Известны прессы для сухого прессования различных материалов, снабженные двумя соосными штемпелями и формой в виде сквозной матрицы, уравновешенной противовесами и перемещаюп ейся свободно в вертикальном направлении под действием сил трения прессуемого материала. Однако они не приспособлены для изготовления керамических изделий с большой степенью пустоты и равномерной плотностью.
Предлагаемый пресс отличается от известных тем, что форма закрыта снизу плитой с кернами, проходящими через отверстия спободfio помещенной в форме решетки, установленной на плите вибрационного механизма и взаимодействующей с нижним нгтемпелем.
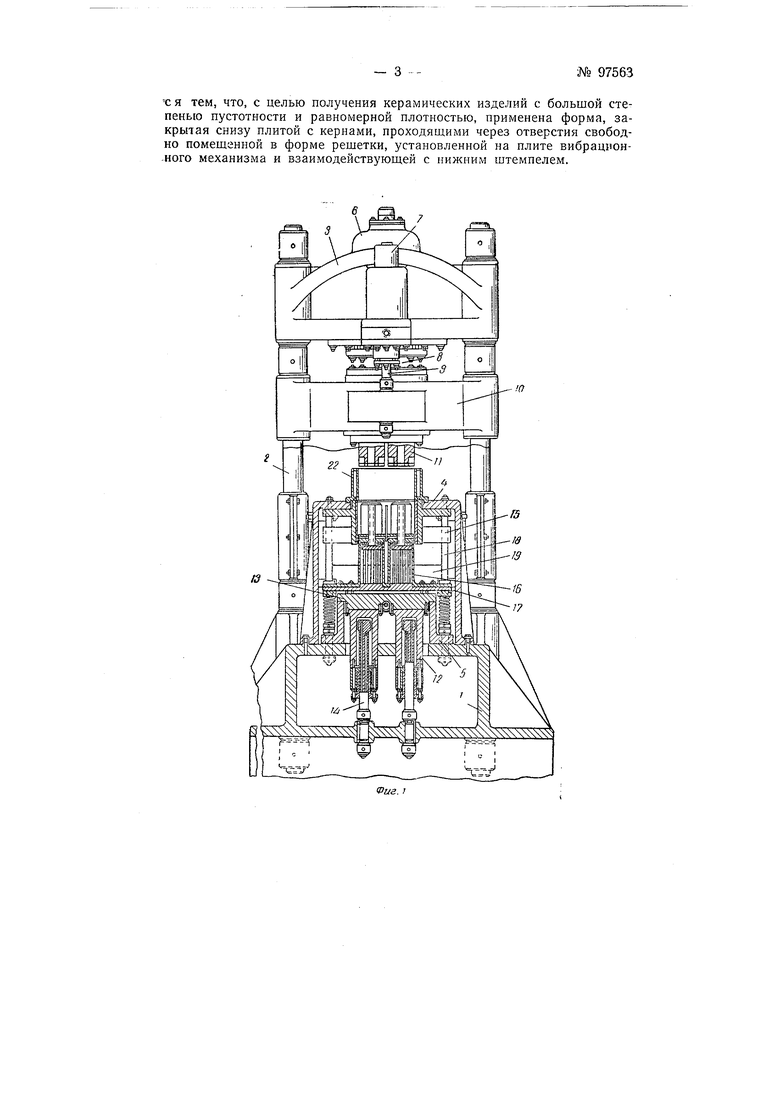
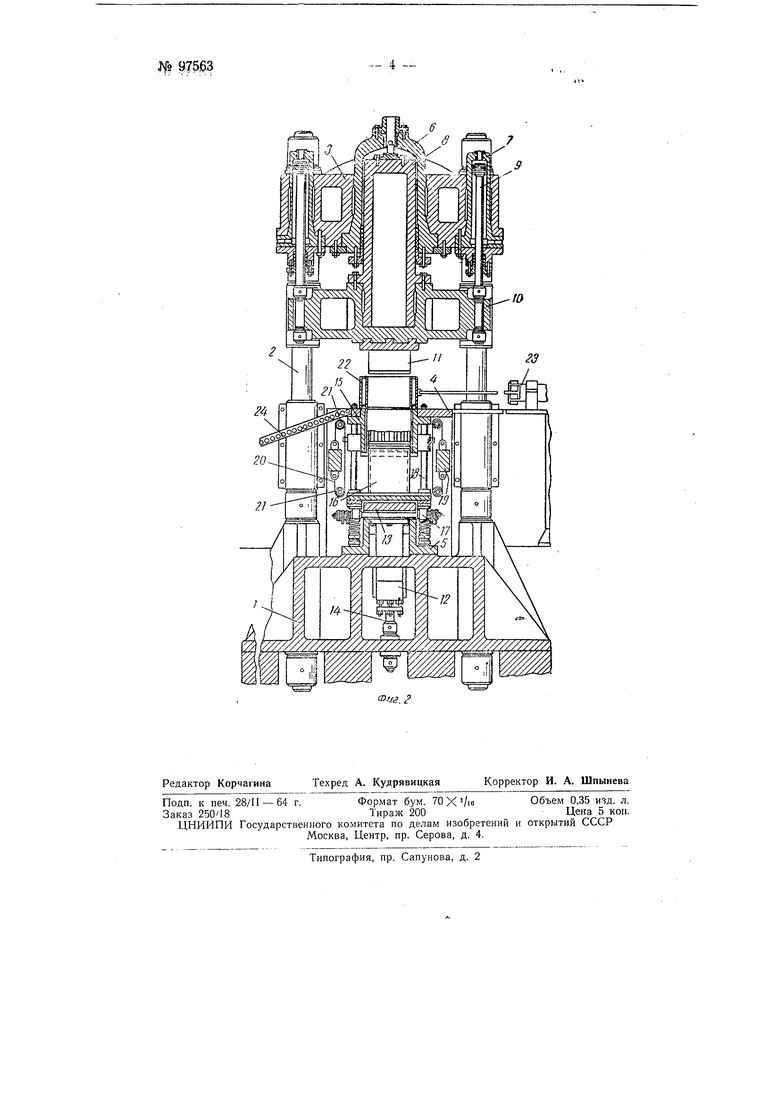
На фиг. 1 и 2 изображен пресс {вертикальные разрезы).
Станина / пресса установлена на фундаменте и жестко соединена четырьмя колоннами 2 с верхней неподвижной траверсой 3. На верхней плоскости станины смонтированы упорный стол 4 и опорная коробка 5. В траверсе 5 установлены главный рабочий цилиндр 6 и два вспомогательных цилиндра 7. Плунжеры S и 9 этих цилиндров жестко соединены с подвижной поперечиной 10, направляемой колоннами 2. К нижней плоскости поперечины 10 крепится верхний щтемпель 11 с вертикальной прорезью для одновременного прессования двух блоков. Цилиндры 12 смонтированы на нижнем щтемпеле 13. Плунжеры 14 цилиндров 12 жестко соединены концами с опорной коробкой 5. Форма 15 с кернами, решетка 16, помещенная в форме, и плита 17 вибрационного механизма установлены подвижно вдоль четырех направляющих 18, связывающих станину / со столом 4. Форма 15 выполнена в виде литой коробки с упорным фланцем сверху и четырьмя ущками, скользящими по направляющим 18. Вертикальная металлическая пе№ 97563
регородка разделяет форму на две части. Внутри она облицована сменными пластинами. Нижний торец формы /5 закрыт двумя плитами с кернами, которые соединены с формой болтами. В верхнем нерабочем положении форма 15 прижата своим фланцем к упорному столу 4 двумя противовесами 19, соединенными с ней тросами 20, охватывающими блоки 21. Внутри формы 15 свободно расположена опорная решетка 16, выполненная в виде литых замкнутых коробок с обшим нижним фланцем с ушками, скользящими по направляющим 18. Между коробками имеется зазор для прохода перегородки формы 15. Верхние плоскости коробок и их сменные прессующие плиты имеют сквозные отверстия для прохода кернов в формы 15. Противоположные стенки каждой коробки снабжены прорезями для прохода проушин плит формы 15. К фланцу опорной решетки 16 крепится плита, опирающаяся на плиту 17 вибрационного механизма и поддерживаемая четырьмя пружинами, надетыми на направляющие 18. Через прямоугольное отверстие плиты 17 проходит нижний штемпель 13. К нижней плоскости плиты 17 крепится на двух подшипниках вибрационный механизм, состоящий из вала с эксцентриками и шкивом, приводимым во вращение электродвигателем.
На упорном столе 4 установлена засыпная коробка 22, перестанавливаемая горизонтально штоком гидравлического цилиндра 23. К прессу примыкает рольганг 24, по которому транспортирует спрессованное изделие. В первоначальном положении засыпная коробка 22 усганавливается под дозирующим устройством бункера. В зависимости от типа прессуемого керамического изделия в коробку засыпается глина основного массива изделия и цветная глина облицовочного слоя. Наполненная массой засыпная коробка 22 подается к форме 15. В этом положении опорная решетка 16 цилиндрами 12 быстро опускается вниз. В опушенном положении опорная решетка 16 опирается на плиту 17 вибрационного механизма, который сообщает ей колебательное движение для уплотнения глины. Одновременно с вибрацией происходит опускание плунжерами 9 вспомогательных цилиндров 7 верхнего штемпеля //, который производит первичное прессование, после чего штемпель // отводится вверх на 5 мм, и создается пауза для выхода воздуха из прессуемой массы. После этого начинается вторичное прессование пид одновременным воздействием плунжеров 8 и 9.
Подвижная форма 15 с закрепленными па ней кериами во время прессования перемещается вниз трением глины о стенки верхней части формы, вследствие чего начинается прессование в нижней части со стороны неподвижного во время прессования нижнего штемпеля 13.
Окончг;тельное прессование производится с длительной выдержкой под максимальным постоянным давлением прессуемого изделия, что обеспечивает снятие внутренних напряжений, возникших в процессе прессования. Затем верхний штемпель 11 поднимется в первоначальное положение, в рабогу включаются цилиндры 12 и штемпель 13 выталкивает изделие на уровень стола пресса. Ранее заполненная глиной засыпная коробка 22 при подаче глины для заполнения формы своей стенкой сталкивает спрессованное изделие на рольганг 24 пресса.
Предмет изобретения
Пресс для сухого прессования кералчических изделий, снабженный двумя соосньши штемпелями и формой между ними, уравновешенной противовесами, свободно перемещающейся в вертикальном направлении под действием сил трения прессуемого материала, отличающийс я тем, что, с целью получения керамических изделий с большой степенью пустотности и равномерной плотностью, применена форма, закрытая снизу плитой с кернами, проходящими через отверстия свободно помещенной в форме рещетки, установленной на плите вибрацион.ного механизма и взаимодействующей с нижним штемпелем.
- 3 -№ 97563
| название | год | авторы | номер документа |
|---|---|---|---|
| Эксцентриковый пресс для двустороннего горизонтального прессования кирпича | 1946 |
|
SU69834A1 |
| Пресс | 1937 |
|
SU53794A1 |
| Способ и устройство для изготовления кирпича и тому подобных изделий | 1946 |
|
SU75736A1 |
| Гидравлический однопозиционный пресс одностороннего прессования | 1960 |
|
SU147120A1 |
| КОЛЕНО-РЫЧАЖНЫЙ ПРЕСС ДЛЯ ДВУСТОРОННЕГО ПРЕССОВАНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1973 |
|
SU390955A1 |
| КОЛЕНО-РЫЧАЖНЫЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ДВУСТОРОННЕГО ПРЕССОВАНИЯ | 1972 |
|
SU335098A1 |
| Регулятор высоты засыпки порошкообразной массы | 1977 |
|
SU887177A1 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ | 1992 |
|
RU2038969C1 |
| Устройство для изготовления прессованием кольцевых изделий | 1971 |
|
SU442865A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
0
,:
