1
Изобретение относится к сварочному производству, в частности к способам автоматического направления головки сварочного трактора по стыку, и может найти применение при сварке криволинейных швов.
Известен способ автоматического направления головки сварочного трактора по стыку, при котором производят предваритель-. ную магнитную запись информации о положении свариваемых кромок на сварочную проволоку 1.
Существенным недостатком известного способа является его малые технологические возможности, обусловленные тем, что реализация способа возможна только при сварке неплавящимся электродом с использованием для сварки присадочной проволоки, поскольку при сварке электродной проволокой информация с последней стирается за счет ее размагничивания сварочным током.
Целью изобретения является повыщение технологических возможностей способа путем обеспечения сварки как неплавящимся, так и плавящимся электродом. Поставленная цель достигается тем, что согласно способу автоматического направления головки
1 сварочного трактора по стыку, при котором производят предварительную запись ин(}юрмации о положении свариваемых кромок на сварочную проволоку, указанную запись осуществляют в виде винтовых канавок, при
5 этом положение кромок регистрируют по изменению угла наклона канавок и щага винтовой линии.
Поставленная цель достигается также тем, что для осуществления предлагаемого
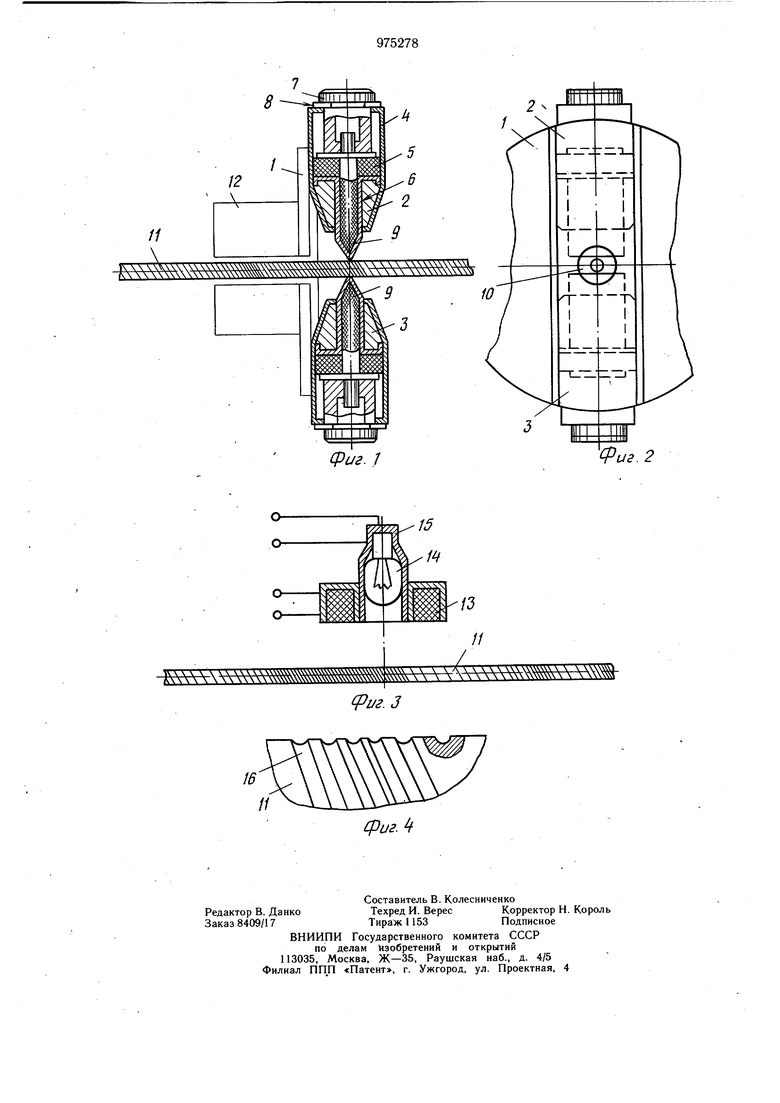
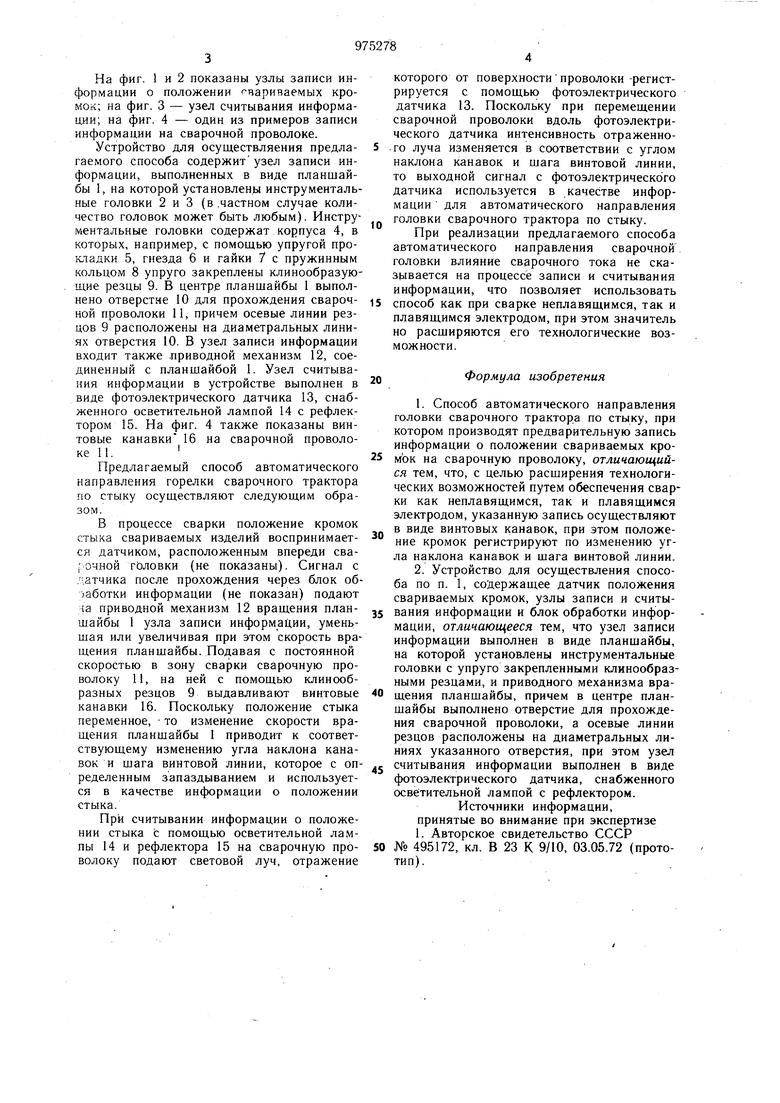
Q способа ,используют устройство, содержащее датчик положения свариваемых кромок, узлы записи и считывания информации и блок обработки информации, в котором узел записи информации выполнен в виде планщайбы, на которой установлены инструментальные головки с упруго закрецленными клинообразными резцами, и приводного механизма вращения планшайбы, причем в центре планшайбы выполнено отверстие для прохождения сварочной проволоки, а осевые линии резцов расположены на диаметральных линиях указанного отверстия, при этом узел считывания информации выполнен в виде фотоэлектрического датчика, снабженного отсветительной лампой с рефлектором. На фиг. 1 и 2 показаны узлы записи информации о положении вариваемых кромок; на фиг. 3 - узел считывания информации; на фиг. 4 - один из примеров записи информации на сварочной проволоке. Устройство для осуществляения предлагаемого способа содержит узел записи информации, выполненных в виде планшайбы 1, на которой установлены инструментальные головки 2 и 3 (в,частном случае количество головок может быть любым). Инструментальные головки содержат корпуса 4, в которых, например, с помощью упругой прокладки 5, гнезда 6 и гайки 7 с пружинным кольцом 8 упруго закреплены клинообразующие резцы 9. В центре планшайбы 1 выполнено отверстие 10 для прохождения сварочной проволоки 11, причем осевые линии резцов 9 расположены на диаметральных линиях отверстия 10. В узел записи информации входит также .приводной механизм 12, соединенный с планшайбой 1. Узел считывания информации в устройстве выполнен в виде фотоэлектрического датчика 13, снабженного осветительной лампой 14 с рефлектором 15. На фиг. 4 также показаны винтовые канавки 16 на сварочной проволоке П. Предлагаемый способ автоматического направления горелки сварочного трактора по стыку осуществляют следующим обраВ процессе сварки положение кромок свариваемых изделии воспринимает стыка свариваемых изделии воспринимается датчиком, расположенным впереди сварочной тЬловки (не показаны). Сигнал с /датчика после прохождения через блок обработки информации (не показан) подают а приводной механизм 12 вращения планшайбы 1 узла записи информации, уменьшая или увеличивая при этом скорость вращения планшайбы. Подавая с постоянной скоростью в зону сварки сварочную проволоку 11, на ней с помощью клинообразных резцов 9 выдавливают винтовые канавки 16. Поскольку положение стыка переменное, то изменение скорости вращения планщайбы 1 приводит к соответствующему изменению угла наклона канавок и шага винтовой линии, которое с определенным запаздыванием и используется в качестве информации о положении стыка. При считывании информации о положении стыка fc помощью осветительной лампы 14 и рефлектора 15 на сварочную проволоку подают световой луч, отражение которого от поверхности проволоки -регистрируется с помощью фотоэлектрического датчика 13. Поскольку при перемещении сварочной проволоки вдоль фотоэлектрического датчика интенсивность отраженного луча изменяется в соответствии с углом наклона канавок и шага винтовой линии, то выходной сигнал с фотоэлектрического датчика используется в качестве информации для автоматического направления головки сварочного трактора по стыку. При реализации предлагаемого способа автоматического направления сварочной головки влияние сварочного тока не сказьшается на процессе записи и считывания информации, что позволяет использовать способ как при сварке неплавящимся, так и плавящимся электродом, при этом значитель НО расщиряются его технологические возможности. Формула изобретения 1. Способ автоматического направления головки сварочного трактора по стыку, при котором производят предварительную запись информации о положении свариваемых кромок на сварочную проволоку, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения сварки как неплавящимся, так и плавящимся электродом, указанную запись осуществляют винтовых канавок, при этом положе„„е кпомок nerHCTnHnvioT по изменению vrние кромок регистрируют по изменению угла наклона канавок и щага винтовой линии. 2. Устройство для осуществления способа по п. 1, содержащее датчик положения свариваемых кромок, узлы записи и считывания информации и блок обработки информации, отличающееся тем, что узел записи информации выполнен в виде планщайбы, на которой установлены инструментальные головки с упруго закрепленными клинообраз ными резцами, и приводного механизма вращения планшайбы, причем в центре планшайбы выполнено отверстие для прохождения сварочной проволоки, а осевые линии резцов расположены на диаметральных линиях указанного отверстия, при этом узел считывания информации выполнен в виде фотоэлекТрического датчика, снабженного осветительной лампой с рефлектором. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 495172, кл. В 23 К 9/10, 03.05.72 (прототип).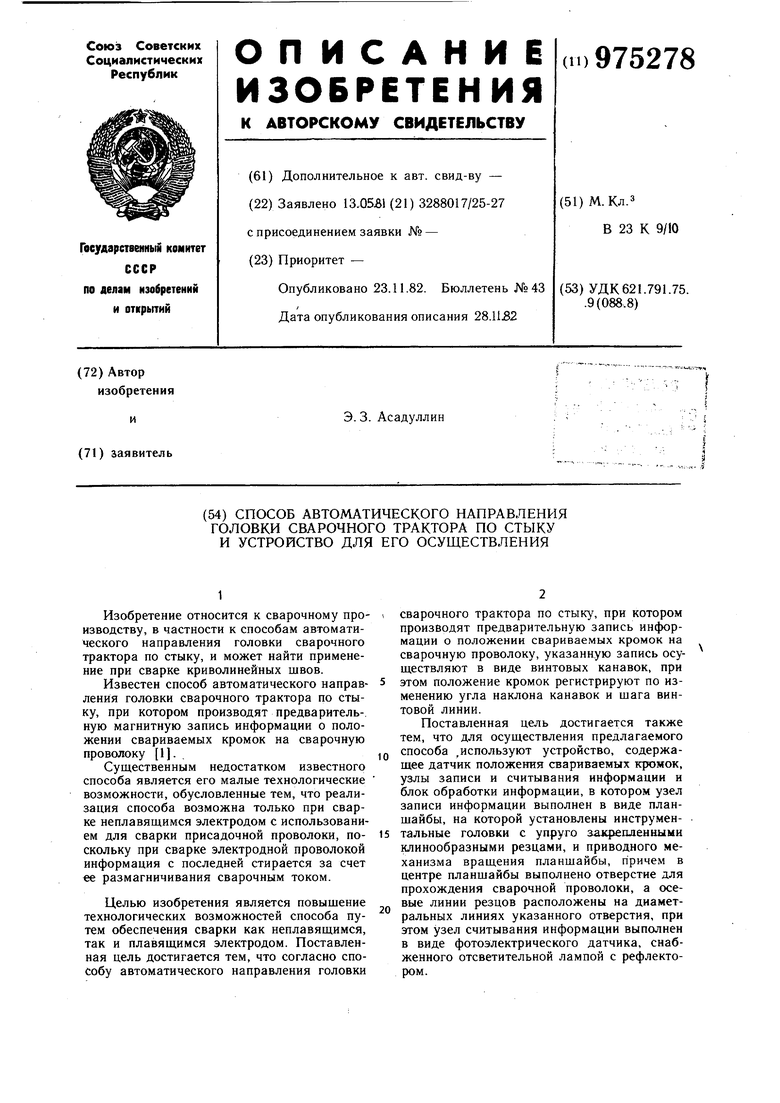
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического направления горелки сварочного трактора по стыку | 1972 |
|
SU495172A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU740450A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1973 |
|
SU395202A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Способ направления сварочной головки по пронстранственной трехмерной траектории | 1972 |
|
SU655290A3 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Способ направления электрода по стыку | 1976 |
|
SU654363A1 |