1
Изобретение относится к области сварочного производства, в частности к способам автоматического направления горе.акн сварочного трактора по стыку, и может найти применение при сварке криволинейных швов неплавящимся электродом.
Известен способ автоматического направления горелки сварочного трактора но стыку при сварке ненлавящимся электродом, нри котором производят предварительную запись положения свариваемых кромок на нрограммоноситель с последующим считыванием программы в процессе сварки.
Недостатком известного способа является сложность его реализации и низкая надежность, обусловленная необходимостью синхронизации движения постороннего программоносителя с перемещением сварочного трактора и присадочной проволоки.
Цель изобретения - упрощение способа автоматического направления горелки сварочного трактора по стыку и повышение его надежности.
Согласно предлагаемому способу нри перемещении сварочного трактора по стыку в качестве программоносителя используют присадочную проволоку, на которую наносят информацию о положении свариваемых кромок.
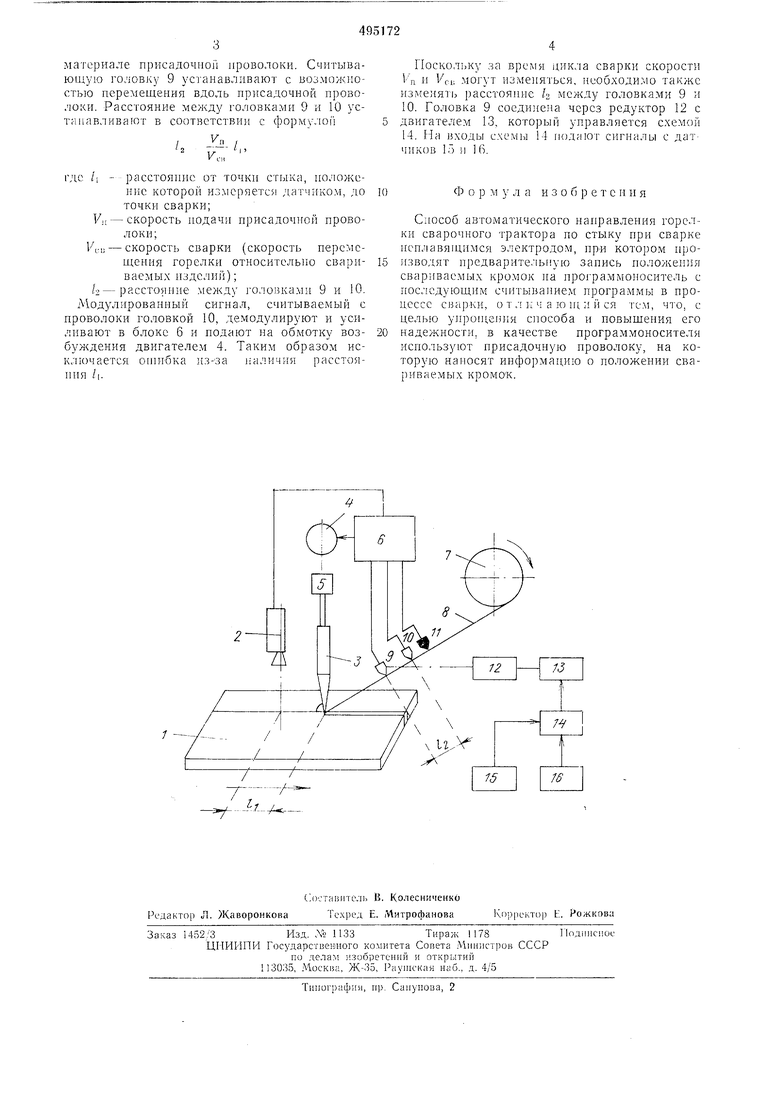
На чертеже приведена схема, поясняющая реализацию данного способа. Схема включа2
ет в себя свариваемые изделия 1, датчик 2 положеппя кромок стыка, сварочную горелку 3, двигатель 4, редуктор 5, блок 6 обработкн сигнала датчика, кассету 7 присадочной проволоки 8, считывающую головку 9, записывающую головку 10, стирающую головку 11, редуктор 12, двигатель 13, схему 14 унравления двигателем 13, датчик 15 скорости присадочной проволоки, датчик 16 скорости сварки.
Положение кромок стыка свариваемых изделий 1 воснринимают датчиком 2 (например, телевизионным). Сварочная горелка 3 может перемеп1аться поперек стыка двигателем 4 через редуктор 5. Сигнал с датчика 2 подвергают логической обработке в блоке 6, который вырабатывает сигнал управления двигателем 4 в зависимости от величины и направления отклонения горелки 3 от стыка свариваемых изделий 1. В зону сварки с кассеты 7 подается присадочная проволока 8, в
неносредственной близости от которой закренлены считывающая 9, заиисывающая 10 и
стирающая 11 магнитные головки.
Сигнал рассогласования, вырабатываемый
блоком 6 в виде ностоянного напряжения, модулированного некоторой несущей частотой, записывают на присадочную проволоку 8 записывающей головкой 10. Стирающая головка И предназначена для
ликвпдацни случайных намагннченных зон в
материале присадочной проволоки. Считывающую головку 9 устанавливают с воз.можностью перемещения вдоль присадочной проволоки. Расстояние между головками 9 и 10 устанавливают в соответствии с форму.топ
УЛ I
/,
К.;
/i
расстояиие от точки стыка, ноложение которой измеряется датчико.м, до точки сварки;
Fn
- скорость нодачи присадочной ироволоки;
V..-скорость сварки (скорость иерсмещеиия горелки относительно свариваемых изделий);
/2-расстояние между головками 9 и 10. Модулироваииый сигнал, считываемый с проволоки головкой 10, .модулируют и усиливают в блоке б и иодают па обмотку возбуждения двигателем 4. Такил образом исключается ошибка из-за наличия расстояИИЯ /|.
Поскольку за время цикла сварки скорости Vn и ci; могут изменяться, необходимо таюкс измеият расстояиис 4 между головками 9 и 10. Головка 9 соединеиа через редуктор 12 с двигателем 13, который унравляетея схемой 14. На входы схемы 14 подают сигналы с датчиков 15 II 1 6.
Ф о р м л а и 3 о б р е т с и и я
Способ автоматического наиравления горелки сварочного трактора но стыку при сварке иеплавящимся электродом, при котором ироизводят иредварительиую запись иоложен Ь1 свариваемых кромок на программоноситель с последующим считыванием программы в процессе сварки, о т л ; ч а ю HI и и ся тс.м, что, с целью унроп,ення способа и повышения его
надежности, в качестве программоносителя используют присадочную проволоку, на которую наносят информацию о иоложении свариваемых кромок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического направления головки сварочного трактора по стыку и устройство для его осуществления | 1981 |
|
SU975278A1 |
| Способ автоматического направления сварочной головки по стыку (его варианты) | 1982 |
|
SU1174203A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Роботизированный саморегулируемый сварочный комплекс и способ дуговой сварки неповоротных стыковых соединений трубопроводов большого диаметра | 2023 |
|
RU2817272C1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
