(54) УСТАНОВКА ДЛЯ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Шахтный кран | 1978 |
|
SU804840A1 |
| МЕХАНИЗИРОВАННЫЙ МОДУЛЬНЫЙ ГАРАЖ | 2010 |
|
RU2459916C1 |
| СПОСОБ ХРАНЕНИЯ АВТОМОБИЛЕЙ В ОТДЕЛЬНЫХ ВЗАИМОСВЯЗАННЫХ МОДУЛЯХ | 2011 |
|
RU2506386C2 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| НАВЕСНАЯ ТРЕЛЕВОЧНАЯ ТЕЛЕЖКА | 2022 |
|
RU2785391C1 |
| Устройство для подъема сменной грузонесущей емкости транспортного средства | 1986 |
|
SU1386501A1 |
| Транспортное средство со съемным контейнером | 1987 |
|
SU1636269A1 |
| ВЗВЕШИВАЮЩЕЕ УСТРОЙСТВО НА ТРАНСПОРТНОМ СРЕДСТВЕ | 1993 |
|
RU2091723C1 |
| Транспортная система | 1988 |
|
SU1777587A3 |
1
Изобретение относится к области восстановления и ремонта изделий, в частности к восстановлению отверстий изношенных металлических деталей, и может быть использовано при восстановлении отверстий корпусных деталей пластическим деформированием.
Известна установка для восстановления отверстий, преимущественно в корпусных деталях, содержащая корпус с размещенными на нем устройством местного нагрева обрабатываемой зоны детали, рабочим деформирующим узлом и сменными оправками, а также устройством для перемещения детали между позициями нагрева и деформирования 1.
Недостаток известной установки заключается в том, что она имеет больщую металлоемкость, процесс работы на установке трудоемок, во время транспортировки происхо. дит охлаждение детали, от чего страдает качество восстановления.
Целью изобретения является снижение .металлоемкости, повыщение производительности и качества восстановления.
С этой целью в установке для восстановления отверстий, преимущественно в корпусных деталях, содержащей корпус с размещенными на нем устройство.м местного нагрева обрабатываемой зоны детали, рабочим деформирующим узлом и сменными оправками, а также устройством для перемещения детали между позициями нагрева и деформирования, устройство для перемещения детали выполнено в виде установленной в направляющих корпуса тележки с подъемно-поворотной платфор.мой, снабженной приводом, а рабочий деформирующий узел выполнен в виде подпружиненного щтока с размещенными на нем съемными грузами, установленного в закрепленной на корпусе цилиндрической направляющей, силового цилиндра для сжатия пружины щтока, механизма фиксации положения щтока, при этом сменные оправки выполнены с отверстиями под щток, а цилиндрическая направляющая 20 расположена с возможностью взаимодействия с одной из оправок.
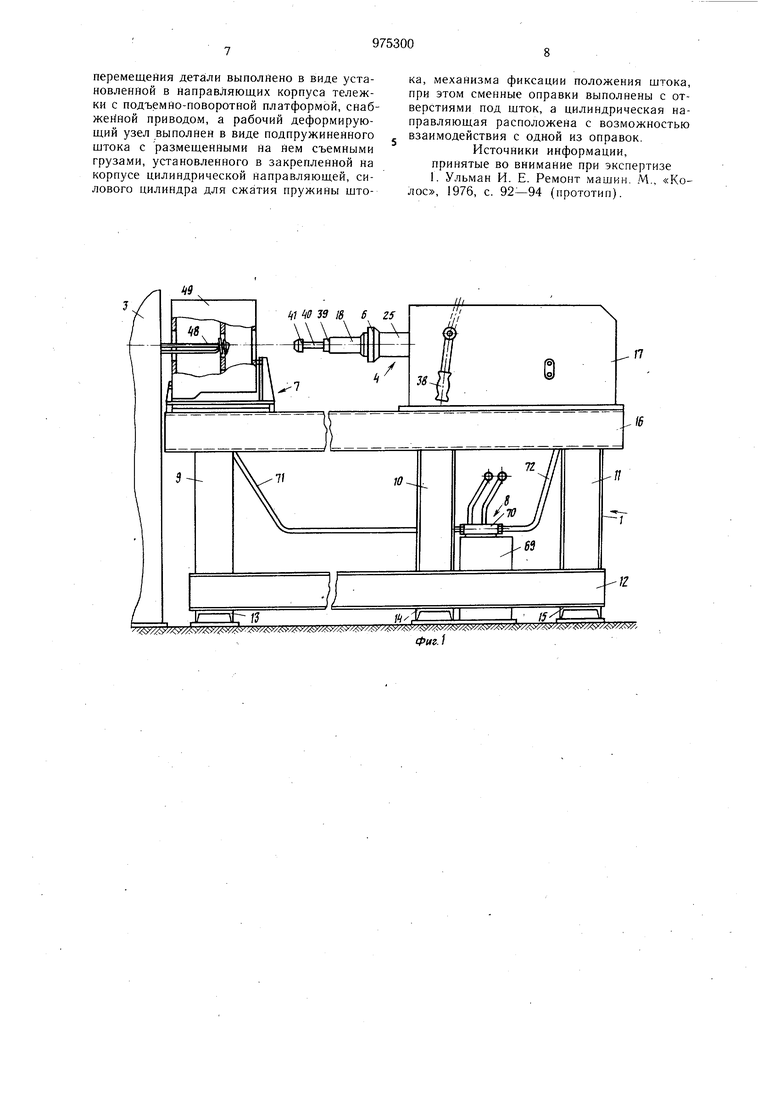
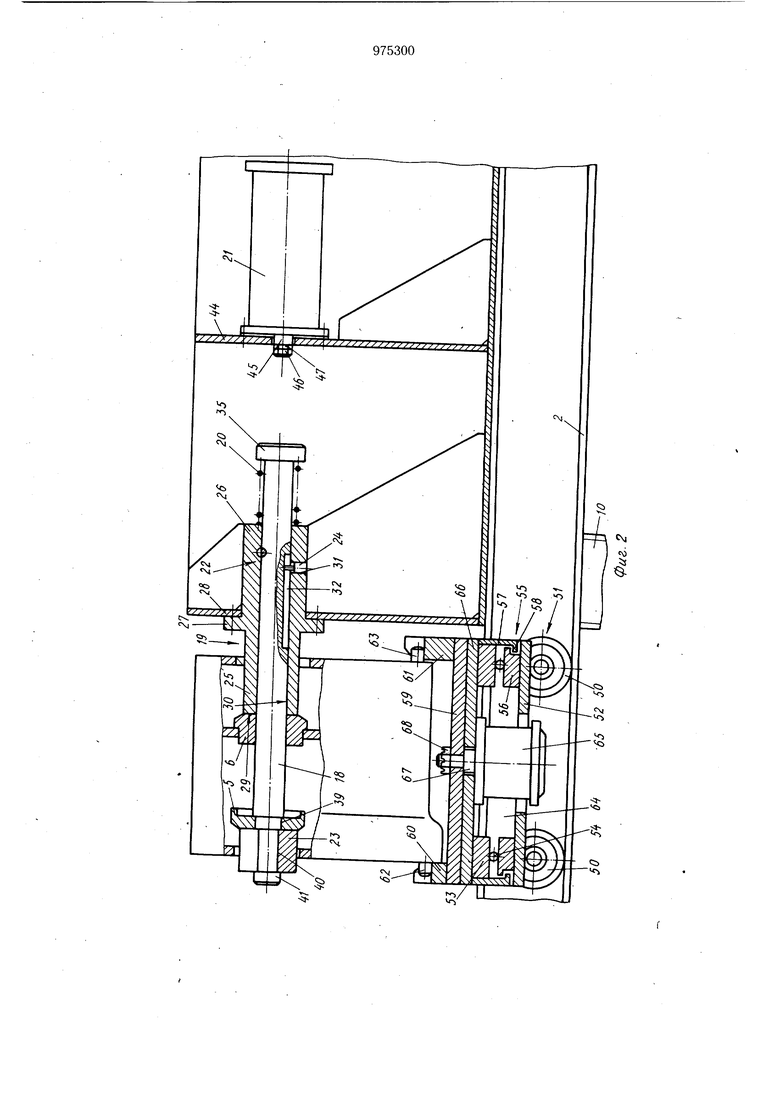
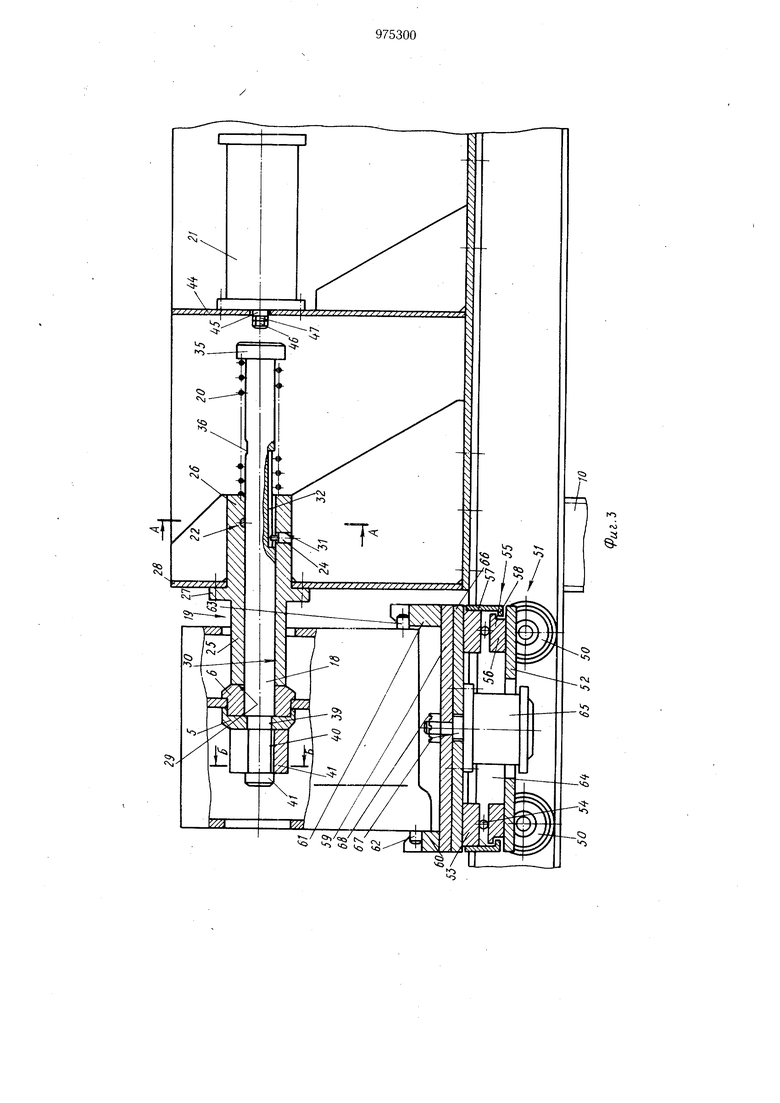
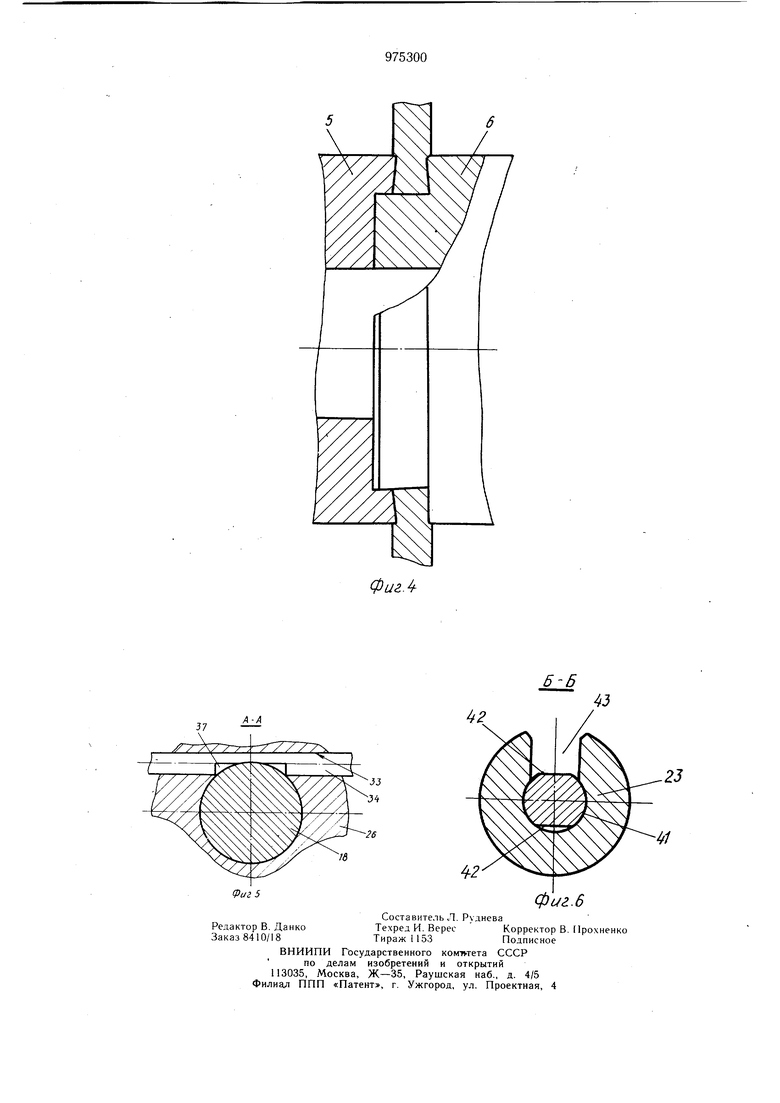
На фиг. 1 изображена установка, общий вид; на фиг. 2 - исходное положение установки; на фиг. 3 - то же, после окончания восстановления; на фиг. 4 - узел оправок после восстановления; на фиг. 5 - разрез А-А на фиг. 3; на фиг. 6 - разрез Б-Б на фиг. 3. Установка для восстановления отверстий содержит корпус 1 установки с продольными горизонтальными направляющими 2, закрепленными сверху корпуса I, устройство 3 для iMecTHoro нагрева обрабатываемой зоны детали, рабочий деформирующий узел 4 со сменными оправками 5 и 6, устройство 7 для перемещения детали между позициями нагрева и деформирования и опоры ее в процессе деформирования и гидросистему 8. Корпус 1 установки представляет собой жесткий каркас, образованный вертикальными балками 9-11 передней стенки и аналогичными тремя балками задней стенки (расположенными симметрично с балками 9- 11 относительно продольной оси корпуса установки), связанными снизу двумя продольными балками 12 и поперечными балками 13-15, а свер.ху двумя продольными балками 16 и двумя поперечными балками (не показаны), соединяющими по краям продольные балки 16. Верхние продольные балки 16, имеющие форму щвеллеров, обращены полками во внутрь корпуса 1. Нижние полки 2 балок 16 являются продольны.ми направляющими. На балках 16 над вертикальными балками 10 и 11 закреплена стойка 17, являющаяся корпусом рабочего деформирующего узла 4. Рабочий деформирующий узел 4 содержит щток 18, расположенный в цилиндрической направляющей 19, закрепленной на стойке 17 корпуса 1, пружину 20, гидроцилиндр 21 для сжатия пружины 20 щтока 18, механизм 22 фиксации положения щтока, съемные грузы 23 и направляющий штифт 24, удерживающий щток от проворота в направляющей 19. Цилиндрическая направляющая 9 состоит из передней части 25 и задней части 26, имеющей больщий диаметр, чем часть 25, между которыми расположен фланец 27, опирающийся на переднюю стенку 28 стойки 17. Фланец 27 имеет отверстия для болтов крепления направляющей на стойке. Продольная ось направляющей 19 расположена параллельно направляющей 2. Передний торец 29 направляющей 19 перпендикулярен продольной оси направляющей и служит упором для опорной оправки 6. В продольном отверстии 30 направляющей 19 расположен Ц1ток 18. На задней части 26 направляющей 19 имеется от15ерстие 31 для установки щтифта 24, входящего в продольный паз 32 на щтоке и предотвращающего проворот щтока, и отверстие 33, в котором расположен блокирующий валик 34 механизма фиксации положения щтока. Ось отверстия 33 расположена горизонтально, перпендикулярно оси направляющей 19 и на расстоянии, равном радиусу отверстия от ОСИ направляющей. Шток 18 выполнен в виде прямолинейного стержня с головкой 35 на заднем конце для упора пружины 20. В средней части он имеет снизу паз 32, а сверху отверстие 36, являющееся сопряженным с отверстием 33 на направляющей 19. При совпадении осей отверстий 33 и 36 спи образуют единое отверстие, в котором проворачивается блокирующий валик 34. Блокирующий валик 34 имеет в центральной части прямоугольную выемку 37, выполненную по глубине до середины валика, и рукоятку 38, закрепленную на конце валика 34, выходя.щем наружу за переднюю стенку стойки 17. При расположении вые.мки 37 валика 34 снизу (фиг. 3 и 5) щток 18 может свободно перемещаться внутри направляющей 19 под действием пружины 20. При расположении валика 34 выемкой кверху (фиг. 2) осуществляется фиксация щтока 18 во взведенном состоянии при сжатой пружине, которая расположена снаружи щтока между головкой 35 щтока 18 и задним торцом на11равляющей 19. На переднем конце щтока 8 имеется участок 39 для установки прессующей оправки 5, участок 40 для установки съемных грузов 23 и передняя головка 41, которая служит опорой для груза 23 и прессующей оправки 5. Наружные диаметры участка 39 и передней головки 41 одинаковые и меньще наружного диаметра щтока 18. Участок 40 для установки съемных грузов 23 имеет диаметр, меньщий диаметра передней головки 41, и снабжен парал, ельн1 1.ми лысками 42, расположенными горизонтально. Съемный груз 23 выполнен в виде кольца, имеющего внутри отверстие, охватывающее участок 40, и расположенную радиально прорезь 43, щирина которой больще расстояния между лысками 42 на участке 40, но меньще диаметра внутреннего отверстия съемного груза 23. Наличие лысок 42 на участке 40 щтока 18 и прорези 43 на съемном грузе 23 позволяет устанавливать груз при горизонтальном расположении прорези и фиксировать его поворотом в положение вертикального расположения прорези 43 сверху участка 40. Гидроцилиндр 21 для сжатия пружины 20 щтока 18 закреплен на промежуточной стенке 44 стойки 17 по продольной оси щтока 18. На конце щтока 45 гидроцилиндра 21, выходящем в полость, расположенную между стенками 28 и 44, имеется регулировочный винт 46 и контргайка 47 для блокировки регулировочного винта 46. Регулировочный винт 46 служит для регулировки выхода щтока 18 таким образом, чтобы в крайнем выдвинутом положении щтока 45 гидроцилиндра 21 щток 18 бь1Л выдвинут в положение совмещения осей отверстия 33 на направляющей 19 и отверстия 36 на щтоке 18. Это совпадение проверяется возможностью проворота блокирующего валика 34.
Устройство 3 для местного нагрева обрабатываемой ЗОНЫ-детали расположено на конце установки, противоположном концу, на котором расположен рабочий деформирующий узел. Устройство 3 для местного нагрева обрабатываемой зоны детали токами высокой частоты содержит индуктор 48, который вводится во внутрь восстанавливаемого отверстия при расположении восстанавливаемого корпуса у устройства 3.
Устройство 7 для перемещения детали 49 между устройством 3 для местного нагрева и рабочим деформирующим узлом 4 и для опоры ее в процессе вдавливания выполнено в виде передвижной тележки, которая ходовыми роликами 50 установлена на продольных направляющих 2.
Рама 51 тележки состоит из нижней части 52, на которой установлены ходовые ролики 50, и верхней части 53, установленной на нижней с возможностью поперечного перемещения. Верхняя часть установлена на нижней при помощи опорного шарикового устройства 54 и направляющего устройства 55, включающего бурты 56 на нижней части рамы 52 тележки и охватывающие поперечные крышки 57 с буртами 58. На верхней части 53 рамы тележки установлена платформа 59 с призмами 60 и 61, на которые устанавливается восстанавливаемый корпус 49 при помощи штифтов 62 и 63, запрессованных в .корпус. Внутри рамы 51 тележки образована полость 64, в которой расположен гидроцилиндр 65 вертикального подъёма платформы 59. Корпус гидроцилиндра 65 жестко закреплен снизу плиты 66 верхней части 53 рамы тележки, а платформа 59 закреплена на штоке 67 гидроцилиндра 65 при помощи гайки 68. При выдвинуто.м щтоке 67 гидроцилиндра 65 платформа 59 приподнимается Над рамой 51 тележки и может быть повернута на любой необходимый угол.
Гидросистема 8 установки включает гидробак с рабочей жидкостью и гидронасос, приводимый электродвигателем, выполненные в виде блока 69, сверху которого установлен распределитель 70, гидроцилиндр 21 сжатия пружины 20 и гидроцилиндр 65 для подъема платформы тележки. Гидроцилиндры 21 и 65 трубопроводами 71 и 72 соединены с распределителем 70.
Установка для восстановления отверстий работает следующим образом.
Подают рабочую жидкость в гидроцилиндр 21 до полного выдвижения его щтока 45. При этом пружина 20 сжимается, шток 18 выдвигается в крайнее левое положение. Рукоятку 38 блокирующего валика 34 поворачивают из крайнего верхнего положения, изображенного на фиг. 1 пунктирными линиями, в крайнее нижнее положение, изображенное сплошной линией. Блокирующий валик 34 поворачивается выемкой к верху (фиг. 2) и фиксирует шток 18 во взведенном состоянии. Подают рабочую жидкость в гидроцилиндр 21 с другой стороны поршня цилиндра и выдвигают шток- полностью в крайнее правое положение. На шток 18 устанавливают опорную оправку 6 до упора торца оправки в торец 29 йаправляющей 19.
На платформу 59 тележки 7 устанавливают восстанавливаемую деталь 49, например корпус коробки передач. Тележку 7 перемещают по продольным направляющим 2 к установке 3 для местного нагрева обрабатываемой зоны детали (фиг. 1). Индуктор 48 вводят в восстанавливаемое отверстие. Г1роизводят нагрев стенок отверстия до 800- 850°С.
Перемещают тележку 7 в крайнее положение у рабочего деформирующего узла 4.
Шток 18 с опорной оправкой 6 про.чодит через отверстия корпуса 49 до упора переднего рабочего торца оправки 6 в стенку восстанавливаемого отверстия. На участок 39 штока 18 устанавливают прессующую оправку 5, а на участок 40 штока 18 одевают съемный груз 23 и поворачивают его пазом 43 к верху. Груз 23 блокируется относительно штока 18.
Производят расфиксацию штока 18 поворотом блокирующего валика 34 выемкой вниз (рукоятка 38 в крайне.м верхнем положении), при этом после перехода валика 34 через среднее положение под действием пружины 20 шток 18 создает на валике 34 усилие, которое стремится автоматически довернуть рукоятку 38 в крайнее верхнее положение. После этого сжатая пружина 20 быстро перемещает шток 18 во внутрь стойки 17. Прессующая оправка под действием груза 23 производит дина.мическое обжатие разогретой стенки корпуса 49. За счет пластической деформации происходит уменьшение диаметра отверстия на 0,5-0,6 мм. После окончания обжима и охлаждения детали производят расточку отверстия в номинальный размер.
/
Предлагаемое изобретение позволяет снизить металлоемкость и повысить производительность установки для восстановления отверстий, а также повысить качество восстановления отверстий.
Формула изобретения
Установка для восстановления отверстий, преимущественно в корпусных деталях, содержащая корпус с размещенными на нем устройством местного нагрева обрабатываемой зоны детали, рабочи.м деформирующим узлом и сменными оправками, а также устройством для перемещения детали между позициями нагрева и деформирования, отличающаяся те.м, что, с целью снижения металлоемкости, повышения производительности и качества восстановления, устройство для
перемещения детали выполнено в виде установленной в направляющих корпуса тележки с подъемно-поворотной платформой, снабженной приводом, а рабочий деформирующий узел выполнен в виде подпружиненного щтока с размещенными на нем съемными грузами, установленного в закрепленной на корпусе цилиндрической направляющей, силового цилиндра для сжатия пружины щтока, механизма фиксации положения штока, при этом сменные оправки выполнены с отверстиями под щток, а цилиндрическая направляющая расположена с возможностью взаимодействия с одной из оправок.
Источники информации, принятые во внимание при экспертизе 1. Ульман И. Е. Ремонт машин М «Колос, 1976, с. 92-94 (прототип)
