фиг.2 - то же, после спуска опресjCOBO4Horo давления.
Способ осуществляется следующим о . .
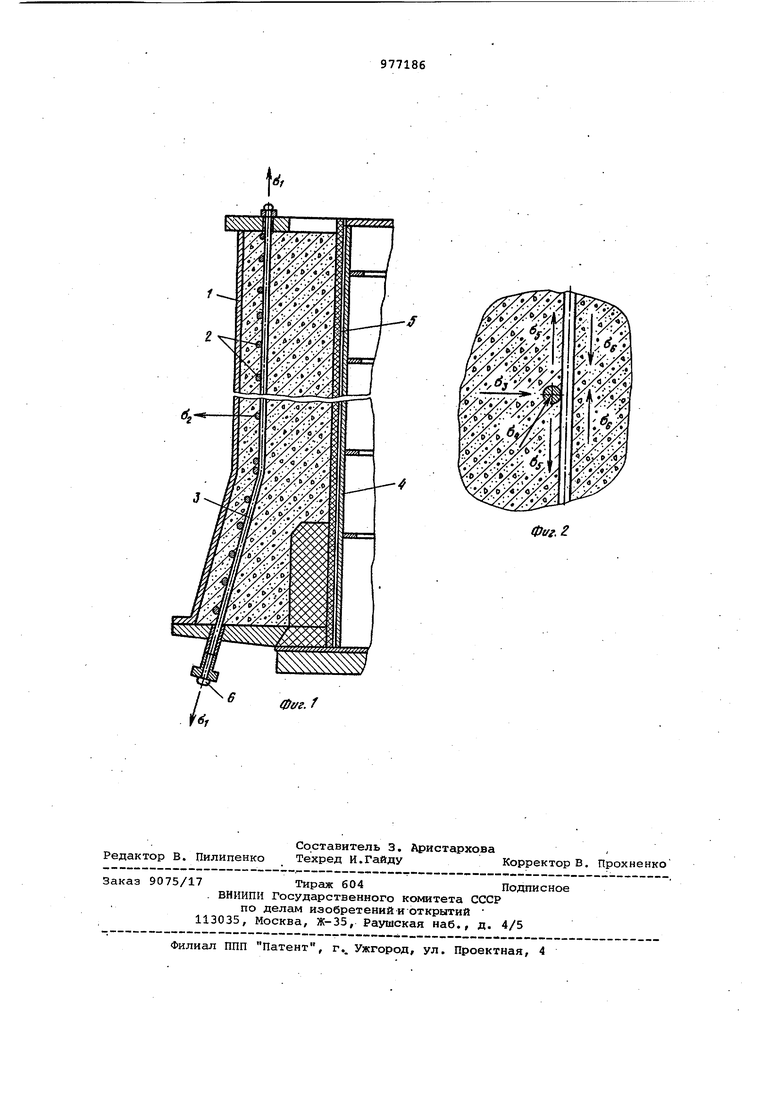
После сборки наружной формы 1 в нее устанавливают спиральную 2 и продольную 3 арматуру, заанкеривают последнюю и осуществляют ее предварительное напряжение до осевого усилия (5 , равного 0,65 , где ft а 1 нормативное напряжение высокопромной проволоки марки Вр-1. Затем наружную форму укомплек-Аовывают сердечником и транспортируют на пост бетонирования, где осуществляют укипадку в форму бетонной смеси с одно;Временным вибрированием, после чего форму устанавливают на пост опрессовки и термообработки. Нагнетают воду в пространство между металлическим основанием сердечника 4 и pt;зиновым чехлом 5 и осуществляют опрессовку бетона.
В процессе опрессовки в спиральной арматуре возникают напряжения (Э2. t равные 0,75 Ra. Опрессовку производят при постоянном опрессовочном давлении,, величина которого зависит от прочностного класса трубы. Затем открывают кран паропровода и производят термообработку бетона трубы до приобретения им распалубочной прочности.
По окончании термообработки производят удаление анкеровки б продольной арматуры в раструбной или вту лочной части трубы.Эта операция обус ловлефьа тем,что при снятии опрессрвоЧ ного давления возникает снижение усй- лия,действующе1;о от спиральной армату ры,что вызывает появление радиальных сжимающих (дз /.тангеш1Иальных(1 (.и продольных растягивающих напряжений. Продольные растягивающие напряжения d(j являются основной причиной, способствующей появлению кольцевых трещин в раструбной части трубы, являющейся наиболее слабым сечением трубы. При удалении анкеровки продольной арматуры перед спуском опрессовочного давления происходит продольное, обжатие бетона за счет возникновения продольных сжимаю11 1х напряжений ё , компенсирующих возникновение при спуске опрессовочного давления продольные растягивающие напряжения eg . После удаления анкеровки производят плавный спуск опрессовочного давления до О кг/см и транспортируют изделие на пост распалубки.
Пример. Изготавливают трубы диаметром 1000 мм. В наружную форму устанавливают спиральную и прдольную арматуру, заанкеривают последнюю с помощью анкерного кольца и напрягают. При этом осевое усилие каждого стержня составляет 2040 кгс
После укладки в форму бетонной смеси с одновременным вибрированием осуществляют опрессовку трубы, при этом радиальное опрессовочное давление составляет 30 кгс/см. Затем открывают кран паропровода и производят термообработку бетона до достижения им прочности 450 кгс/см при постоянном опрессовочном давлении.
По окончании термообработки отключают паропровод, после чего осуществляют удаление анкеровки продолной арматуры. При этом последняя обжимает бетон по всей высоте и по всему сечению трубы. Затем производят плавный спуск опрессовочного давления до, О кгс/см,.. После распалубки и трехсуточной; выдержки производят осмотр и гидравлические испытаниятрубы. Треищны в раструбной части, а также по всей длине трубы отсутствуют.
Эффект от использования изобретения заключается в повышении трещиностойкости труб.
Формула изобретения
Способ изготовления железобетонных напорных виброгидропрессованных труб, включающий установку в форму спиральной и продольной арматуры, заанкеривание и предварительное напряжение последней, укладку бетонной смеси с одновременным вибрированием, опрессовку, термообработку, спуск опрессовочного давления и удаление анкеровки продольной арматуры, отличающи.йся тем, что, с целью повышения трещиностойкости труб , удаление анкеровки продольной арматуры осуществляют перед спуском опрессовочного давления;
Источники информации, принятые во внимание при зкспертизе
1.Авторское свидетельство СССР В 404635, кл. в 28 в 21/36, 1971.
2.Авторское свидетельство СССР, № 618288, кл. В 28 В 21/36, 1977.
Фег.2.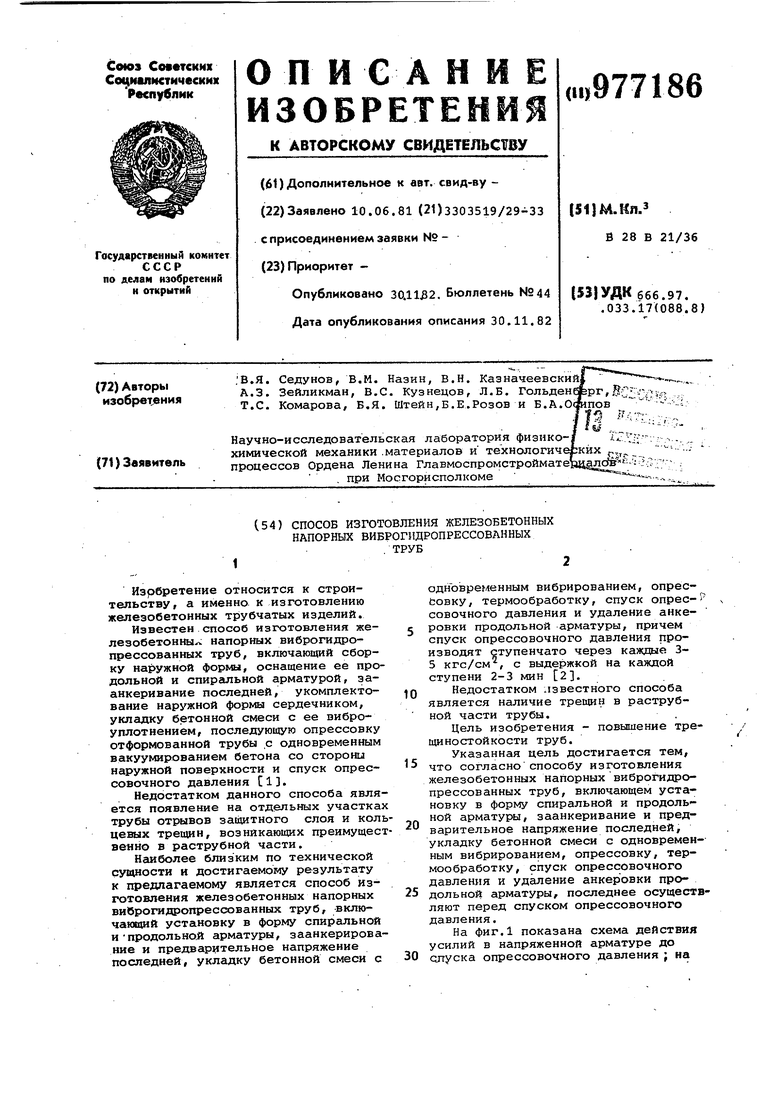
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU996213A1 |
| Способ формирования трубчатых изделий из бетонных смесей | 1984 |
|
SU1248819A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Способ формования гидропрессован-НыХ НАпОРНыХ ТРуб | 1979 |
|
SU795956A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Способ формования железобетонных напорных труб из бетонных смесей | 1980 |
|
SU908606A1 |
| Способ изготовления трубчатых изделий | 1981 |
|
SU1004113A1 |
| Способ распалубки виброгидропрессованных раструбных труб | 1988 |
|
SU1625707A1 |
| СТЕКЛОПЛАСТИКОБЕТОННАЯ АГРЕССИВОСТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2451859C2 |
| Способ изготовления предварительно напряженных трубчатых изделий из бетона | 1974 |
|
SU537822A1 |