I
Изобретение относится к электровакуумному производству, в частности к изготовлению спиральных подогревателей электронных приборов.
Известен способ электроискрового изготовления спирального подогревателя, при котором заготовка и инструмент-проволока совершают относительное винтовое движение, причем бифилярная форма спирали образуется путем последовательной обработки каждой из ветвей бифилярной спирали.
Для получения бифилярной формы подогревателя при одновременном формировании обеих ветвей спирали по предлагаемому способу инструмент-проволоку размещают в диаметральном сечении торца заготовки и перемещают инструмент вдоль оси заготовки, разрезая ее на две части винтовым продольным пазом.
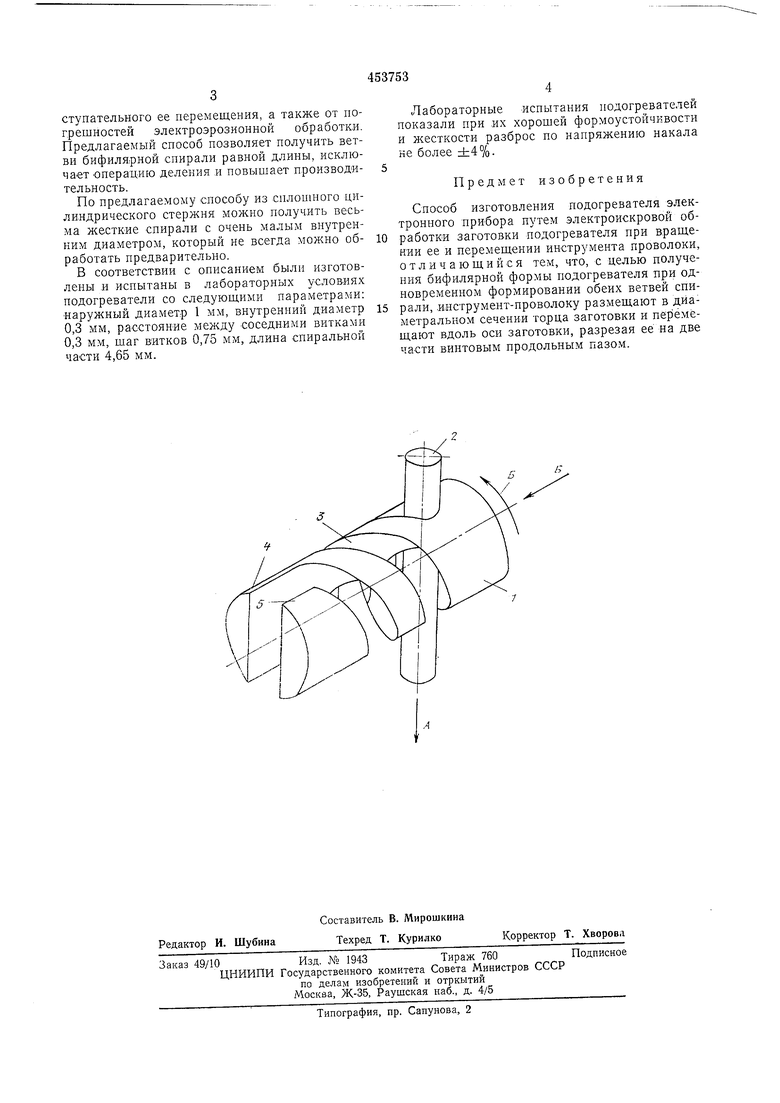
Предлагаемый способ иллюстрируется чертежом.
Монолитную заготовку 1 (напри.мер, цилиндрический стержень или трубку), наружный диаметр которой равен диаметру подогревателя, разрезают электроэрозией при помощи инструмента-проволоки 2 продольным спиральным пазом 3. При этом инструмент-проволоку 2 протягивают в диаметральной плоскости заготовки перпендикулярно ее оси (на.чертеже показано стрелкой А), а заготовке сообщают винтовое движение вдоль своей оси в сторону инструмента-проволоки. Винтовое движение заготовки складывается из вращательного движения по стрелке А и поступательного перемещения вдоль оси по стрелке Б. Одному обороту заготовки соответствует поступательное перемещение ка величину хода спирали. Спиральный паз 3 может иметь переменный щаг и прямой участок.
В процессе резания обе ветви спирали 4 и 5 формируются одновременно, образуя бифилярную спираль с щагом витков, равны.м половине хода винтовой линии. При разрезании сплощной заготовки, например цилиндрического стержня, вдоль оси спирали формируется канал диаметром, равным щирине реза, который образует внутренний диаметр бифилярной спирали. Виток спирали в нормальном сечении представляет собой криволинейный треугольник для сплощного стержня или криволинейный четырехугольник для трубки.
Электрическое сопротивление и жесткость спирали, определяемые площадью нормального сечения и длиной витка, задаются щагом спирали и щириной реза. Обе ветви спирали формируются одновременно, поэтому погрещности ее элементов зависят только от погрещностей базирования заготовки, установки электрода-проволоки относительно заготовки, кинематической связи оборотов заготовки и поступательного ее перемещения, а также от погрешностей электроэрозионной обработки. Предлагаемый способ позволяет получить ветви бифилярной спирали равной длины, исключает операцию деления и повыи1ает производительность.
По предлагаемому способу из сплошного цилиндрического стержня можно получить весьма жесткие спирали с очень малым внутренним диаметром, который не всегда можно обработать предварительно.
В соответствии с описанием были изготовлены ,и испытаны в лабораторных условиях подогреватели со следующими параметрами: наружный диаметр 1 мм, внутренний диаметр 0,3 мм, расстояние между соседними витками 0,3 мм, шаг витков 0,75 мм, длина спиральной части 4,65 мм.
Лабораторные испытания подогревателей показали при их хорошей формоустойчивости и жесткости разброс по напряжению накала не более ±4%.
Предмет изобретения
Способ изготовления подогревателя электронного прибора путем электроискровой обработки заготовки подогревателя при вращении ее и перемещении инструмента проволоки, отличающийся тем, что, с целью получения бифилярной формы подогревателя при одновременном формировании обеих ветвей спирали, дпструмепт-проволоку размещают в диаметральном сечении торца заготовки и перемещают вдоль оси заготовки, разрезая ее на две части винтовым продольным пазом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения спиралей шнеков | 1976 |
|
SU662220A1 |
| Способ изготовления деталей,преимущественно типа втулок,из нетканого материала "МР | 1980 |
|
SU1053937A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
| Устройство для намотки плоских бифилярных терморезисторов | 1977 |
|
SU673363A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА ЩЕТОЧНОГО УПЛОТНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491462C1 |
| ВСЕССЮЗНАИ | 1973 |
|
SU367945A1 |
| Намоточное устройство | 1980 |
|
SU871875A2 |
| Способ изготовления пористых изделий из нетканого проволочного материала | 1980 |
|
SU997931A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АТРАВМАТИЧЕСКИХ ИГЛ | 1996 |
|
RU2106817C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
