S
(Л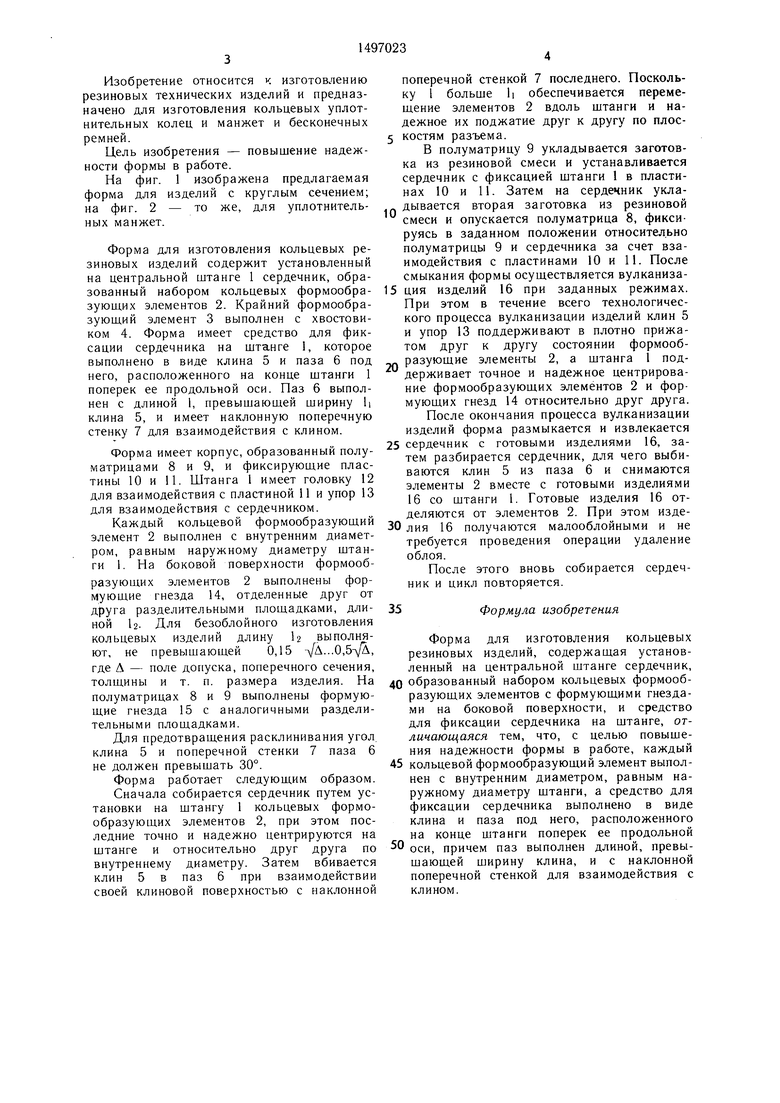
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления кольцевых резиновых изделий | 1982 |
|
SU1063620A1 |
| Пресс-форма для изготовления кольцевых резиновых изделий | 1981 |
|
SU973387A1 |
| Пресс-форма для изготовления железобетонных изделий | 1985 |
|
SU1390034A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ СТТ И ФОРМООБРАЗУЮЩАЯ ОСНАСТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2508464C2 |
| Пресс-форма для изготовления полых полимерных изделий | 1978 |
|
SU905111A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
| Литьевая форма для изготовления изделий из полимерного материала | 1987 |
|
SU1497024A1 |
| Прессформа | 1974 |
|
SU556039A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий с пересекающимися каналами | 1988 |
|
SU1595662A1 |
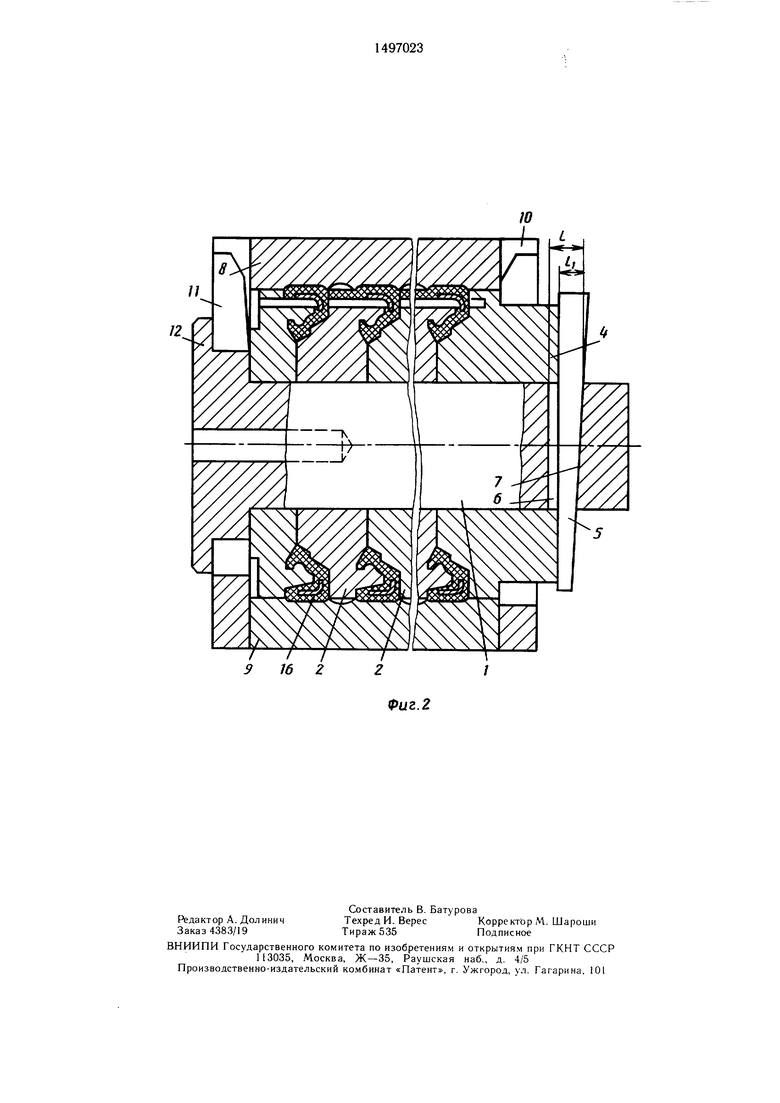
Изобретение относится к области изготовления резиновых технических изделий и предназначено для изготовления кольцевых резиновых изделий - уплотнительных колец и манжет и бесконечных ремней. Цель изобретения - повышение надежности формы в работе. Для этого средство для фиксации сердечника на штанге 1 выполнено в виде клина 5 и паза 6. Паз 6 расположен на конце штанги 1 поперек ее продольной оси. Длина L паза превышает ширину L1 клина 5. Поперечная стенка 7 паза 6 выполнена наклонной. Кольцевые формообразующие элементы 2 выполнены с внутренним диаметром, равным наружному диаметру штанги. При сборке сердечника формообразующие элементы 2 установливаются на штанге 1, центрируясь по ней внутренним диаметром, и поджимаются друг к другу с помощью клина 5. При этом обеспечивается точное центрирование формующих гнезд 14. 2 ил.
11
О N9
00
Изобретение относится к изготовлению резиновых технических изделий и предназначено для изготовления кольцевых уплот- нительных колец и манжет и бесконечных ремней.
Цель изобретения - повышение надежности формы в работе.
На фиг. 1 изображена предлагаемая форма для изделий с круглым сечением; на фиг. 2 - то же, для уплотнитель- ных манжет.
Форма для изготовления кольцевых резиновых изделий содержит установленный на центральной штанге 1 сердечник, образованный набором кольцевых формообразующих элементов 2. Крайний формообразующий элемент 3 выполнен с хвостовиком 4. Форма имеет средство для фиксации сердечника на штанге 1, которое выполнено в виде клина 5 и паза 6 под него, расположенного на конце штанги 1 поперек ее продольной оси. Паз 6 выполнен с длиной 1, превышающей ширину li клина 5, и имеет наклонную поперечную стенку 7 для взаимодействия с клином.
Форма имеет корпус, образованный полуматрицами 8 и 9, и фиксирующие пластины 10 и 11. Штанга 1 имеет головку 12 для взаимодействия с пластиной 11 и упор 13 для взаимодействия с сердечником.
Каждый кольцевой формообразующий элемент 2 выполнен с внутренним диаметром, равным наружному диаметру штанги 1. На боковой поверхности формообразующих элементов 2 выполнены формующие гнезда 14, отделенные друг от друга разделительными площадками, длиной Ь. Для безоблойного изготовления кольцевых изделий длину Ь выполняют, не превыщающей 0,15 Л...О,, где Д - поле допуска, поперечного сечения, толщины и т. п. размера изделия. На полуматрицах 8 и 9 выполнены формующие гнезда 15 с аналогичными разделительными площадками.
Для предотвращения расклинивания угол, клина 5 и поперечной стенки 7 паза 6 не должен превышать 30°.
Форма работает следующим образом.
Сначала собирается сердечник путем установки на штангу 1 кольцевых формообразующих элементов 2, при этом последние точно и надежно центрируются на штанге и относительно друг друга по внутреннему диаметру. Затем вбивается клин 5 в паз 6 при взаимодействии своей клиновой поверхностью с наклонной
поперечной стенкой 7 последнего. Поскольку 1 больше h обеспечивается перемещение элементов 2 вдоль штанги и надежное их поджатие друг к другу по плоскостям разъема.
В полуматрицу 9 укладывается заготовка из резиновой смеси и устанавливается сердечник с фиксацией штанги 1 в пластинах 10 и 11. Затем на сердечник укладывается вторая заготовка из резиновой смеси и опускается полуматрица 8, фиксируясь в заданном положении относительно полуматрицы 9 и сердечника за счет взаимодействия с пластинами 10 и 11. После смыкания формы осуществляется вулканиза5 ция изделий 16 при заданных режимах. При этом в течение всего технологического процесса вулканизации изделий клин 5 и упор 13 поддерживают в плотно прижатом друг к другу состоянии формооб- разующие элементы 2, а штанга 1 под- держивает точное и надежное центрирование формообразующих элементов 2 и формующих гнезд 14 относительно друг друга. После окончания процесса вулканизации изделий форма размыкается и извлекается
5 сердечник с готовыми изделиями 16, затем разбирается сердечник, для чего выбиваются клин 5 из паза 6 и снимаются элементы 2 вместе с готовыми изделиями 16 со штанги 1. Готовые изделия 16 отделяются от элементов 2. При этом изде0 ЛИЯ 16 получаются малооблойными и не требуется проведения операции удаление облоя.
После этого вновь собирается сердечник и цикл повторяется.
35
Формула изобретения
Форма для изготовления кольцевых резиновых изделий, содержащая установленный на центральной щтанге сердечник,
40 образованный набором кольцевых формообразующих элементов с формующими гнездами на боковой поверхности, и средство для фиксации сердечника на штанге, отличающаяся тем, что, с целью повышения надежности формы в работе, каждый
45 кольцевой формообразующий элемент выполнен с внутренним диаметром, равным наружному диаметру штанги, а средство для фиксации сердечника выполнено в виде клина и паза под него, расположенного на конце штанги поперек ее продольной
оси, причем паз выполнен длиной, превышающей ширину клина, и с наклонной поперечной стенкой для взаимодействия с клином.
Фиг. 2
| Патент США № 3702138, кл | |||
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Способ изготовления зубчатых клиновых ремней | 1985 |
|
SU1279841A1 |
| Солесос | 1922 |
|
SU29A1 |
