(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК
1
Изобретение относится к устройствам для обработки кромок, снятия заусениц и выполнения фасок определенной формы.
По основному авт. св. № 666008 известно устройство для обработки кромок деталей, включающее инструментальный шпиндель и ролики для ограничения размеров обрабатываемой кромки, причем оси роликов расположены в одной плоскости с осью инструментального шпинделя, а устройство сяабжено полым валом, установленным с возможностью поворота и подпружиненным вдоль оси симметрии обрабатываемого отверстия, с подпружиненным поперечным суппортом, связанным с инструментальным шпинделем, размещенным внутри полого вала 1.
Однако известное устройство имеет малую производительность, поскольку уходит значительное время на отключение с выбегом полого вала после отключения привода враш.ения на отвод-подвод вручную суппорта кулачком, на включение враш,ения полого вала, при этом получается, что времени на обработку кромок отверстий уходит значительно меньше, чем непроизводительно ДЕТАЛЕЙ
потраченного времени на включение и отключение врашения полого вала для отвода подвода суппорта.
Цель изобретения - повышение производительности.
5 Для достижения поставленной цели устройство снабжено установленной на корпусе торовой обмоткой с охватывающим ее магнитопроводом с возможностью взаимодействия с введенным в суппорт магнитопрово10 дом.
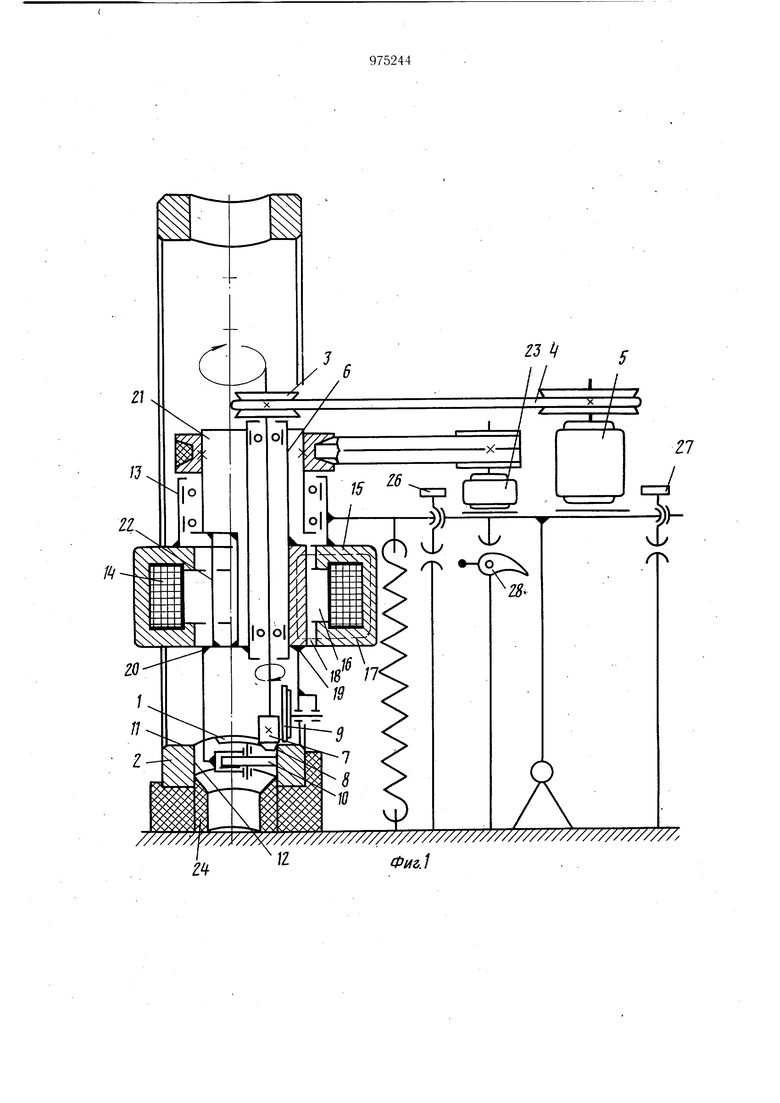
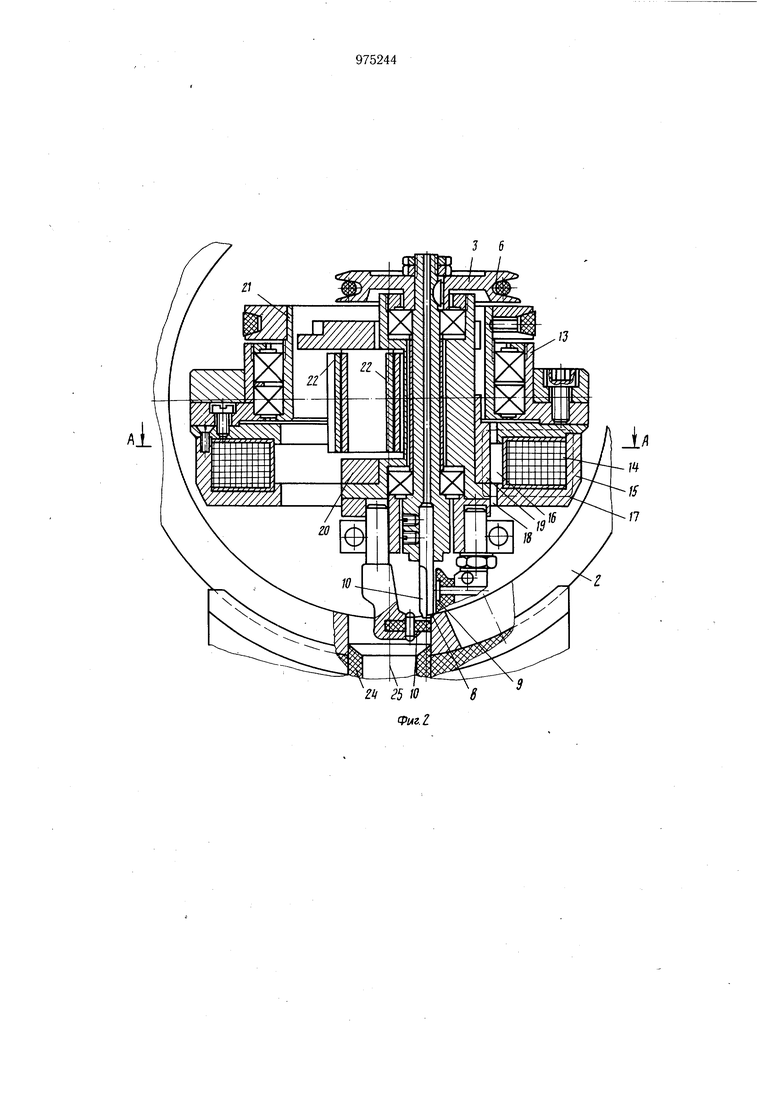
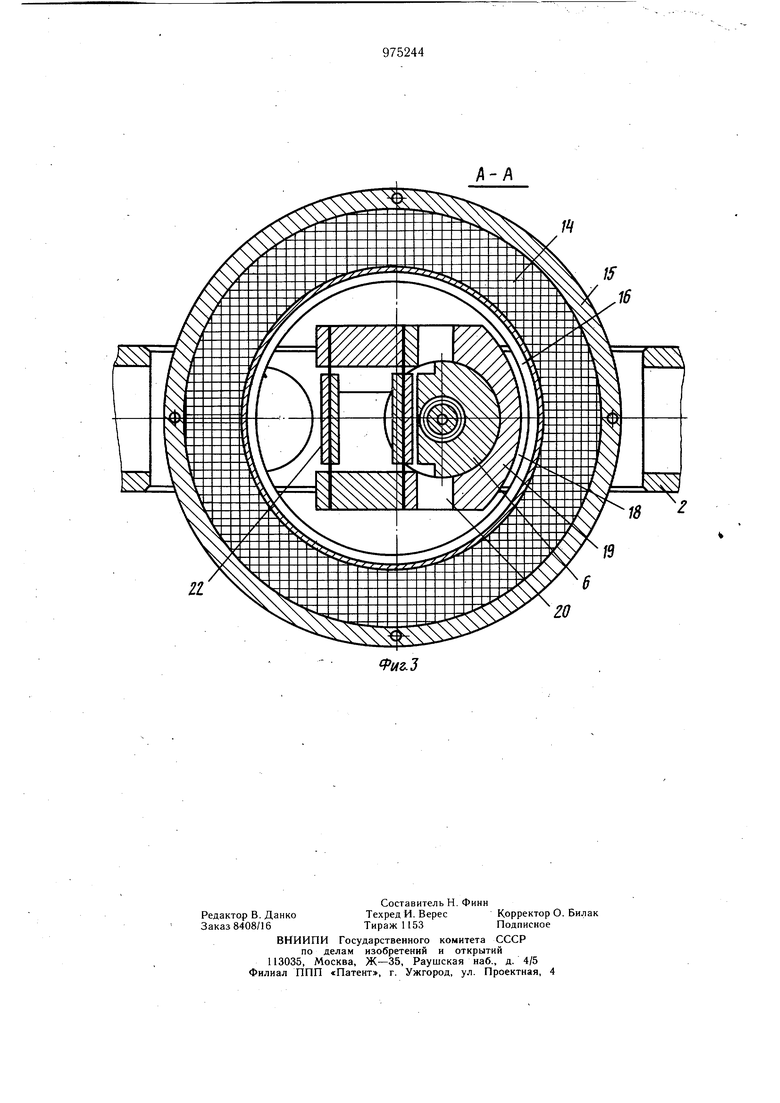
На фиг. 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - сечение А-А на фиг. 2.
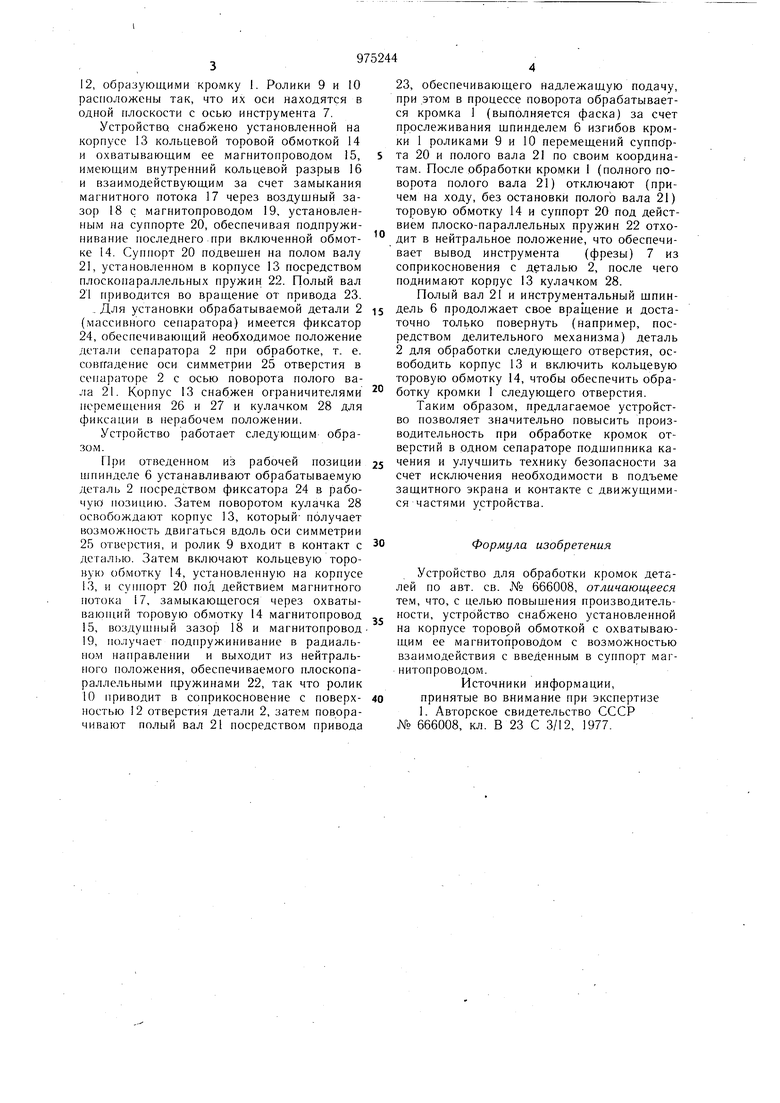
Устройство для обработки кромок 1 дета 5 ли 2 содержит приводимый в движение через шкив 3 и передачу 4 от привода 5 инструментальный шпиндель 6, в котором закреплена фреза 7, имеющая специальный профиль, обеспечивающий получение закругленной фаски 8. Инструментальный шпиндель 6 снабжен упорами для ограничения размеров кромки 1, выполненными в виде роликов 9 и 10, контактирующих во время обработки с обеими поверхностями 11 и 12, образующими кромку I. Ролики 9 и 10 расположены так, что их оси находятся в одной плоскости с осью инструмента 7. Устройство снабжено установленной на корпусе 13 кольцевой торовой обмоткой 14 и охватывающим ее магнитопроводом 15, имеющим внутренний кольцевой разрыв 16 и взаимодействующим за счет замыкания магнитного потока 17 через воздущный зазор 18 с магнитопроводом 19, установленным На суппорте 20, обеспечивая подпружинивание последнего при включенной обмотке 14. Суппорт 20 подвещен на полом валу 21, установленном в корпусе 13 посредством плоскопараллельных пружин 22. Полый вал 21 приводится во вращение от привода 23. Для установки обрабатываемой детали 2 (массивного сепаратора) имеется фиксатор 24, обеспечивающий необходимое положение детали сепаратора 2 при обработке, т. е. совггадение оси симметрии 25 отверстия в сепараторе 2 с осью поворота полого вала 21. Корпус 13 снабжен ограничителями перемещения 26 и 27 и кулачком 28 для фиксации в нерабочем положении. Устройство работает следующим образом. При отведенном и:з рабочей позиции шпинделе 6 устанавливают обрабатываемую деталь 2 посредством фиксатора 24 в рабочую позицию. Затем поворотом кулачка 28 освобождают корпус 13, который получает возможность двигаться вдоль оси симметрии 25 отверстия, и ролик 9 входит в контакт с деталью. Затем включают кольцевую торовую обмотку 14, установленную на корпусе 13, и сушюрт 20 под действием магнитного потока 17, замыкающегося через охватывающий торовую обмотку 14 магнитопровод 15, воздушный зазор 18 и магнитопровод 19, получает подпружинивание в радиальном направлении и выходит из нейтрального положения, обеспечиваемого плоскопараллельными гфужинами 22, так что ролик 10 приводит в соприкосновение с поверхностью 12 отверстия детали 2, затем поворачивают полый вал 21 посредством привода 23, обеспечивающего надлежащую подачу, при этом в процессе поворота обрабатывается кромка 1 (выполняется фаска) за счет прослеживания щпинделем 6 изгибов кромки 1 роликами 9 и 10 перемещений суппорта 20 и полого вала 21 по своим координатам. После обработки кромки I (полного поворота полого вала 21) отключают (причем на ходу, без остановки полого вала 21) торовую обмотку 14 и суппорт 20 под действием плоско-параллельных пружин 22 отходит в нейтральное положение, что обеспечивает вывод инструмента (фрезы) 7 из соприкосновения с деталью 2, после чего поднимают корпус 13 кулачком 28. Полый вал 21 и инcтpyмeнJaльный щпиндель 6 продолжает свое вращение и достаточно только повернуть (например, посредством делительного механизма) деталь 2 для обработки следующего отверстия, освободить корпус 13 и включить кольцевую торовую обмотку 14, чтобы обеспечить обработку кромки 1 следующего отверстия, Таким образом, предлагаемое устройство позволяет значительно повысить производительность при обработке кромок отверстий в одном сепараторе подщипника качения и улучщить технику безопасности за счет исключения необходимости в подъеме защитного экрана и контакте с движущимися частями устройства. Формула изобретения Устройство для обработки кромок деталей по авт. св. № 666008, отличающееся тем, что, с целью повыщения производительности, устройство снабжено установленной на корпусе торовой обмоткой с охватывающим ее магнитопроводом с воз.можностью взаимодействия с введенным в суппорт магнитопроводом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 666008, кл. В 23 С 3/12, 1977. /7/////JI/9// / %(7 Фиг,.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кромок деталей | 1980 |
|
SU904920A2 |
| Устройство для обработки кромок деталей | 1977 |
|
SU666008A1 |
| Способ обработки некруглых отверстий | 1991 |
|
SU1816555A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| СПОСОБ ТОКАРНОЙ И/ИЛИ ФРЕЗЕРНОЙ ОБРАБОТКИ РОТОРОВ ТУРБИН И КРУПНОГАБАРИТНЫХ ВАЛОВ | 2015 |
|
RU2606689C2 |
| ПЕРЕНОСНОЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗКИ РЕМОНТНЫХ ОТВЕРСТИЙ И НАКЛАДОК В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 1992 |
|
RU2013189C1 |
| Устройство для механической обработки корпусов наручных часов | 1980 |
|
SU966659A1 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДУГОВЫХ ПАЗОВ | 1973 |
|
SU408715A1 |