Изобретение относится к литейному производству, а конкретно к изготовлению стопочных литейных форм.
Известны стоПочные формы, состоящие из элементов форм, уложенных друг на друга в стопку, в которых имеются полости, формирующие литниковую систему и отливки, а также фиксаторы, обеспечивающие удобство сборки элементов и их взаимную координацию. Фиксаторы представляют из .себя в верхней плоскости разъема каждого из элементов кольцевой выступ вокруг стояка, а на нижней - сделана соответствующая выступу впадина. Указанный кольцевой выступ на верхнем элементе стопочной формы служит литниковой воронкой в процессе заливки. Лабиринт, создаваемый специальной конфигурацией фиксатора, служит своеобразным , предотвращающим уход металла из стояка tlj. .
К недостаткам конструкций этих стопочных форм относятся необходимость в больших свободных площадях для расположения таких фиксаторов, размер которых в плане равен диаметру литниковой воронки, обязательность во) втором фиксаторе во избежание сдвига сопряженных элементов форм, когда рабочая полость отливки Сформуется в обоих элементах, высокая трудоемкость изготовления моделей для формовки указанных фиксаторов и возможность предотвращения ухода металла лишь из стояка, в то время, как опасность ухода металла из остальных частей рабочей
10 полости формы остается.
Наиболее близким по технической сущности и достигаемому результату является стопочная форма, содержащая в стопку элементы формы с формообра15зующими полостями, питателями и вертикальными каналами сифонной заливки 2.
По периметру каждого из элементов стопочной формы по обеим плоскостям
20 разъема имеются замки в виде выступающего платика на одном элементе и соответствующей впадины на другом. Указанные замки, кроме взаимной ориентации между элементами формы,
25 предотвращают уход металла по разъемам формы при заливки ее металлом.
Упомянутая стопочная форма с выступающей литниковой воронкой перед заливкой скрепляется с помощью
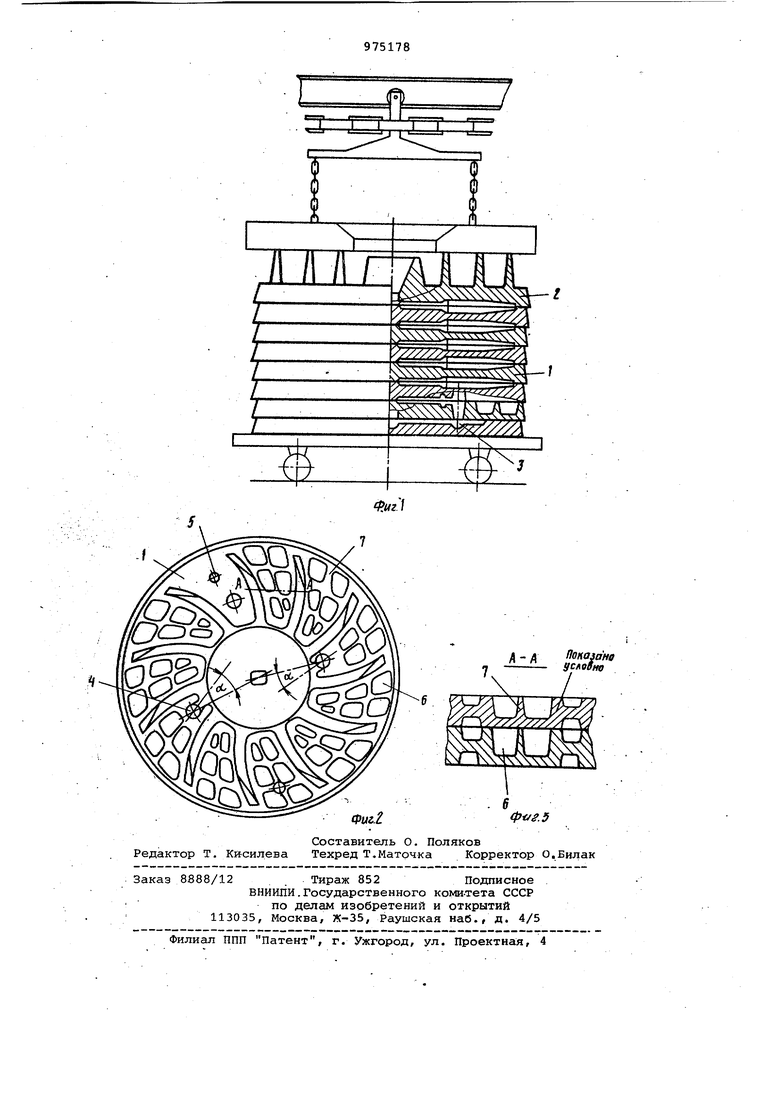
30 стяжных шпилек, зажимающих элементы стопочной формы между двух металлических плит. Недостатком этой конструкции сто почной формы применительно к условиям конвейерного производства отливок является технологическая слож ность изготовления замков указанной конфигурации при большом парке модельной оснастки и затрудненная вентиляция стопочной формы в процессе заливки ее„ металлом, а также отсутствие конструктивных решений по заполнению полостей, формирующих отлмвки с развитой поверхностью разъемов формы, обеспечивающих качественное заполнение протяженных полостей толщиной до 1 мм. Кроме того, в этой КОНСТРУКЦИИ неi возможно осуществить н.а напольном тележечном литейном конвейере автоматическое нагружение стопочных форм с помощью йодвесного грузового конвейера вследствии наличия на фор ме выступающей литниковой чаши.и вы поров-нарощалок литниковой системы Цель изобретения - повышение качества отливок.; Поставленная цель достигается те что в стопочной форме для отливки игольчатых дисков, содержащей уложенные встопку элементы формы с формообразующими полостями, питателями и вертикальными каналами сифон ной заливки, питатели подведены под углом к радиусу непосредственно фор мообразующей полости в направлении сужения поперечного сечения полости в зоне игл отливки, участки формы между полостями игл содержат в каж дом нижнем элементе-формы карманы, разделенные перемычками, а наружна поверхность верхнего элемента стопочной формы иМеет равномерно распределенные выступы. На фиг. 1 изображена форма, общий вид/ на фиг. 2 - один из элементов формы, вид в плане; на фиг. 3 - разрез А-А на фиг. 2. Стопочная форма состоит из уложенных в стопку элементов 1, верхний элемент 2 имеет равномерно рас пределенные по наружной поверхност выступы, равные высоте воронки или выше последней. Стопочная форма имеет полости, формирующие сифонну литниковую систему 3, питатели 4, фиксаторы 5,представляющее собой ;выступы и впадины цилиндрической .формы, замки 6 с перемычками 7. Принцип работы заключается в сл дующем. В форму,.сложенную в стопку из элe ментов 1 и установленную на напольный тележечный литейный конвейер с последующей укладкой груза на выступы верхнего элемента 2, подается металл через сифонную литниковую систему 3. Металл подводится непосредственно к диску отливки через питатели 4, оси которых направлены в сторону сужения поперечного сечения полостей в зоне игл отливки под углом к радиусу диска в месте подвода металла. Это обеспечивает отсутствие пористости в местах встречи потоков из разных питател.ей и гарантированное заполнение тонких полостей. Выступы на элементе 2 позволяют использовать для нагружения формы подвесной грузовой сонвейер и обеспечивают равномерное распределение груза по всей плоскости разъема формы. Уход металла из полости, формирующей отливку, предотвращается .расположенными между полостями ИГЛ замками б в виде полостей, разделенных перемычками 7. В случае ухода металл, заполняя поочередно ячейки и перетекая через перемычки, окисляется, охлаждается и; теряет свою жидкотекучесть. Данное устройство стопочной формы обеспечивает повышение качества . отливок. Формула изобретения Стопочная форма для отливки игольчатых дисков,, содержащая уложенные в стопку элементы формы с формообразующими полостями, питателями и вертикальными каналами сифонной заливки, отличающаяся тем, что, с целью повышения качества отливок, питатели подведены под углом к радиусу непосредственно формообразующей полости в направлении сужения поперечного сечения полости в зоне игл отливки, участки формы между полостями игл содержат в каждом нижнем элементе формы карманы, разделенные перемычками, а наружная поверхность верхнего элемента стопочной формы имеет равномерно распределенные выступы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 637194, кл. В 22 С 9/20, 1975. 2.Просяник Г.В., Изготовление стопочных форм и стержней. М., Высшая школа, 1979, с. 144, рис. 84.

| название | год | авторы | номер документа |
|---|---|---|---|
| Стопочная форма | 1981 |
|
SU988443A1 |
| Литейная стопочная форма | 1979 |
|
SU772701A1 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
| Литейная стопочная форма | 1978 |
|
SU764843A1 |
| Центробежная стопочная форма | 1977 |
|
SU698718A1 |
| Литейная форма | 1981 |
|
SU956137A1 |
| Безопочная литейная форма | 1987 |
|
SU1560363A1 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |