(54) ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ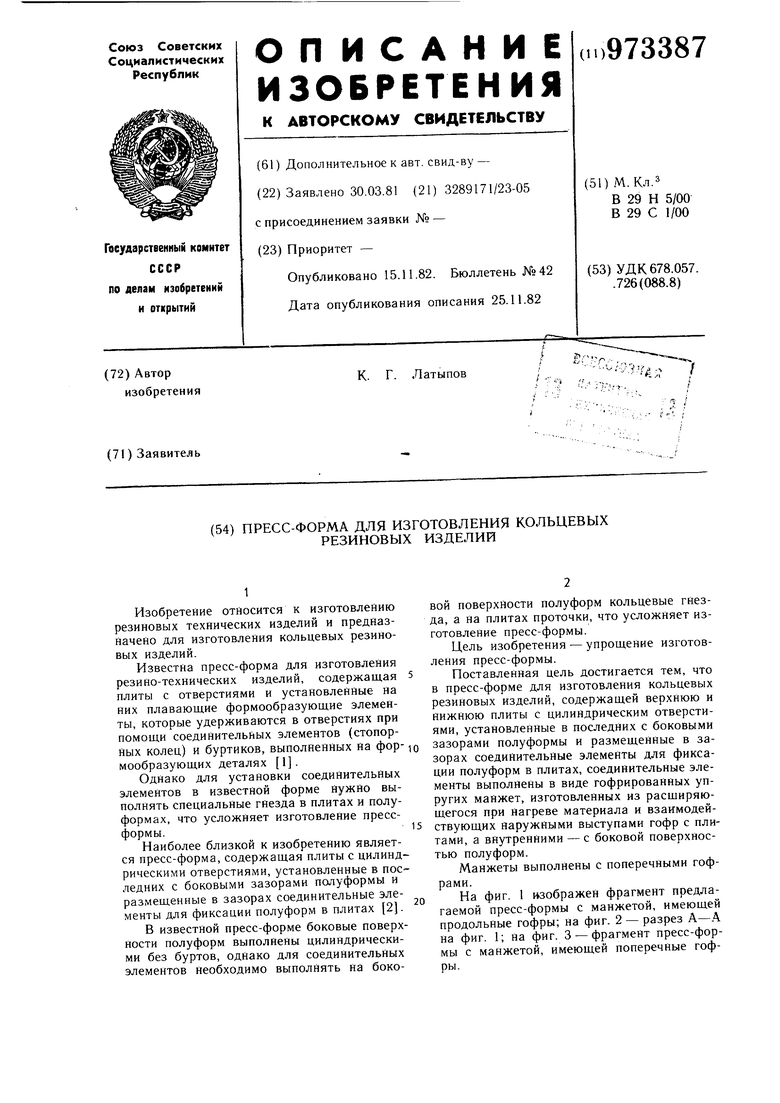
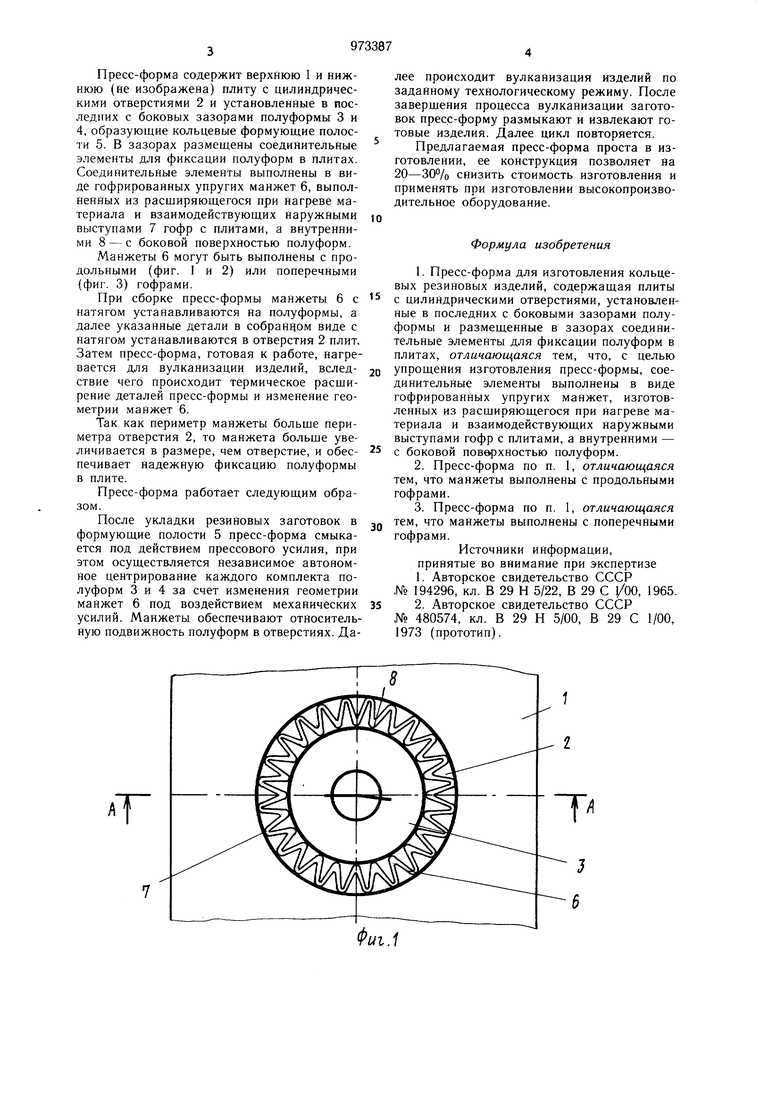
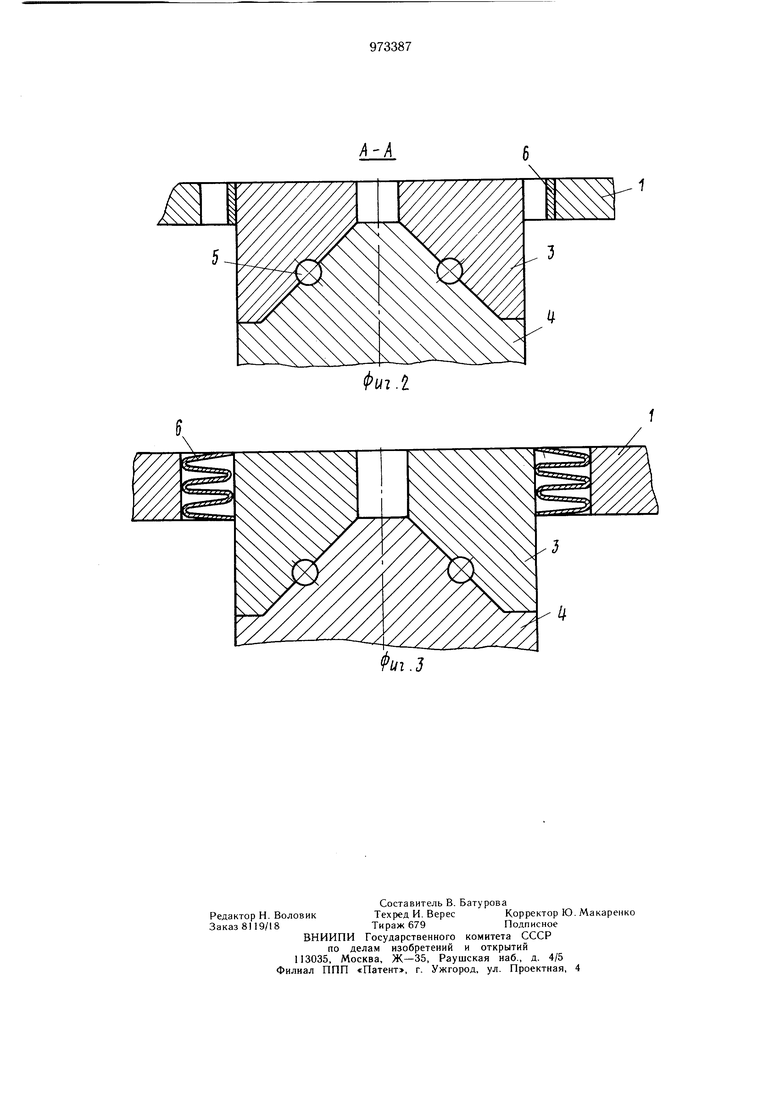
Изобретение относится к изготовлению резиновых технических изделий и предназначено для изготовления кольцевых резиновых изделий. Известна пресс-форма для изготовления резино-технических изделий, содержащая плиты с отверстиями и установленные на Них плавающие формообразующие элементы, которые удерживаются в отверстиях при помощи соединительных элементов (стопорных колец) и буртиков, выполненных на формообразующих деталях 1. Однако для установки соединительных элементов в известной форме нужно выполнять специальные гнезда в плитах и полуформах, что усложняет изготовление прессформы. Наиболее близкой к изобретению является пресс-форма, содержащая плиты с цилиндрическими отверстиями, установленные в последних с боковыми зазорами полуформы и размещенные в зазорах соединительные элементы для фиксации полуформ в плитах 2. В известной пресс-форме боковые поверхности полуформ выполнены цилиндрическими без буртов, однако для соединительных элементов необходимо выполнять на бокоВОЙ поверхности полуформ кольцевые гнезда, а На плитах проточки, что усложняет изготовление пресс-формы. Цель изобретения - упрощение изготовления пресс-формы. Поставленная цель достигается тем, что в пресс-форме для изготовления кольцевых резиновых изделий, содержащей верхнюю и нижнюю плиты с цилиндрическим отверстиями, установленные в последних с боковыми зазорами полуформы и размещенные в зазорах соединительные элементы для фиксации полуформ в плитах, соединительные элементы выполнены в виде гофрированных упругих манжет, изготовленных из расщиряющегося при нагреве материала и взаимодействующих наружными выступами гофр с плитами, а внутренними - с боковой поверхностью полуформ. Манжеты выполнены с поперечными гофрами. На фиг. 1 изображен фрагмент предлагаемой пресс-формы с манжетой, имеющей продольные гофры; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - фрагмент пресс-формы с манжетой, имеющей поперечные гофры. Пресс-форма содержит верхнюю 1 и нижнюю (не изображена) плиту с цилиндрическими отверстиями 2 и установленные в последних с боковых зазорами полуформы 3 и 4, образующие кольцевые формующие полости 5. В зазорах размещены соединительные элементы для фиксации гюлуформ в плитах. Соединительные элементы выполнены в виде гофрированных упругих манжет 6, выполненных из расширяющегося при нагреве материала и взаимодействующих наружными выступами 7 гофр с плитами, а внутренними 8 - с боковой поверхностью полуформ. Манжеты 6 могут быть выполнены с продольными (фиг. 1 и 2) или поперечными (фиг. 3) гофрами. При сборке пресс-формы манжеты 6с натягом устанавливаются на полуформы, а далее указанные детали в собранном виде с йатягом устанавливаются в отверстия 2 плит. Затем пресс-форма, готовая к работе, нагревается для вулканизации изделий, вследствие чего происходит термическое расширение деталей пресс-формы и изменение геометрии манжет 6. Так как периметр манжеты больше периметра отверстия 2, то манжета больше увеличивается в размере, чем отверстие, и обеспечивает надежную фиксацию полуформы в плите. Пресс-форма работает следующим образом. После укладки резиновых заготовок в формующие полости 5 пресс-форма смыкается под действием прессового усилия, при этом осуществляется независимое автономное центрирование каждого комплекта полуформ 3 и 4 за счет изменения геометрии манжет 6 под воздействием механических усилий. Манжеты обеспечивают относительную подвижность полуформ в отверстиях. Далее происходит вулканизация изделий по заданному технологическому режиму. После заверщения процесса вулканизации заготовок пресс-форму размыкают и извлекают готовые изделия. Далее цикл повторяется. Предлагаемая пресс-форма проста в изготовлении, ее конструкция позволяет на 20-30% снизить стоимость изготовления и применять при изготовлении высокопроизводительное оборудование. Формула изобретения 1.Пресс-форма для изготовления кольцевых резиновых изделий, содержащая плиты с цилиндрическими отверстиями, установленные в последних с боковыми зазорами полуформы и размещенные в зазорах соединительные элементы для фиксации полуформ в плитах, отличающаяся тем, что, с целью упрощения изготовления пресс-формы, соединительные элементы выполнены в виде гофрированных упругих манжет, изготовленных из расширяющегося при нагреве материала и взаимодействующих наружными выступами гофр с плитами, а внутренними - с боковой пов хностью полуформ. 2.Пресс-форма по п. 1, отличающаяся тем, что манжеты выполнены с продольными гофрами. 3.Пресс-форма по п. 1, отличающаяся тем, что манжеты выполнены с поперечными гофрами. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 194296, кл. В 29 Н 5/22, В 29 С 1/00, 1965. 2.Авторское свидетельство СССР № 480574, кл. В 29 Н 5/00, В 29 С 1/00, 1973 (прототип).
ФИ1.1
