(54) СПОСОБ ИЗГОТОВЛЕНИЯ КЛЮЧЕЙ С ПОЛУКРУГЛЫМИ СТЕРЖНЯМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования наклонных пазов на полукруглых стержнях ключей | 1976 |
|
SU602316A1 |
| Фрезерный станок | 1983 |
|
SU1087268A1 |
| Фрезерный станок | 1977 |
|
SU737137A1 |
| Способ фрезерования шлицевых и шпоночных пазов на внутренней поверхности втулки с использованием токарного станка | 2018 |
|
RU2677451C1 |
| Способ фрезерования наклонных пазов на полукруглом стержне ключа | 1987 |
|
SU1547968A1 |
| Способ фрезерования наклонных пазов на полукруглом стержне ключа | 1989 |
|
SU1620220A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУЛУЧЕПРЕЛОМЛЯЮЩЕГО МИКРОСТРУКТУРНОГО ОПТИЧЕСКОГО ВОЛОКНА | 2010 |
|
RU2437129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДОГРЕВАТЕЛЯ ЭЛЕКТРОННОГО ПРИБОРА.тп^j'U!;^П-.Г;^" ~ •4 ^i-ii'^ltC | 1972 |
|
SU453753A1 |
| Роторный автомат | 1990 |
|
SU1717317A1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
Изобретение относится к производству скобяных изделий, в частности к изготовлению ключей с полукруглыми стержнями для цилиндровых замков с запирающими дисками.
Известны способы изготовления ключей с полукруглыми стержнями, при которых получают заготовку ключа в виде отрезка проволоки, обрабатывают многолезвийным режущим инструментом наклонные пазы на одном конце отрезка, а затем осуществляют гйбку другого его конца 1.
Недостатком известных способов является значительная трудоемкость изготовления ключей вследствие наличия технологических операций, требующих продолжительного подготовительно-заключительного и вспомогательного времени. Вырубка заготовки и формирование полукруглого стержня в щтампе хоть и являются высокопроизводительными операциями, однако приводят к дополнительным затратам времени.
Кроме того недостатками известных способов изготовления ключей с полукруглыми стержнями являются недостаточная степень единообразия геометрической формы ключей в комплекте, особенно стержня. При этом наклонные пазы на разных ключах одного и того же комплекта имеют различную точность изготовления. Это вызвано тем, что каждая заготовка комплекта имеет индивидуальную установочную базу и индивидуальные средства базирования по цилиндрической и плоской поверхностям стержня, которые не обеспечивают единообразное исходное угловое и осевое положение заго10 товок под ключ относительно плоскости фрезы.
Поэтому погрещности от изготовления заготовки, базирования и наладки технологического приспособления полностью переносятся на точность обработки пазов. Вслед15ствие того, что указанные погрещности для каждой заготовки различны по величине, то после обработки комплекта ключей одни и те же пазы на различных ключах имеют неодинаковые размеры. Это снижает эксп20 луатационные качества известных ключей.
Следует также отметить, что изготовление ключей по известному способу значительно затрудняет его автоматизацию из-за наличия чередующихся штамповочных и механических операций, которые не рекомендуется выполнять на одной автоматической линии. Кроме того, сложная геометрическая форма заготовки ключа усугубляет этот недостаток, так как нет средств для транспортировки и ориентации заготовок ключей в автоматической линии.
Цель изобретения - повышение производительности и точности геометрической формы рабочей части ключей в комплекте.
С этой целью согласно предлагаемому способу для заготовки используют общий для комплекта ключей отрезок проволоки полукруглого сечения с радиусом, равным радиусу стержня готового ключа, обработку пазов осуществляют несколькими инструментами, расстояние между которыми выбирают равным длине одной заготовке ключа, после чего, используя те же инструменты, разрезают отрезок на отдельные заготовки для окончательной операции гибки второго ее конца.
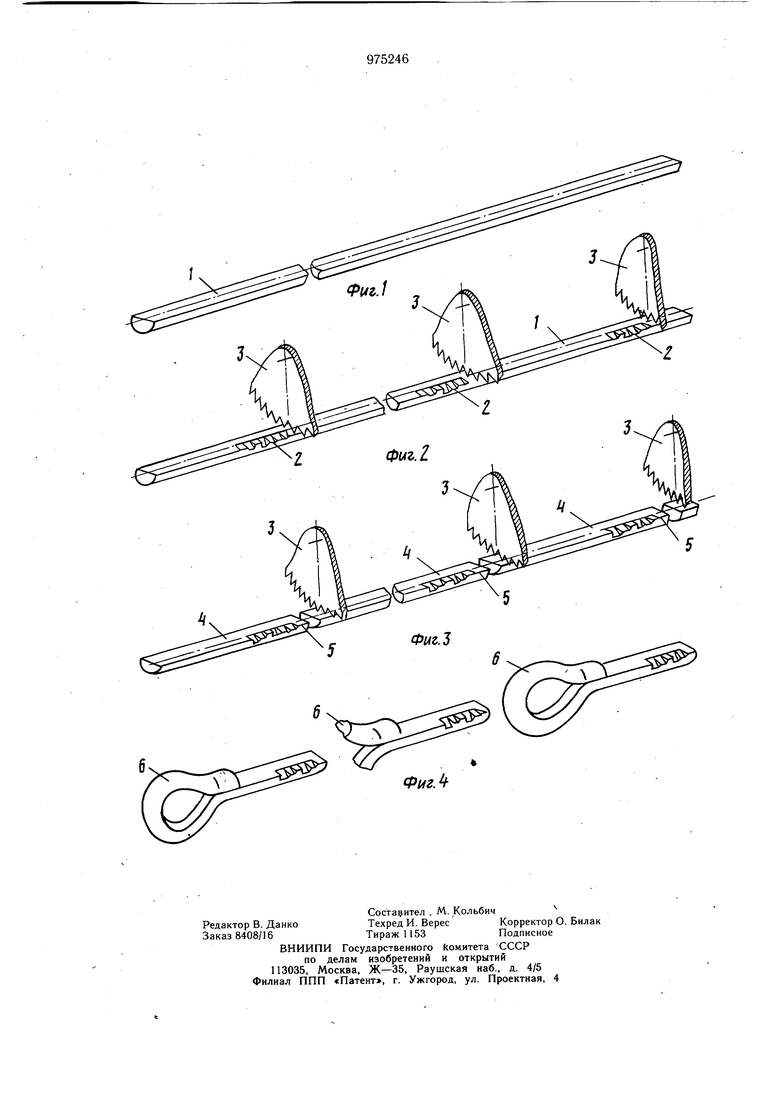
На фиг. 1 представлена заготовка под комплект ключа; на фиг. 2 - обработка групп наклонных пазов на заготовке под комплект ключей; на фиг. 3 - разрезка заготовки; на фиг. 4 - формирование головок на комплекте ключей.
Для обработки наклонных пазов комплекта ключей берут общий стержень 1 и крепят его Б зажимном приспособлении. Общий стержень 1 устанавливают в приспособлении по своей цилиндрической доверхности, т. е. имеет единую поверхность базирования.
Обработку групп пазов 2 На общем стержне 1 ведут комплектом фрез 3 (фиг. 1) аналогично обработке пазов на заготовке под один ключ. Число фрез 3 в комплекте инструмента равно количеству ключей в комплекте. После обработки пазов 2 общий стержень 1 теми же фрезами 3 разрезают На отдельные части 4. при этом условные плоскости сопряжения этих частей (плоскости реза) расположены перед первым пазом 2 каждой группы на свободном конце 5. Исходя из условия минимального расхода металла, длину общего стержня 1 принимают равной сумме длин заготовок комплекта ключей и припускбв на разрезку.
Затем на отрезанных частях 4 формируют головки 6 ключей.
Использование в качестве заготовки под ключ полукруглого стержня, полученного из проволоки, значительно снижает трудоемкость ее изготовления, по сравнению с известной заготовкой, которая вырубывалась из листового металла.
Трудоемкость изготовления заготовки снижается за счет того, что производство
стержня не требует применения щтамповочного оборудования, технологическое обслуживание которого занимает значительное время.
Изготовление ключей из проволоки значительно повышает коэффициент использования металла, величина которого достигнет 99°/о, и таким образом сводит до минимума отходы металла. Потери металла при использовании предлагаемого способа составят пример 2-3 т в год при программе 7,5 млн. ключей, а в настоящее время составляют 150 т при той же программе.
Применение полукруглой проволоки для производства ключей повышает качество их изготовления, так как допуск на обработку проволоки составляет 0,05 мм, а допуск на формирование стержня ключа в штампе - 0,15 мм.
Выполнение заготовки под комплект ключей из проволоки с полукруглым сечением позволяет обрабатывать все группы наклонных пазов для комплекта ключей на одном общем стержне, что в значительной мере способствует автоматизации этого процесса и повышает единообразие обработки ключей в комплекте.
Разрезка общего стержня на отдельные части позволяет точно выдержать линейный размер от первого паза до торца ключа, необходимый для точной установки ключа в замке.
Формула изобретения
Способ изготовления ключей с полукруглыми стержнями, при котором получают заготовку ключа в виде отрезка проволоки, обрабатывают многолезвийным режущим инструментом наклонные пазы на одном конце отрезка, а затем осуществляют гибку другого его конца, отличающийся тем, что, с целью повышения производительности и точности геометрической формы рабочей части ключей в комплекте, для заготовки используют общий для комплекта ключей отрезок проволоки полукруглого сечения с радиусом равным радиусу стержня готового ключа, обработку пазов осуществляют несколькими инструментами, расстояние между которыми выбирают равным длине одной заготовки ключа, после чего, используя те же инструменты, разрезают отрезок на отдельные заготовки для окончательной операции гибки второго ее конца.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 602316 кл. В 23 С 3/35, 1976.
