Изобретение относится к электротехнической промышленности, в частности к производству электрических источников света, преимущественно сборке цоколей ламп накаливания общего назначения, и может быть использовано в различных отраслях машиностроения и приборостроения для сборки изделий методом непрерывного прессования.
Известно устройство для сборки цоколей периодически-прерывистого действия, согласно которому сборка цоколя производится вальцеванием корпуса на пуговичный вариант контактной пластинки с изоляцией, вальцевание производится вращакяцимися головками.
Управление рабочим циклом, заключающимся в повороте карусели на один шаг при двойном ходе исполнительных механизмов, производится распределительным валом посредством кулачковых и рычажных механизмов и синусоидного кулачка плиты flj.
Наличие механизмов с приводом вращательного движения, множества кулачковых и рычажных механизмов и мезанизма секционного поворота карусели усложняют конструкцию устройства
и снижают надежность его работы, а гарантированный зазор в исполнительных элементах поворотного механизма и возникающие при повороте ийерционные силы снижают точность взаимной фиксации установленных на подвижном и неподвижном частях устройства исполнительных механизмов, ограничивают скорость поворота карусели, приводят к снижению точности и производительности сборки цоколей.
Наиболее близким к изобретению является устройство для сборки нормальных осветительных ламп, содержащее неподвижный стол, вращающуюся карусель с рабочими гнездами, механизмы для ориентации и выдачи контактных пластинок и корпуса цоколя и неподвижные копиры для возвратнопоступательных перемещений исполнительных механизмов Г23.
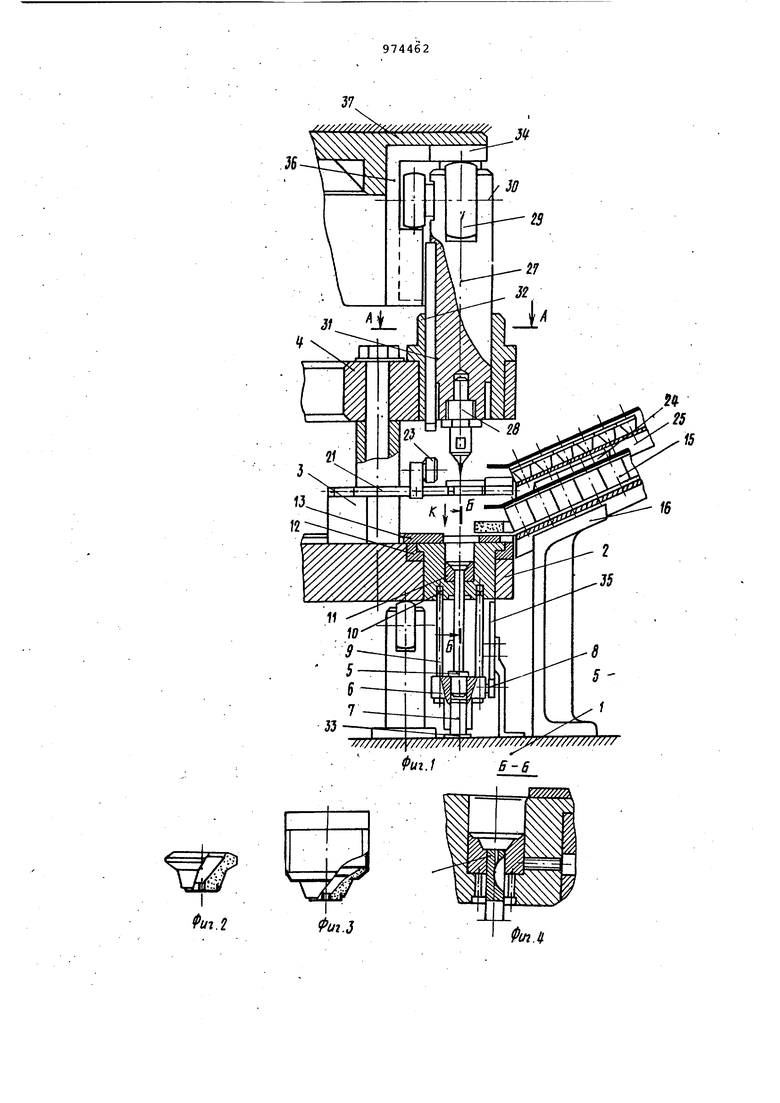
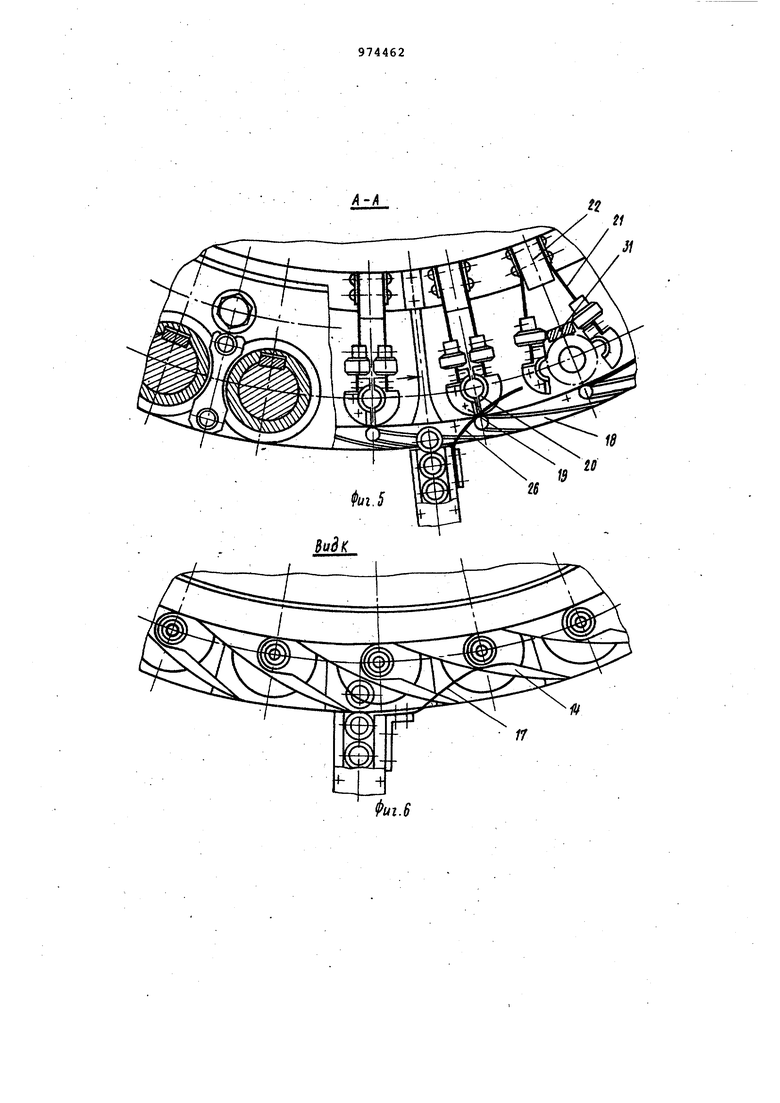
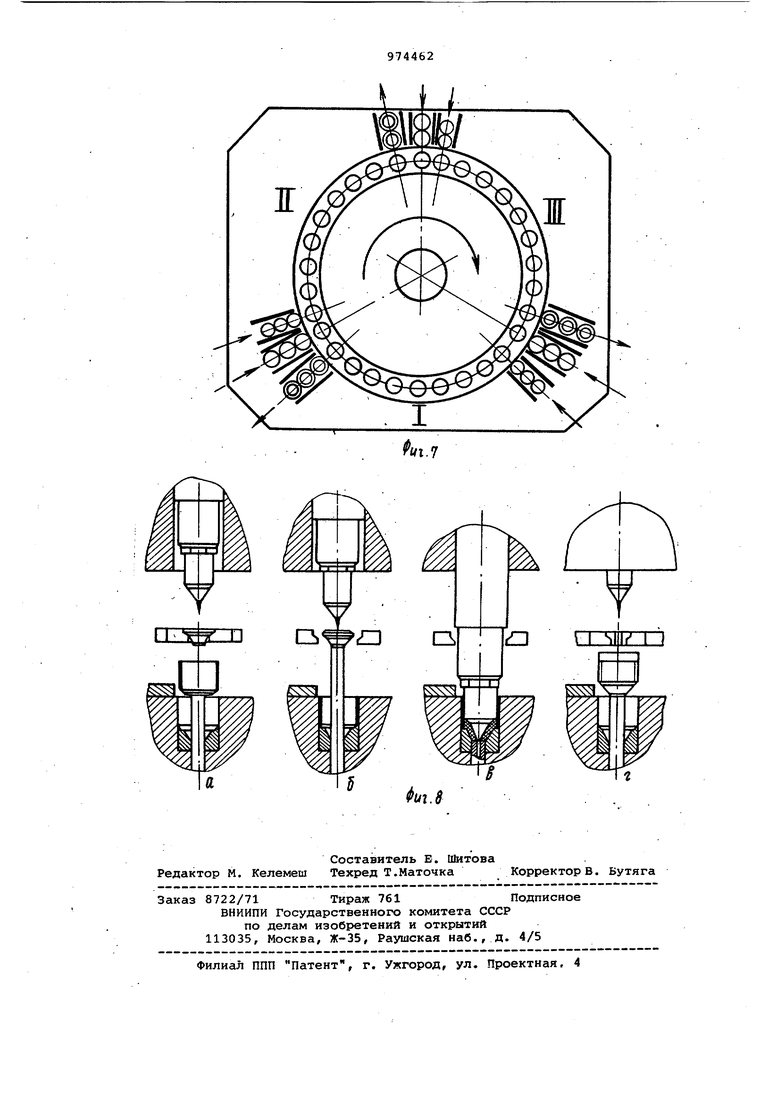
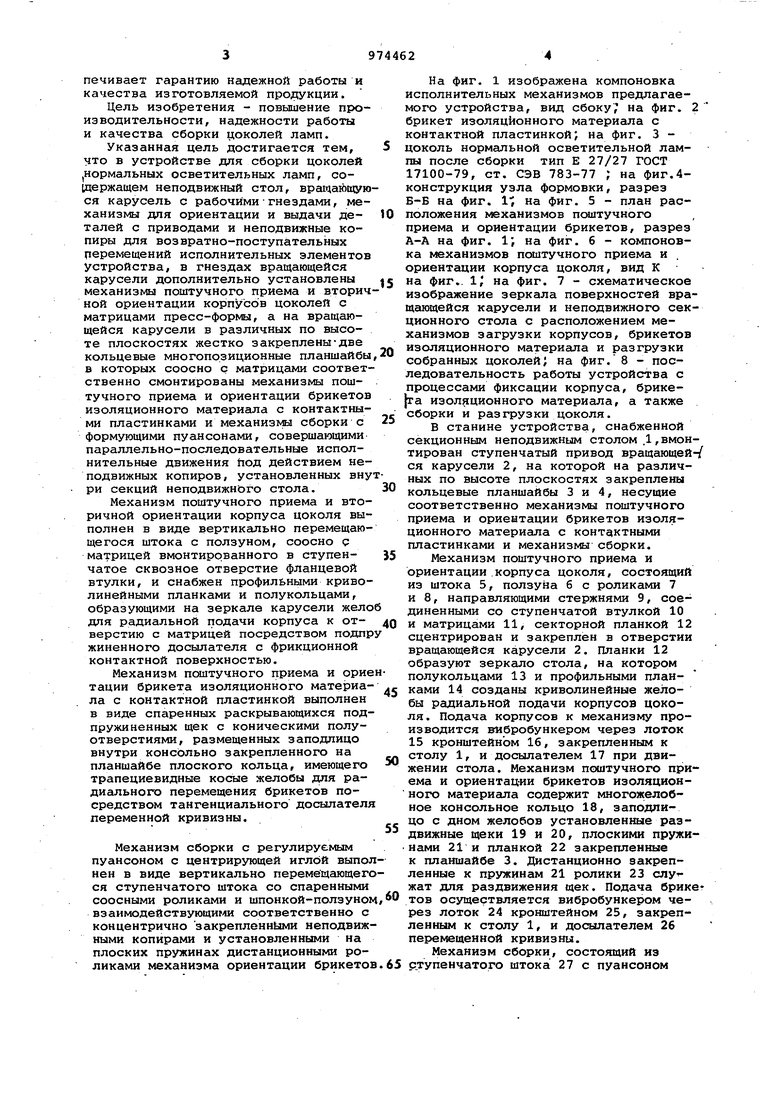
Стекломасса для механическоТо . крепления и изоляции контактных пластинок от kopnyca цоколя подается тонкой струей при t 1150-1200 С в рабочие гнезда карусели и формуется. Формовка производится при неподвижном состоянии карусели, что снижает производительность карусели, а конструкция исполнительных механизмов не обес печивает гарантию надежной работы и качества изготовляемой продукции. Цель изобретения - повышение производительности, надежности работы и качества сборки цоколей ламп. Указанная цель достигается тем, что в устройстве для сборки цоколей нормальных осветительных ламп, содержащем неподвижный стол, вращазбщую ся карусель с рабочими гнездами, механизмы для ориентации и выдачи деталей с приводами и неподвижные копиры для возвратно-поступательных перемещений исполнительных элементов устройства, в гнездах вращающейся карусели дополнительно установлены механизмы поштучного приема и вторич ной ориентации корпусов цоколей с матрицами пресс-формы, а на вращающейся карусели в различных по высоте плоскостях жестко закреплены-две кольцевые многопозиционные планшайбы в которых соосно с матрицгили соответ ственно смонтированы механизмы поштучного приема и ориентации брикетов изоляционного материала с контактными пластинками и механизмы сборки с формующими пуансонами, совершающими параллельно-последовательные исполнительные движения tioR действием неподвижных копиров, установленных вну ри секций неподвижного стола. Механизм поштучного приема и вторичной ориентации корпуса цоколя выполнен в виде вертикально перемещающегося штока с ползуном, соосно с матрицей вмонтированного в ступенчатое сквозное отверстие фланцевой втулки, и снабжен профильными криво линейными планками и полукольцами, образующими на зеркале карусели жело для радиальной подачи корпуса к отверстию с матрицей посредством подпр жиненного досылателя с фрикционной контактной поверхностью. Механизм поштучного приема и ори тации брикета изоляционного материа ла с контактной пластинкой выполнен в виде спаренных раскрывающихся под пружиненных щек с коническими полуотверстиями, размещенных заподлицо внутри консольно закрепленного на планшайбе плоского кольца, имеющего трапециевидные косые желобы для радиальногч) перемещения брикетов посредством тангенциального досылател переменной кривизны. Механизм сборки с регулируемым пуансоном с центрирующей иглой выпо нен в виде вертикально перемещающег ся ступенчатого штока со спаренными соосными роликами и шпонкой-ползуно взаимодействующими соответственно с концентрично закрепленными неподвиж ными копирами и установленными на плоских пружинах дистанционными роликами механизма ориентации брикето На фиг. 1 изображена компоновка исполнительных механизмов предлагаемого устройства, вид сбоку, на фиг. 2 брикет изоляционного материала с контактной пластинкой; на фиг. 3 цоколь нормальной осветительной лампы после сборки тип Б 27/27 ГОСТ 17100-79, ст. СЭВ 783-77 ; на фиг.4конструкция узла формовки, разрез Б-Б на фиг. 1, на фиг. 5 - план расположения механизмов псяитучного приема и ориентации брикетов, разрез А-А на фиг. 1; на фиг. б - компоновка механизмов поштучного приема и ориентации корпуса цоколя, вид К на фиг., i; на фиг. 7 - схематическое изображение зеркала поверхностей вращёиощейся карусели и неподвижного секционного стола с расположением механизмов загрузки корпусов, брикетов изоляционного материала и разгрузки собранных цоколей; на фиг. 8 - последовательность работы устройства с процессами фиксации корпуса, брике{га изоляционного материала, а также сборки и разгрузки цоколя. В станине устройства, снабженной секционным неподвижным столом .1,вмонтирован ступенчатый привод вращающей-/ ся карусели 2, на которой на различных по высоте плоскостях закреплены кольцевые планшайбы 3 и 4, несущие соответственно механизмы поштучного приема и ориентации брикетов изоляционного материала с контактными пластинками и механизмы сборки. Механизм поштучного приема и ориентации корпуса цоколя, состоящий из штока 5, ползуна б с роликами 7 и 8, направляющими стержнями 9, соединенными со ступенчатой втулкой 10 и матрицами 11, секторной планкой 12 сцентрирован и закреплен в отверстии вращающейся карусели 2. Планки 12 образуют зеркало стола, на котором полукольцами 13 и профильными планками 14 созданы криволинейные желобы радиальной подачи корпусов цоколя. Подача корпусов к механизму производится вмбробункером через лоток 15 кронштейном 16, закрепленным к столу 1, и досылателем 17 при движении стола. Механизм поштучного приема и ориентац-ии брикетов изоляционного материала содержит многожелобное консольное кольцо 18, заподлицо с дном желобов установленные раздвижные щеки 19 и 20, плоскими пружинами 21 и планкой 22 закрепленные к планшайбе 3. Дистанционно закрепленные к пружинам 21 ролики 23 слу жат для раздвижения щек. Подача брикетов осуществляется вибробункером через лоток 24 кронштейном 25, закрепленным к столу 1, и досылателем 26 перемещенной кривизны. Механизм сборки, состо5пций из ступенчатого штока 27 с пуансоном 28, соосно и эксцентрично расположе ных роликов 29 и 30 и шпонки-ползун с клиновидным наконечником 31, вмон тирован во втулке 32 планшайбы 4 соосно с гнездами механизма ориента ции корпуса цоколя. Исполнительные элементы механизм устройства рабочие движения получаю при вращении карусели 2 от контакти рования с копирами 33 и 34, а возврат в исходные положения осуществляется копирами 35 и 36, закрепленными к столу 1 и верхней неподвижно плите 37. Рабочее пространство стола 1 раз делено на секции, в которых параллельно-последовательно производятся двойная .ориентация, псхитучная выдач и захват корпусов цоколей и брикето изоляционного материала, сборка и разгрузка собранных цоколей. Работа устройства начинается с о новременной загрузки корпусов цоко. лей и брикетов изоляционного матери ла (количество секций соответствуют количеству загружаемых деталей) в секциях, куда они подаются в ориен|Тированном состоянии многожелобными ,|вибробункерами (не показаны), соответственно лотками 15 и 24. Первичная ориентация деталей производится в вибробункерах, вторичная - в лотках. Псяятучный захват корпусов из потока производится криволинейными желобами, созданными планками 14 в моменты, когда торец штока 5 копиром 33, ползуном б и роликом 7 поднят на уровень дна желобов. Радиаль ное перемещение корпусов к гнездам втулки 10 и матрицам 11 производится по ходу движения карусели 2 кривО линейным подпружиненным досылателем 17 с фрикционной контактной поверхностью. Загрузка корпусов в гнезда осуществляется под собственным весом. Поштучный захват брикетов изоляционного материала производится косыми трапециевидными желобгили- консольного кольца 18, а перемещение их к фиксирукяцему коническому разрезному отверстию, образованному полуотверстиями щек 19 и 20 - досылателем 26. Фиксация брикетов осуществляется ..его геометрической формой под собственным весом.. После загрузки корпусов цоколя и брикетов шток.5 поднимается до соприкосновения с брикетом, а шток 27 с пуансоном 28 через ролик 29 и копир 34 синхронно со штоком 5 опускается и центрирующей иголкой пуансона 28 фиксирует брикет по отверстию штока 5, затем штоки с фиксированным брикетом совместно опускгиотся вниз и устанавливают брикет в отверстие корпуса цоколя. При движении вниз ползун 31 через ролики 23 и пластинчатые пружины 21 производит раздвижение щек 19 и 20 для беспрепятственного перемещения штока 27вниз, одновременно препятствуя его повороту. в конце рабочего хода шток 5 останавливается упорами стержней 9, а шток 27 пуансоном 28 производит формование и жесткое крепление контактной пластинки к корпусу цоколя изоляционным материалом. После сборки цоколя шток 27 копиром 36 и роликом 30 быстро возвращается в исходное положение, при : этом ролики 23 освобождаются от ползуна 31, а пластинчатые пружины 21 сводят щеки 19 и 20 в первоначальное положение. Собранный цоколь штоком 5 выводится из гнезда и сбраск вающей планкой (не показана/ . удсшяется с рабочей зоны сборки, затем шток 5 копиром 35, ползуном 6 и роликом 8 возвращается в исходное положение и вращающаяся карусель 2 целевые механизмы в исходных положениях перемещает в следующую секцию неподвижного стола 1, где цикл работы устройства повторяется. Каждая рабочая позиция устройства за один оборот стола производит сборку равiHoro числу секций количества цоколей. Отсутствие высоких температур, снижающих надежность и срок службы механизмов, вращающихся исполнительных механизмов с индивидуальными приводами, распределительного вала с множеством кулачковых и рычажных механизмов и г ханизма периодически-прерывистого вращения упрощает конструкцию устройства, увеличивая долговечность и надежность eio работы. Использование принципа непрерывной работы позволяет резко повысить производительность сборки цоколей, значительно сократить энергоемкость процесса и необходимые производственные площади.-« Производительность трехсекцион-ного устройства за час составляет 18000-20000 шт, а производительность известных устройств, oбcлyживae «x двумя рабочими, - 3000-3600 шт/ч. Предлагаемое устройство обеспечивает высокопроизводительную сборку цоколей нормальных осветительных ламп к стабильное высокое качество продукции при незначительных захватах сил т средств для их производства. . Формула изобретения 1. Устройство для сборки цоколей, нормальных осветительных ламп, содержащее неподвижный стол, вращающуюся карусель с рабочими гнездами механизмы для ориентации и выдачи деталей с приводами и неподвижные копиры для возвратно-поступательных перемещений исполнительных элементов устройства, от ли ч а ю щ е ес я тем, что, с целью повышения производительности устройства, надежности работы и качества сборки цоколей, в гнездах вращающейся карусели дополнительно установлены механизмы поитучного приема и вторичной ориентации корпусов цоколя с матрицами пресс-формы, а на -вращающейся карусели в различных по высоте плоскостях жестко закреплены две кольцевые многопозиционные планшайбы, в которых соосно с матрицами соот- . ветственно смонтированы механизмы . поштучного приема и ориентации брикетов изоляционного материала с контактными пластинками и механизмы сборки с формующими пуансонами, совершающими параллельно-последовательные исполнительные движения под действием неподвижных копиров, установленных внутри секций, неподвижного стола.
2. Устройство по п. 1, отличающееся тем, что механизм поштучного приема и вторичной ориентации корпуса цоколя выполнен в виде вертикально перемещающегося штока с ползуном, соосно с матрицей (Вмонтированного в ступенчатое сквозное отверстие фланцевой втулки, и снабжен профильными криволинейными планками и полукольцами, образующими на зеркале карусели желоб для радиальной подачи корпуса к отверстию с матрицей посредством подпружиненного досылателя с фрикционной контактной поверхностью.
3. Устройство по п. 1, отличающееся тем, что механизм поштучного приема и ориентации брикета изоляционного материала с контактной пластинкой выполнен в виде
0 спаренных раскрывающихся подпружиненных щек с коническими полуотверстиями, размещенных заподлицо внутри консольно закрепленного на планшайбе плоского кольца, имеющего трапециевидные косые желобы для радиального перемещения брикетов посредством тангенциального досылателя переменной кривизны,
4. Устройство по п. 1, о т л и 0 чающееся тем, что механизм сборки с регулируемым пуансоном с центрирующей иголкой выполнен в виде вертикально перемещающегося ступенчато.го штока со спаренными соосны5 ми роликами и шпонкой-ползуном, взаимодействующими соответственно с концентрично закрепленными неподвижными копирами и установленными на плоских пружинах дистанционными ролиQ ками механизма ориентации брикетов.
Источники информации, принятые во вн-имание при экспертизе
1.Устройство сборки-цоколей ЛИОН. Проспект фирмы TUNGSRAM, Венгрия.
2.Ульмишек Л.Г. Производство электрических ламп накаливания. М., 1958, с. 292 - 300.
.////// yy//y -.
Фиг.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| Устройство подачи цоколей автоламп на карусель заливочной машины | 1984 |
|
SU1267513A1 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| Автомат для заливки стеклоизоляции в цоколь | 1987 |
|
SU1511786A1 |
| Устройство для подачи штифтовых корпусов цоколей источников света на карусель заливочной машины | 1988 |
|
SU1543479A1 |
| Автомат для заливки цоколей источников света | 1984 |
|
SU1262596A1 |
| Устройство для подачи стаканов цоколей автоламп на карусель заливочной машины | 1986 |
|
SU1394275A1 |
| ГИСТОХРОМАТОР) ДЛЯ ОБРАБОТКИ ГИСТОЛОГИЧЕСКОГО МАТЕРИАЛА | 1966 |
|
SU185461A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Устройство для монтажа ножек люминесцентных ламп | 1988 |
|
SU1622911A1 |