1
(2.1) 4219924/23-02
(22) 01.
(46) 23.06.89. Бкш. № 23
(71)Научно-исследовательский институт специальных способов литья
(72)И.Д.Буяджи, И.И.Буяджи, Э.Б.Ставницер, Ао Г.Мирошниченко,
В.Н .Мирошниченко , В.Р. Закрочинский и Л.М.Каневский
(53)621.740.43.3 (088о8)
(56) Авторское свидетельство СССР № 846059, кл. В 22 С 9/02, 1980.
Авторское свидетельство СССР № 1294453, кл. В 22 С , 1985.
(54)УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКОЙ
(57) Изобретение относится к литейному производству. Цель изобретения - снижение металлоемкости, уменьшение занимаемой площади и улучшение эксплуатационных характеристик. Уста- овка содержит вибростол 4, установленный на ресивере 1, по периметру которого размещены щелевые отсасывающие патрубки 18 с заслонками 19. При вакуумировании полости формы сухой наполнитель через отсасывающие патрубки 18 попадает в ресивер.1 и отса-, сывается вентиляционной системой. Эффективность отсоса регулируется заслонками 19. Таким образом улучшаются санитарно-гигиенические условия труда, уменьшается металлоемкость установки. 4 ил. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления литейных форм вакуумной формовкой | 1985 |
|
SU1294453A1 |
| Установка для изготовления литейных форм вакуумной формовкой | 1981 |
|
SU975177A1 |
| Установка для изготовления литейныхфОРМ ВАКууМНОй фОРМОВКОй | 1979 |
|
SU846059A1 |
| Способ получения форм вакуумной формовкой и устройство для его осуществления | 1981 |
|
SU982840A1 |
| Способ изготовления литейной формы вакуумно-пленочной формовкой | 1987 |
|
SU1572740A1 |
| Опока для вакуумной формовки | 1979 |
|
SU839663A1 |
| Установка для вакуумирования литейных форм | 1980 |
|
SU910314A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Способ изготовления литейных форм и модель для его осуществления | 1979 |
|
SU931275A1 |
Изобретение относится к литейному производству. Цель изобретения - снижение металлоемкости, уменьшение занимаемой площади и улучшение эксплуатационных характеристик. Установка содержит вибростол 4, установленный на ресивере 1, по периметру которого размещены щелевые отсасывающие патрубки 18 с заслонками 19. При вакуумировании полости формы сухой наполнитель через отсасывающие патрубки 18 попадает в ресивер 1 и отсасывается вентиляционной системой. Эффективность отсоса регулируется заслонками 19. Таким образом улучшаются санитарно-гигиенические условия труда, уменьшается металлоемкость установки. 4 ил.
BESS.
Изобретение относится к литейному производству, в частности к конструкции устройства по изготовлению форм для вакуумно-пленочного процесса.
Цель изобретения - улучшение санитарно-гигиенических условий, снижение металлоемкости и уменьшение занимаемой площади.
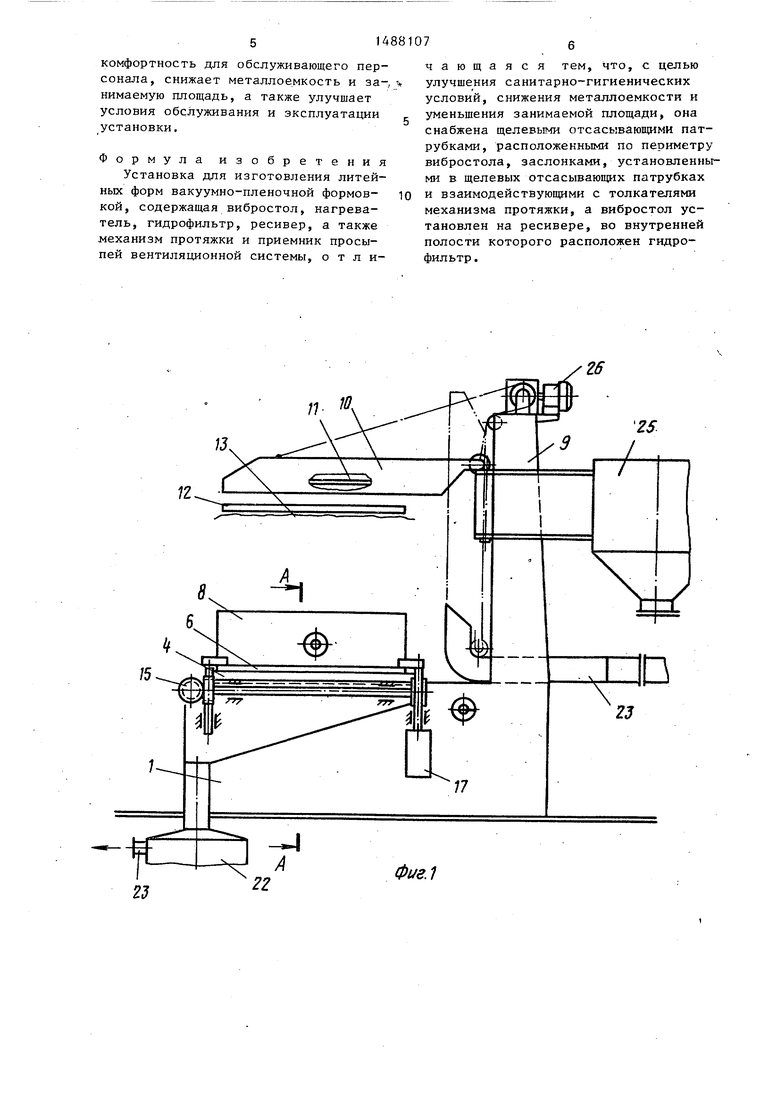
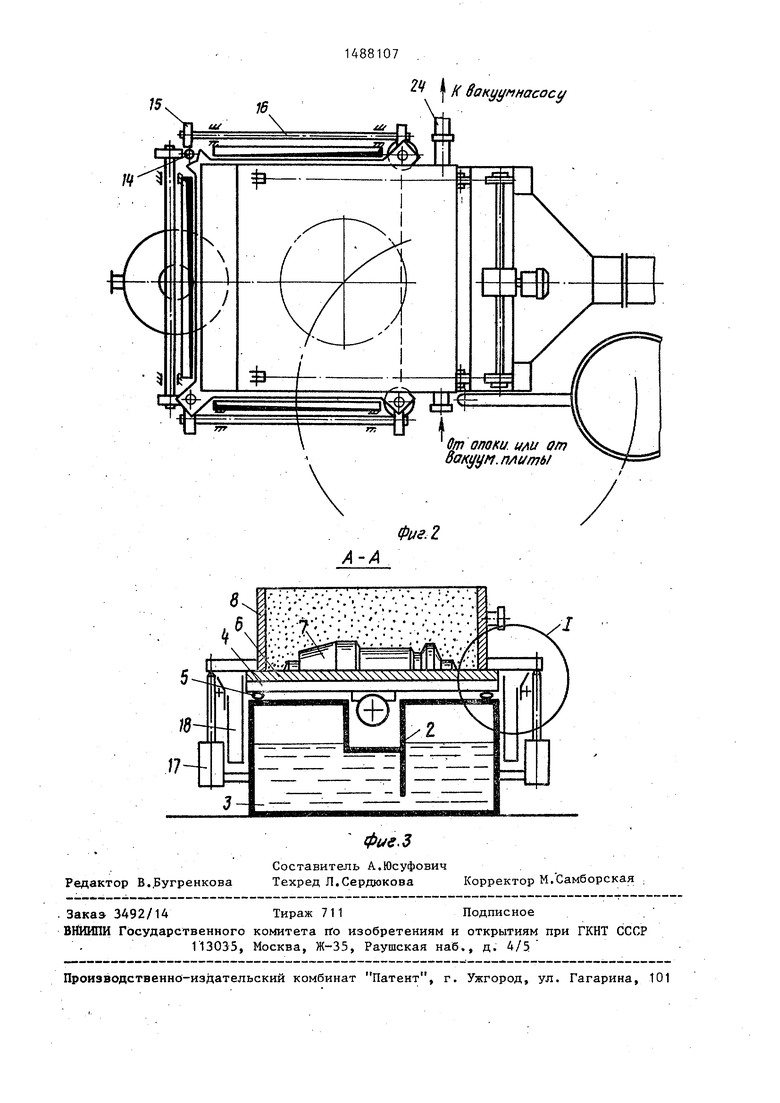
На фнг.1 изображена установка, общий вид; на фиг о 2 - то же, план; на фиг.З - разрез А-А на фиг.1 на фиг.4 - узел I на фиг.З.
Установка состоит из прямоугольного герметичного ресивера 1, разде- ленного в верхней зоне на две полости перегородкой 2 и частично заполненного жидкостью, например водой 3. На верхней плоскости ресивера расположен вибростол 4, опирающийся на пнев- мошланг 5 о
На рабочей поверхности вибростола 4 установлена подмодельная вакуумная плита 6 с моделью и вакуумной опокой 8.
На выступе ресивера установлены две стойки 9, по которым перемещается нагреватель 10 с нагревательными элементами 11 и рамкой 12, на которой закреплена пленка 13.
По периферии верхней плоскости ресивера установлено протяжное устройство, состоящее из четырех толкателей 14, снабженных зубчатыми рейками, 1аестерен 15, сидящих на валах 16, и механизма перемещения толкателей 14, имеющего электро-, гидро- или пневмопривод 17.
Щелевые отсасывающие патрубки 18 располой;ены по периметру вибростола, в них установлены поворотные заслонки 19, регулируемые винтами 20 и при водимь1е от кулачков 21, закрепленных .к валам 6, Щелевые отсасывающие пат рубки присоединены к осадному циклону 22 и вентиляционной системе 23.
Вакуумирование подмодельной плиты и вакуумной опоки производится через вакуумную систему 24.
Дозирующее устройство 25 формовочной сМеси подает формовочную смесь в.опоку. Нагреватель 10 снабжен приводом 26.
Установка работает следующим образом.
На вибростол 4 устанавливается подмодельная плита. 6 с моделью 7 отливки. Натянутая на рамку 12 пленка
13 после ее нагрева нагревателем 10 размягчается и опускается на подмо- дельную плиту 6 с моделью 7, при этом с помощью вакуума, создаваемого вакуум-насосом (не показан), через вакуум-систему 24 пленка обжимает модель 7 и присасывается к плите 6, В это время по команде с пульта управления включается привод 26, который переводит нагреватель 10 в вертикальное положение, при этом отключается подача сжатого воздуха в нагреватель 10, и под1слючается к вентиляционной системе 23.
Затем на подмодельную вакуумную плиту 6 с моделью 7 устанавливается вакуумная опока В и производится засыпка сухой формовочной смесью из дозирующего устройства 25.
После этого включается вибратор вибростола 4, при этом объем жидкости, находящейся в ресивере, является глушителем шума вибратора. После вибрации с верхней плоскости опоки убираются излишки формовочной смеси и опока перекрывается пленкой 13. После чего к опоке подключается вакуумная система 24 и происходит окончательная формовка модели. Отсасываемы при этом из опоки вакуум-насосом воздух очищается жидкостью в ресивере.
Обильное пылевыделение и излишки сухой формовочной смеси, вьщёляемые при засыпке опоки и вибрации, отсасываются вентиляционной системой 23 в осадной циклон 22. При этом, про- сыпи и излишки смеси отсасываются по периферии в щелевые патрубки 18, а в верхней зоне над опокой - через ,зоНт нагревателя 10.
После окончания формовки толкатели 14 механизма протяжки снимают опо Iку с модели, затем опока транспортируется на сборку и заливку. В процессе протяжки валы 16 поворачивают кулачки .21,, закрьшая щелевые отсасы- вающие патрубки 18 заслонками 19. Эффективность отсоса регулируется положением заслонок 19 при помощи регулировочных винтов 20.
Предлагаемая конструкция позволяет уменьшить металлоемкость установки на 25-30% и занимаемую площадь на 12-30% за счет совмещения в едином блоке станины, ресивера и гидрофильтра.
Предлагаемое изобретение улучшает санитарно-гигиенические условия и
комфортность для обслуживающего персонала, снижает металлоемкость и за-,- нимаемую площадь, а также улучшает условия обслуживания и эксплуатации , установки.
Формула изобретения Установка для изготовления литейных форм вакуумно-пленочной формовкой, содержащая вибростол, нагреватель, гидрофильтр, ресивер, а также механизм протяжки и приемник просы- пей вентиляционной системы, о т л
1Z
15
,
0
чающаяся тем, что, с целью улучшения санитарно-гигиенических условий, снижения металлоемкости и уменьшения занимаемой площади, она снабжена щелевыми отсасывающими патрубками, расположенными по периметру вибростола, заслонками, установленными в щелевых отсасываюищх патрубках и взаимодействующими с толкателями механизма протяжки, а вибростол установлен на ресивере, во внутренней полости которого расположен гидрофильтр .
Фиг.ч
I / 8акуумнасос1/
От опоки. t/AU от Вакцуп.плиты
Фие.г
