N)
Изобретение относится к устройствам для транспортирования изделий из проката.
Целью изобретения является расширение технологических возможностей за счет обеспечения кроме подачи на приемный рольганг сформированной партии профильных изделий подачи изделий цилиндрической формы.
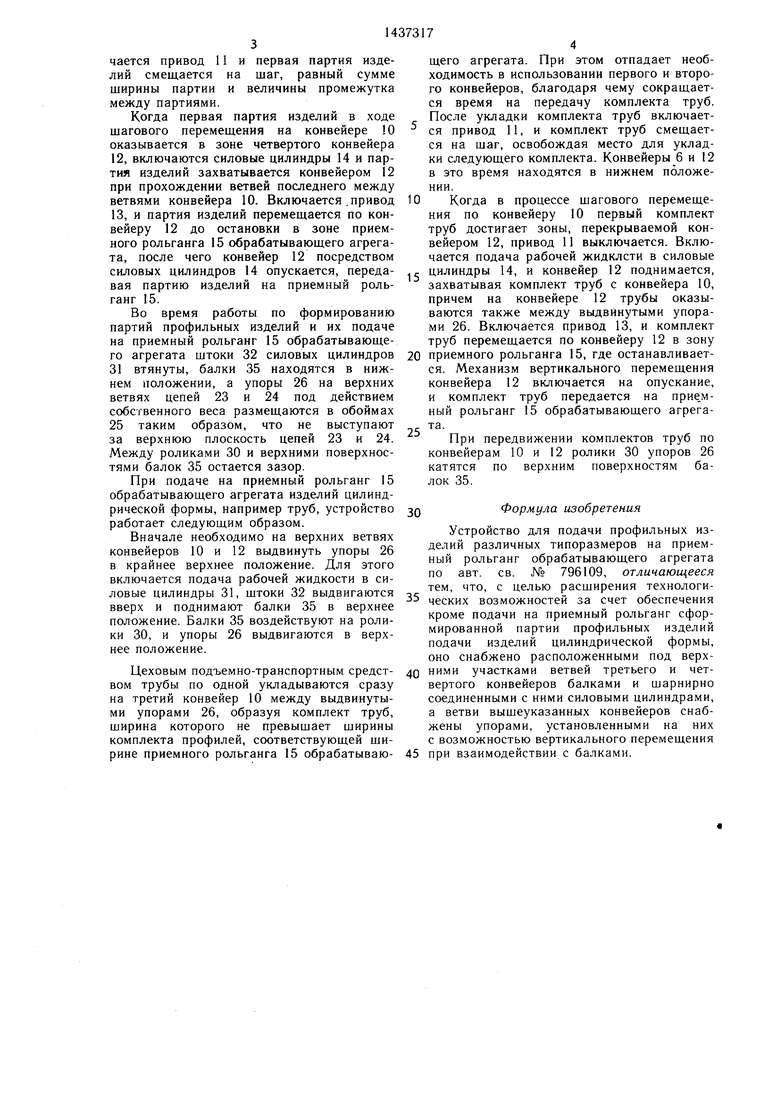
На фиг. 1 изображено устройство для подачи профильных изделий, общий вид;
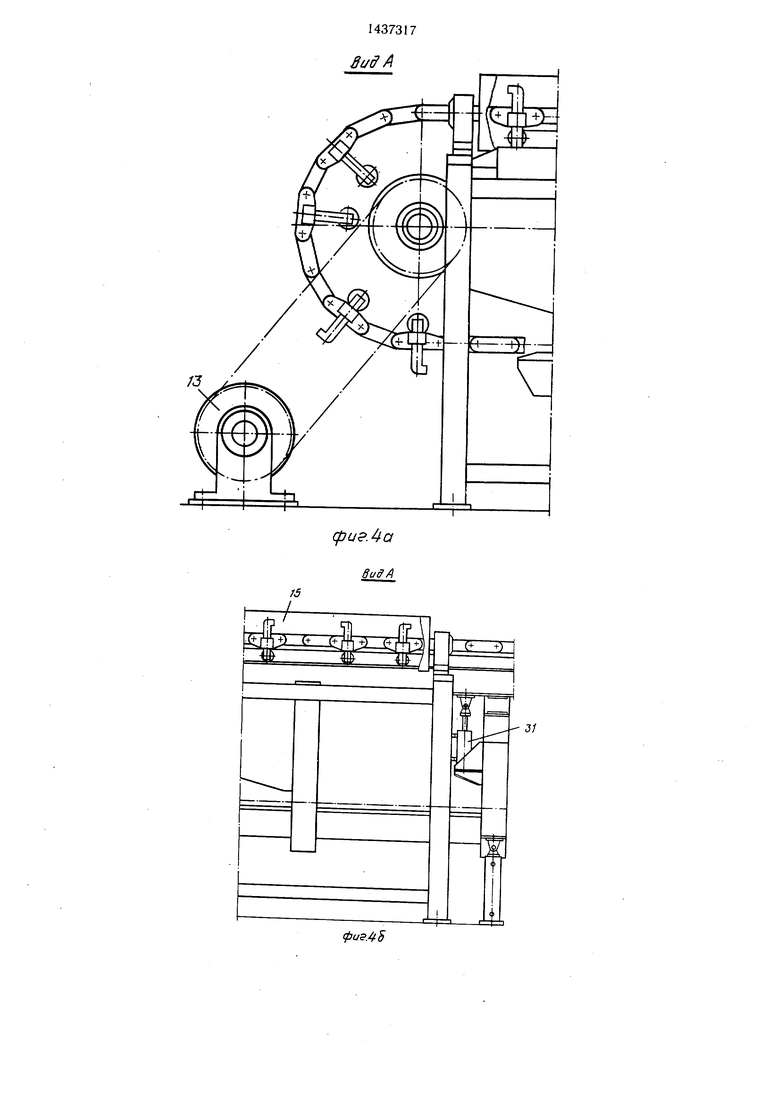
нами 34, закрепленными на нижней поверхности балок 35, которые размещены под верхними участками ветвей.
При подаче на приемный рольганг 15 обрабатывающего агрегата профильных изделий различных типоразмеров устройство работает следующим образом.
Профильное изделие подается по рольгангу 1 и останавливается в зоне первого конвейера 2, который при этом силовыми
; на фиг. 2 - то же, в плане; на фиг. 3 - ю цилиндрами 5 опущен ниже плоскости ка- I кинематическая схема приспособления для тания изделий по рольгангу 1. После оста- I автоматического формирования партии заданной ширины; на фиг. 4 - вид А на
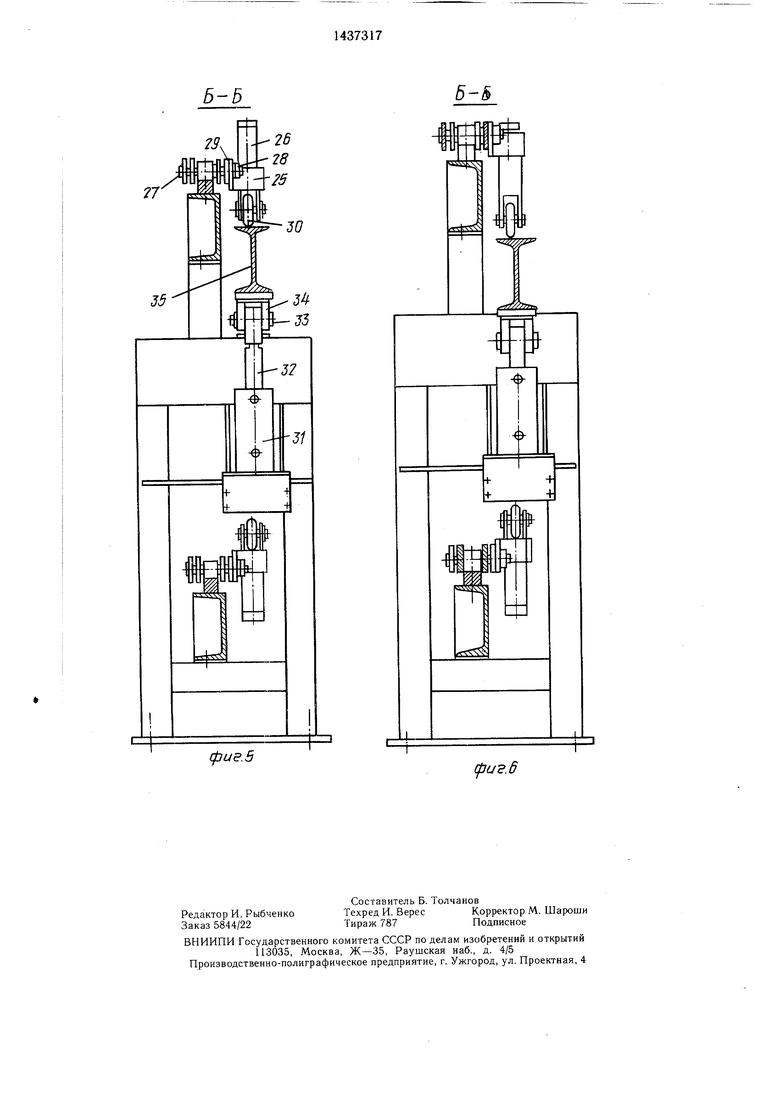
I фиг. 2; на фиг. 5 - разрез Б-Б на ; фиг. 4; на фиг. 6 - то же, с опущенной балкой и опущенными упорами.
Устройство для подачи профильных изделий различных типоразмеров на приемный рольганг обрабатывающего агрегата содержит расположенный между роликами
15
новки изделий силовые цилиндры 5 поднимают конвейер 2 вместе с изделием над роликами рольганга 1. Включается привод 3, и изделие перемещается по конвейеру 2 до остановки упорами 4. При этом происходит выравнивание изделия, а привод 3 после выравнивания изделия выключается.
Затем посредством силовых цилиндров 8
подающего рольганга 1 первый конвейер 2 20 второй конвейер 6 поднимается между вет- с приводом 3, оснащенный упорами 4 ивями первого конвейера 2, а конвейер 2
механизмом вертикального перемещения вс упорами 4 посредством силовых цивиде силовых цилиндров 5, второй кон- линдров 5 опускается в исходное положе- вейер 6 с приводом 7, оснащенный меха-ние. Включается привод 7 конвейера 6,
низмом вертикального перемещения в виде и изделие перемещается по нему. При про- силовых цилиндров 8 и приспособлением 9 25 ходе передней кромки изделия над конеч- для автоматического формирования партииными выключателями 16 приспособления 9
включаются приводы 20, и конечные выключатели 17 начинают перемещаться навстречу изделию. При проходе задней кромки изделия над конечными выключателями 16 изделие останавливается, конечные выключатели 17 тоже останавливаются, пройдя от исходного положения расстояние, равное ширине изделия. Требуемый зазор между изделиями обеспечивается расстоянием межформирования партии заданной ширины ду упорами 4 и конечными выключате- из профильных изделий одного из различ- лями 16. Конвейер 6 опускается. Следую- ных типоразмеров содержит конечные вы-. щее изделие подается на конвейер 6 ключатели 16 первого ряда, закрепленныеаналогичным образом, первое изделие при
на раме второго конвейера 6, и конечные этом смещается на щаг, равный сумме выключатели 17 второго ряда, каждый изширины изделия и величины требуемого
которых закреплен на каретке 18, уста- 40 зазора, а следующее изделие останавливает- новленной в направляющих 19 с возмож-ся при проходе его задней кромки над козаданной ширины из профильных изделий различных типоразмеров, третий конвейер 10 с приводом И, четвертый конвейер 12
i с приводом 13, оснащенный механизмом вертикального перемещения в виде силовых
I цилиндров 14 и частично расположенный
j между роликами приемного рольганга 15
: обрабатывающего агрегата.
Приспособление 9 для автоматического
30
ностью перемещения от привода 20 посредством ходового винта 21 и ходовой гайки -22 в направлении, противоположном перемещению изделий, и со скоростью, равной скорости перемещения изделий.
Ветви третьего 10 и четвертого 12 конвейеров выполнены, например, в виде пластинчатых цепей соответственно 23 и 24, на которых закреплены с требуемым ша45
нечными выключателями 16. Когда в процессе шагового перемещения по конвейеру 6 первое изделие своей задней кромкой пройдет над конечными выключателями 17, подача изделий на конвейер 2 прекращается, а на конвейере 6 формируется партия изделий заданной ширины. Конвейер 6 посредством силовых цилиндров 8 пускается.
передавая партию изделий на третий конгом обоймы 25 с упорами 26, прич ем-п вейер 10.
упоры 26 установлены в обоймах 25Включается привод 11, и партия издес возможностью вертикального перемеще-лий перемещается по конвейеру 10 до
ния. Обоймы 25 крепятся к цепям 23выхода последнего изделия партии из зоны
и 24 посредством пальцев 27, гаек 28конвейера 6 и образования требуемого
и шайб 29. Упоры 26 оснащены ролика-промежутка между партиями. Привод 11
ми 30. На раме третьего 10 и четвер-55 выключается, после чего формируется слетого 12 конвейеров установлены силовыедующая партия изделий описанным выше
цилиндры 31, штоки 32 которых посредст-способом. После поступления на конвом осей 33 щарнирно связаны с проуши-вейер 10 следующей партии изделий вклюнами 34, закрепленными на нижней поверхности балок 35, которые размещены под верхними участками ветвей.
При подаче на приемный рольганг 15 обрабатывающего агрегата профильных изделий различных типоразмеров устройство работает следующим образом.
Профильное изделие подается по рольгангу 1 и останавливается в зоне первого конвейера 2, который при этом силовыми
цилиндрами 5 опущен ниже плоскости ка- тания изделий по рольгангу 1. После оста-
зазора, а следующее изделие останавливает- ся при проходе его задней кромки над ко
нечными выключателями 16. Когда в процессе шагового перемещения по конвейеру 6 первое изделие своей задней кромкой пройдет над конечными выключателями 17, подача изделий на конвейер 2 прекращается, а на конвейере 6 формируется партия изделий заданной ширины. Конвейер 6 посредством силовых цилиндров 8 пускается.
чается привод 11 и первая партия изделий смещается иа шаг, равный сумме ширины партии и величины промежутка между партиями.
Когда первая партия изделий в ходе шагового перемещения на конвейере 0 оказывается в зоне четвертого конвейера
12,включаются силовые цилиндры 14 и партия изделий захватывается конвейером 12 при прохождении ветвей последнего между ветвями конвейера 10. Включается .привод
13,и партия изделий перемещается по конвейеру 12 до остановки в зоне приемного рольганга 15 обрабатывающего агрегата, после чего конвейер 12 посредством силовых цилиндров 14 опускается, передавая партию изделий на приемный рольганг 15.
Во время работы по формированию партий профильных изделий и их подаче на приемный рольганг 15 обрабатывающего агрегата штоки 32 силовых цилиндров 31 втянуты, балки 35 находятся в нижнем положении, а упоры 26 на верхних ветвях цепей 23 и 24 под действием собственного веса размещаются в обоймах 25 таким образом, что не выступают за верхнюю плоскость цепей 23 и 24. Между роликами 30 и верхними поверхностями балок 35 остается зазор.
При подаче на приемный рольганг 15 обрабатывающего агрегата изделий цилиндрической формы, например труб, устройство работает следующим образом.
Вначале необходимо на верхних ветвях конвейеров 10 и 12 выдвинуть упоры 26 в крайнее верхнее положение. Для этого включается подача рабочей жидкости в силовые цилиндры 31, штоки 32 выдвигаются вверх и поднимают балки 35 в верхнее положение. Балки 35 воздействуют на ролики 30, и упоры 26 выдвигаются в верхнее положение.
Цеховым подъемно-транспортным средством трубы по одной укладываются сразу на третий конвейер 10 между выдвинутыми упорами 26, образуя комплект труб, ширина которого не превышает ширины комплекта профилей, соответствующей ширине приемного рольганга 15 обрабатывающего агрегата. При этом отпадает необходимость в использовании первого и второго конвейеров, благодаря чему сокращается время на передачу комплекта труб. После укладки комплекта труб включает- ся привод 11, и комплект труб смещается на шаг, освобождая место для укладки следующего комплекта. Конвейеры 6 и 12 в это время находятся в нижнем положении.
0 Когда в процессе шагового перемещения по конвейеру 10 первый комплект труб достигает зоны, перекрываемой конвейером 12, привод 11 выключается. Включается подача рабочей жидклсти в силовые
г цилиндры 14, и конвейер 12 поднимается, захватывая комплект труб с конвейера 10, причем на конвейере 12 трубы оказываются также между выдвинутыми упорами 26. Включается привод 13, и комплект труб перемещается по конвейеру 12 в зону
0 приемного рольганга 15, где останавливается. Механизм вертикального перемещения конвейера 12 включается на опускание, и комплект труб передается на прие,м- ный рольганг 15 обрабатывающего агрега5
При передвижении комплектов труб по
конвейерам 10 и 12 ролики 30 упоров 26 катятся по верхним поверхностям балок 35.
30
Формула изобретения
Устройство для подачи профильных изделий различных типоразмеров на приемный рольганг обрабатывающего агрегата по авт. св. № 796109, отличающееся тем, что, с целью расширения технологи 5 ческих возможностей за счет обеспечения кроме подачи на приемный рольганг сформированной партии профильных изделий подачи изделий цилиндрической формы, оно снабжено расположенными под верх4Q ними участками ветвей третьего и четвертого конвейеров балками и шарнирно соединенными с ними силовыми цилиндрами, а ветви вышеуказанных конвейеров снабжены упорами, установленными на них с возможностью вертикального перемещения
45 при взаимодействии с балками.
/J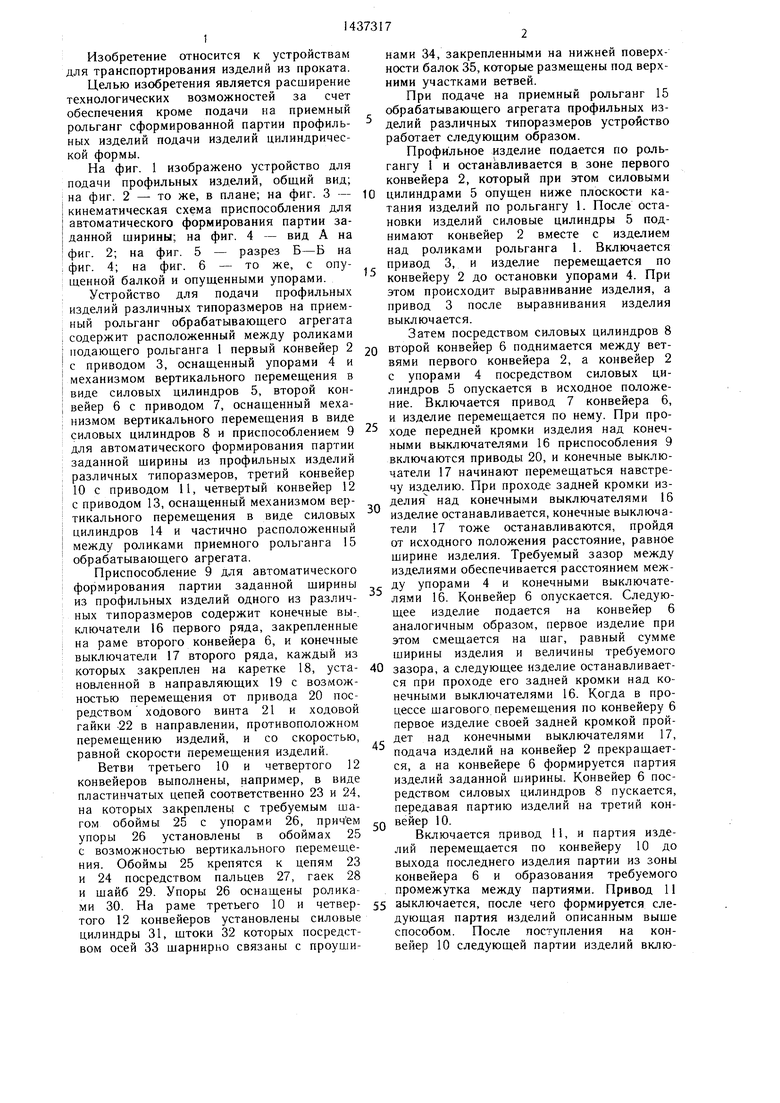
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи профильных изделийи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU796109A1 |
| Устройство для подачи профильных изделий | 1987 |
|
SU1535809A1 |
| Устройство для подачи профильных изделий | 1987 |
|
SU1507697A2 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Агрегат для зачистки концов труб | 1989 |
|
SU1717297A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| ГИБОЧНАЯ МАШИНА | 1973 |
|
SU367929A1 |
| Поточная линия для изготовления сварочных конструкций | 1974 |
|
SU524653A1 |
| Поточная линия для производства полых волокнистых цилиндров | 1977 |
|
SU656858A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |


Изобретение относится к транспортированию изделий (И) из проката и позволяет расширить технологические возможности за счет обеспечения кроме подачи на приемный рольганг партии профильных И подачи И цилиндрической формы. Устройство включает установленные друг за другом четыре конвейера (К). Расположенный между роликами подающего рольганга первый К оснащен упорами и механизмом вертикального перемещения. Второй К имеет механизм вертикального перемещения и приспособление для автоматического формирования партии заданной ширины из И. Для подачи И на рольганг обрабатывающего агрегата четвертый К оснащен механизмом вертикального перемещения в виде силовых цилиндров (СЦ) и частично расположен между роликами рольганга. Под верхними участками третьего и четвертого К расположены балки, шарнирно соединенные с СЦ, установленными на раме третьего и четвертого К. На ветвях последних установлены упоры с возможностью вертикального перемещения при взаимодействии с балками в их поднятом положении. С подающего К снимаются И первым К за счет его подъема и перемещаются им к упорам, где осуществляется выравнивание И. При подъеме второго К снимаются им И и перемещаются к приспособлению для автоматического формирования партии заданной ширины из И. После формирования партии И заданной ширины второй К опускается, передавая ее на третий К, который перемещает И до выхода последнего И из зоны второго К с образованием требуемого промежутка между партиями И. Последние перемещаются на четвертый К, а с него - на рольганг. 6 ил. € (Л 00 vj СО
физ.Ь
(риР.З
сраг.е
(риг.д
BuffA
5-5
77
(риг.5
Б(ри.6
| Способ подачи профильных изделийи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU796109A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
