(5) КОНВЕЙЕР ДЛЯ ТРАНСПОРТИРОВАНИЯ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортирования изделий | 1978 |
|
SU695910A1 |
| Шаговый конвейер | 1983 |
|
SU1093647A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство забора крови | 2020 |
|
RU2737998C1 |
| Установка для изготовления арболитовых изделий | 1990 |
|
SU1738660A1 |
| Вакуумное грузозахватное устройство | 1984 |
|
SU1199734A1 |
| Устройство для подачи профильных изделий различных типоразмеров на приемный рольганг обрабатывающего агрегата | 1987 |
|
SU1437317A2 |
| Линия для обработки изделий | 1988 |
|
SU1640072A1 |
| Конвейер для штучных грузов | 1977 |
|
SU709467A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |

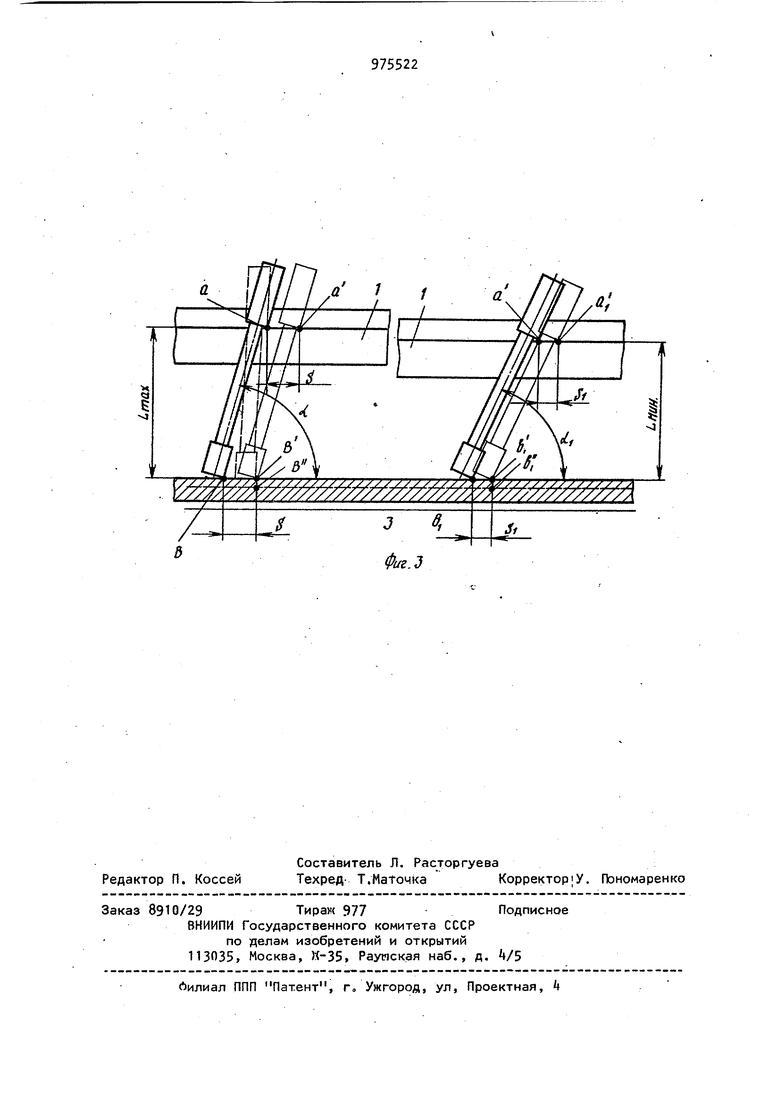
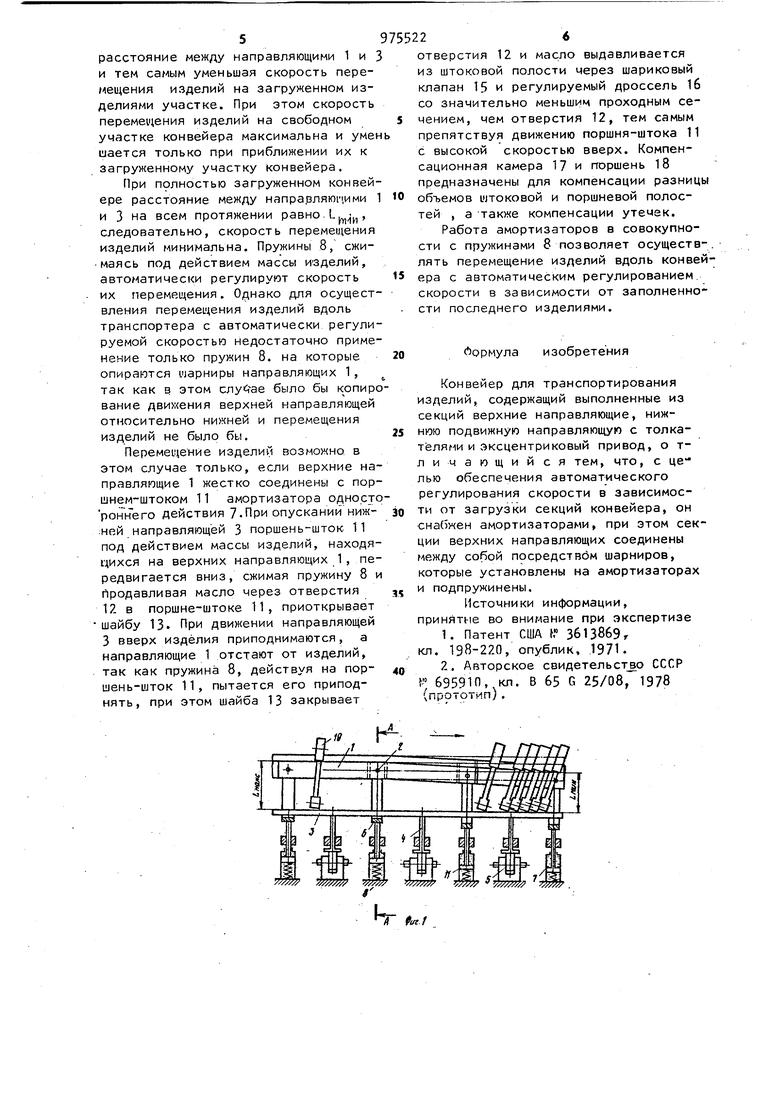
Изобретение относится к маши ностроению и мо)чет быть использовано в других отраслях#. где требуется механизация подачи изделий к месту обработки, в частности для шатунов двигателей внутренного сгорания. Известно устройство для транспортирования изделий, содержащее неподви чные и подвижйую направляющие с толкателями, эксцентриковый привод tOНедостаток этого устройства заключается в отсутствии возможности изменения скорости перемещения изделий как на отдельных участках конвейе а,таки по всей его длине,что необходимо для предотвращения остановки /оборудования с жестким режимом работы при непериодической загрузке конве ера. Введение таких устройств регулиро вания скорости как привод постоянного тока, вариатор, многоскоростной элек тродвигатель значительно усложняет и удорожает конструкцию, при этом возможно только регулирование скорости всего конвейера, а не отдельных его участков. Наиболее близким техническим решением из известных является конвей- ер для транспортирования изделий, содержащий выполненные из секций верхние направляющие, нижнюю подвижную направляю1дую с толкателями и эксцентриковый привод . J. Данный механизм позволяет эф()ективно регулировать скорость перемещения изделий на отдельных секциях конвейера. Это позволяет вновь загружаемым изделиям догнать предшествующие изделия, находящиеся в зоне ; выдачи и перемещающиеся со скоростью, обеспечивающей ритм работы пи- таемого оборудования. Однако в известном устройстве различные скорости на отдельных секциях устанаапиваются ,при наладке и сохраняются как при полностью заполненном, так и при полностью опорожненном конвейере. Это приводит к тому, что при полностью заполненном ко вейере изделия на участках с настро ной скоростью выше оптимальной приподнимаются на большую величину над неподвижными направляющими, хотя в этом нет никакой необходимости.При загрузке полностью опорожненного кон вейера изделие движется на различных секциях конвейера с заранее установленной скоростью, хотя в этой ситуации желательно как можно скорее подать изделия к питаемому оборудованию, т.е. от начала и до конца конвейера желательна наибольшая скорост (Транспортирования изделий. Известное устройство облада.ет так же завышенной потребляемой мощностью из-за того, что при заполненном конвейере участки со скоростью больше оптимальной потребляют больше мощности, в то время как, если по мере заполнения скорость на этих участках снижалась бы, то требовалась бы меньшая мощность привода. Удар изделий при их падении на жесткие направляющие, особенно при прекращении отбора изделий с конвейера, приводит к износу направляющих, самих изделий и создает шум. Целью изобретения является чение авт6матичес,кого регулирования скорости в зависимости от 3ai- рузки секций конвейера. Указанная цель достигается тем, что конвейер, содержащий выполненные из секций верхние направляющие, нижнюю подвижную направляющую с толкателями и эксцентриковый привод, снабжен амортизаторами, при этом секции верхних направляющих соединены между собой посредством ишрниров, которые установлены на амортиза торах и подпружинены. На фиг. 1 изображен предложенный конвейер, общий вид; на фиг. 2- разрез А-А на фиг. 1; на фиг. 3 схема транспортирования изделия. Конвейер для транспортирования изделий, например.шатунов, состоящий из секций, с одним приводом (не показан) включает верхние направля-. ющие 1 (фиг. 1 и 2), секции кбторых соединены между собой шарнирно осью 2, и нижнюю подвижную направля ющую 3 жестко связанную с толкателя ми 4, опирающимися на эксцентрики 5 привода. Места взаимного креплеия секций верхних направляющих 1 с омощью вилок 6 соединены с амортиатором 7 и через пружины 8 опиратся на несущую конструкцию 9. Амортизатор 7 (фиг. 1) состоит из корпуса 10 (фиг. 2), внутри которого установлен порщень-шток 11, имеющий отверстия 12, прикрываемые шайбой 13, которая поджата пружийой Il, шариковый клапан 15, регулируемый дрос сель 1б, и имеется компенсационная камера 17 с поршнем 18. Изделие 19, установленное на конвейер с наклоном в сторону перемещения, опирается на.верхние направляющие 1 и нижнюю направляющую 3 в точках а (фиг. З) и в, образуя между направляющими и осью изделия угол с . Конвейер работает следующим образом. При вращении эксцентрика 5 нижняя направляющая 3 осуществляет вертикальные перемещения на величину, равную двойному эксцентриситету эксцентрика 5. При движении нижней направляющей 3 вниз изделие 19 поворачивается вокруг точки а (а.) за счет момента создаваемого центром тяжести изделия относительно этой точки, при этом в крайнем нижнем положении направляющей 3 точка в (в) изделия перемещается на расстояние 5 (S) точка в (в). При движении нижней направляющей 3 вверх изделия поворачи-. вается вокруг точки в (в ) и точка а (а) изделия перемещается по верхни направляющим 1 на расстоянии S (S). На фиг. 3 видно, что, если угол между осью изделия и направляющими больше , то и единичное перемещение изделия за оборот эксцентрика больше .; , .,,. Но так как угол наклона изделия d.( зависит от расстояния L между направляю1цими, то изменение этого расстояния вызывает изменение величины перемещения изделия S (S) за один оборот эксцентрика 5. Изменение расстояния L на конвейере от осуществляется ав- томатически. под действием массы перемещаемых изделий. При незаполненном конвейере расстояние между направляющими 1 и 3 равно L так как направляющие 1 подняты вверх пружинами 8. По мере загрузки конвейера масса изделий осаживает пружины В, меняя
расстояние между направляющими 1 и и тем самым уменьшая скорость перемещения изделий на загруженном изделиями участке. При этом скорость перемещения изделий на свободном участке конвейера максимальна и умен шается только при приближении их к загруженному участку конвейера.
При прлностью загруженном конвейере расстояние между напра,вляю1м,ими и 3 на всем протяжении равно.,. , следовательно, скорость перемещения изделий минимальна. Пружины 8, сжимаясь под действием массы изделий, автоматически регулируют скорость их перемещения. Однако для осуществления перемещения изделий вдоль транспортера с автоматически регулируемой скоростью недостаточно применение только пружин 8. на которые опираются шарниры направляющих 1, так как в этом случае было бы копирование движения верхней направляющей относительно нижней и перемещения изделий не было бы.
Перемещение изделий возможно в этом случае только, если верхние направляющие 1 жестко соединены с поршнем-штоком 11 амортизатора односторон него действия 7.При опусканий ниж:ней направляющей 3 поршень-шток 11 под действием массы изделий, находящихся на верхних направляющих 1, передвигается вниз, сжимая пружину 8 и продавливая масло через отверстия 12 в поршне-штоке 11, приоткрывает шайбу 13. При движении направляющей 3 вверх изделия приподнимаются, а направляющие 1 отстают от изделий, так как пружина 8, действуя на поршень-шток 11, пытается его приподнять, при этом шайба 13 закрывает
,18 Иотверстия 12 и маС;ЛО выдавливается из штоковой полости через шариковый клапан 15 и регулируемый дроссель 1б со значительно меньшим проходным сечением, чем отверстия 12, тем самым препятствуя движению поршня-штока 11 с высокой скоростью вверх. Компенсационная камера 17 и поршень 18 предназначены для компенсации разницы объемов штоковой и поршневой полостей , а также компенсации утечек.
Работа амортизаторов в совокупности с пружинами 8 позволяет осуществлять перемещение изделий вдоль конвейера с автоматическим регулированием, скорости в зависимости от заполненно сти последнего изделиями.
йормула изобретения
Конвейер для транспортирования изделий, содержащий выполненные из секций верхние направляющие, нижнюю подвижную направляющую с толкателями и эксцентриковый привод, о тли чающийся тем, что, с це лью обеспечения автоматического регулирования скорости в зависимости от загрузки секций конвейера, он снабжен амортизаторами, при этом сеции верхних направляющих соединены между посредством шарниров, которые установлены на амортизатора и подпружинены.
Источники информации, принятие во внимание при экспертизе
Г 69591П, кл. В 65 G 25/08, 1Э78 (прототип).
Ь
J 4
Si фиг.З
