного
15 корпуса 1 размещена рейка 6, зацепляющаяся с шестерней 7 редуктора 8, который соединен с асинхронным двигателем 9. В верхней части поворотного корпуса 1 расположен привод переме20щения в виде самотормозяыего редуктора 10 с шаговым двигателем 11 и ходовой винт 12, которып сопряжен с гайкой 13, закрепленной на шлифовальной головке 3., В центральной час25ти поворотного корпуса 1 закреплен шкив 14, соединенный посредством .ремня 15 с поворотным диском 16, несущим путевые переключатели 17 и 18, контактирующие с кулачком 19. Ку30лачок 19 размещен на оси редуктора 20, соединенного с шаговым двигателем 21, на одной оси с которым может быть расположен маховик 22 с лим бом 23. Диск 16 закрыт кожухом 24 с отверстием, в котором установлено стекло 25 с риской, а на диске 16 на несены деления. Устройство числового программного управления 26 соединено через блок ИЛИ-ИЛИ 27 с шаговыми дви гателями 11 и 21. входами 28 и 29 блок ИЛИ-ИЛИ соединен с устройством числового программного управления 26 Станок работает следующим образом Устройство программного управления 26 вьщает нужную технологическую команду в блок ИЛИ-ИЛИ 27, который подключает к цепи управления шаговый двигатель 11 и блокирует шаговый двигатель 21. Затем устройство программного управления задает величину перемещения, которая отрабатывает шаговый двигатель 11, редуктор 10, винтовую пару 12 и 13. Шлифовальная головка 3 перемещается на заданную величину. Далее устройство программного управления 26 выдает другую технологическую команду, по которой блокируется шаговый двигатель 11 и к цепи управления подключается шаговый Двигатель 21. Затем шаговый двигатель 21 отрабатывает заданную величину перемещения. Движения от шаго вого двигателя 21 через редуктор 20 передаются кулачку 19, который разво рачивается на заданный угол и освобождает один из путевых переключателей 17 или 18. Освобожденный путевой переключатель включает асинхронный двигатель 9, который передает движение через редуктор 8 зубчатому зацеП лению 6 и 7, пока закрепленные на нем путевые переклю гатели 17. и 18 не займут исходного положения относительно кулачка 19. Тогда двигатель ;9 остановится и разворот корпуса 1 прекратится. Таким образом производится автоматическая подача на правку и правка шлифовального круга и его ори ентация. Величина разворота суппорта контролируется визуально через стекло 25 в кожухе 24 Вращая вручную маховик 22, можно аналогичным образом разворачивать кулачок 19 и совершать упомянутым способом ориентацию поворотного корпуса, минуя устройство программного управления. Таким образом, в предлагаемом профилеишифовальном станке создается .возможность управлять двумя шаговыми двигателями при помощи одной координаты, т.е. можно применять более дешевое устройство программного управления, полностью автоматизировать процесс правки шлифовального круга и контролировать величину разворота поворотного корпуса во время обработки детали. Это значительно расширяет технологические возможности станка. Формула изобретения Профилешлифовальный станок, содержащий поворотный корпус с подвижной в радиальном направлении шлифовальной головкой, связанной посредством ходового винта с приводом перемещения, устройство ориентации поворотного корпуса, выполненное в виде кулачка, соединенного с шаговым двигателем, и путевых переключателей, установленных на поворотном диске, кинематически связанном с поворотным корпусом, а также устройство числового программного управления, отличающийся тем, что, с целью расширения технологических возможностей, привод перемещения шлифовальной головки вьшолнен в виде шагового двигателя и соединенного с ним самотормозящего редуктора, при этом станок снабжен блоком ИЛИ-ИЛИ, входы которого соединены с устройством программного управления, а каждый из выходов соединен с одним из шаговых двигателей. Источники информации, принятые во внимание при экспертизе 1. Исаев А.С. и др. Шлифование фасонных поверхностей., М., Машиностро.ение, 1980, с. 26.
