Изобретение относится к изготовлению плитных материалов, в частноети древесно-стружечных плит, использye 4ыx в производстве мебели.
Известен способ изготовления древесно-стружечных плит, включающий загрузку пакетов в пресс, плоское прессование, выгрузку плит, обрез- ; ку по формату и выдержку 13.
Известен способ изготовления древесно-стружечных плит, включаюкдай загрузку пакетов в пресс,, плоское прессование, выгрузку плит, обрезку по формату и выдержку С2.
Недостатками известных способов является то, что калибрование плит сопряжено со значительной труж емкостью, большики капитальными затратами, затратами энергоресурсов, низкой производительностью и перерас. ходом сырья и материгшов.
Цель изобретения - повышение проч ности и снижение шероховатости поверхности плит.
Поставленная цель достигается тем, что каждую плиту после выгрузки из пресса обжимают ступенчато путем прокатки между парами обогреваемых валков в количестве более
двух со скоростью прокатки плиты 14 м/мин.
Изобретение иллюстрируется следующими примерами.
Древесно-стружечные плиты изготавливают в соответствии с технологической инструкцией по производству древесно-стружечных плит, утвержденной Министерством ле.сной и .
10
деревообрабатывающей прокхлшленности, при следую11и1х технологических режимах,
Температура
16 Б С
прессования Удельное дав15
25 кг/см ление
Время выдерж0,35 мин/мм ки в прессе готовой пли20ты.
Плотность готовых плит составляет 590-600 кг/м.
Партии исследуе1« 1х древесно-стружечных плит содержат по три группы, каждая из которых скомплектована из
25 пяти плит путем их тщательного подбора по толщине. Древесно-стружечные плиты одноименных групп всех партий одинаковы по толщине.
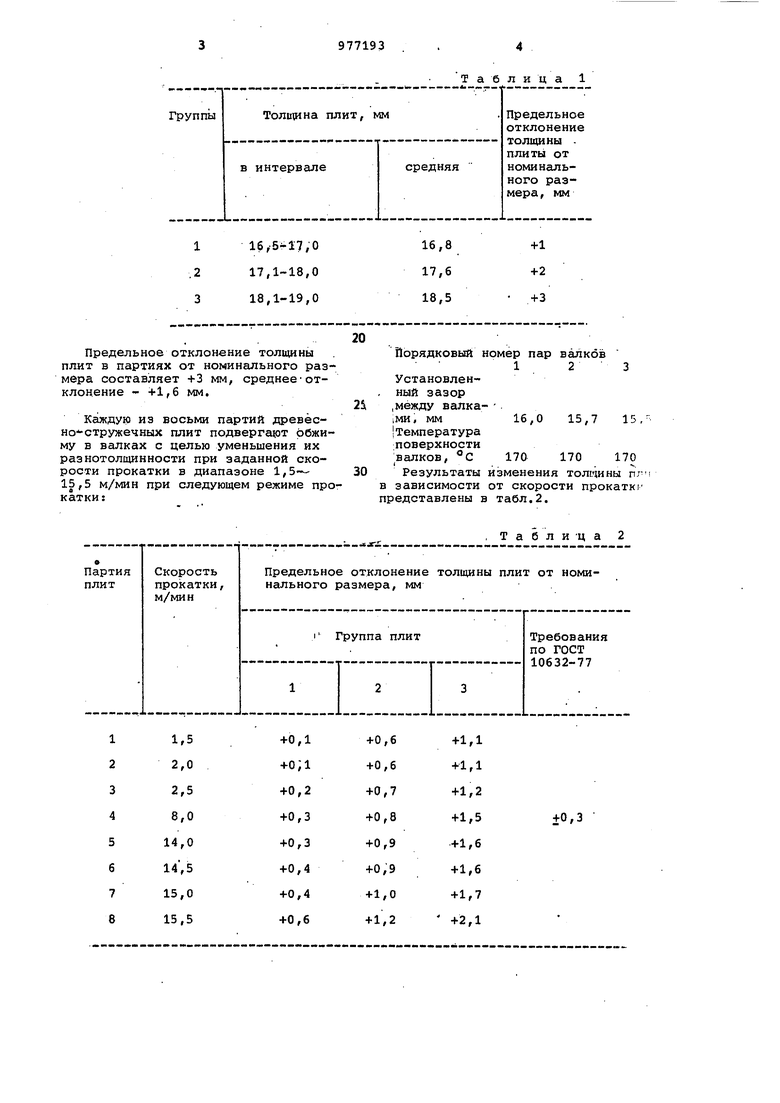
Толщина плит по группгил приведена
30 в табл.1, ,,.
таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования древесностружечных плит | 1980 |
|
SU856851A1 |
| Способ изготовления цементно-стружечных плит | 1987 |
|
SU1574571A1 |
| Способ изготовления древесностружечных плит | 2018 |
|
RU2708323C1 |
| Способ производства древесно-волокнистых плит с облагороженной поверхностью | 1991 |
|
SU1831541A3 |
| Способ производства древесностружечных плит | 1991 |
|
SU1765003A1 |
| Способ прессования древесностружечных плит | 1986 |
|
SU1400884A1 |
| Способ изготовления заготовок древесно-стружечных плит | 1990 |
|
SU1743872A1 |
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| Способ облицовки древесно-стружечных плит пресс-порошками | 1979 |
|
SU869838A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 1997 |
|
RU2122942C1 |
Предельное отклонение толщины плит в партиях от номинального размера составляет +3 мм, среднее-отклонение - +1,6 мм.
Каждую из восьми партий древёсно- стружечных плит подвергает обжиму в валках с целью уменьшения их разнотолщинности при заданной скорости прокатки в диапазоне 1,515,5 м/мин при следующем режиме прокатки:
Порядковый номер пар валков
16,0 15,7
15
170
170
170
Результаты изменения толщины пл в зависимости от скорости прокаткг представлены в табл.2.
, Табли-ца 2
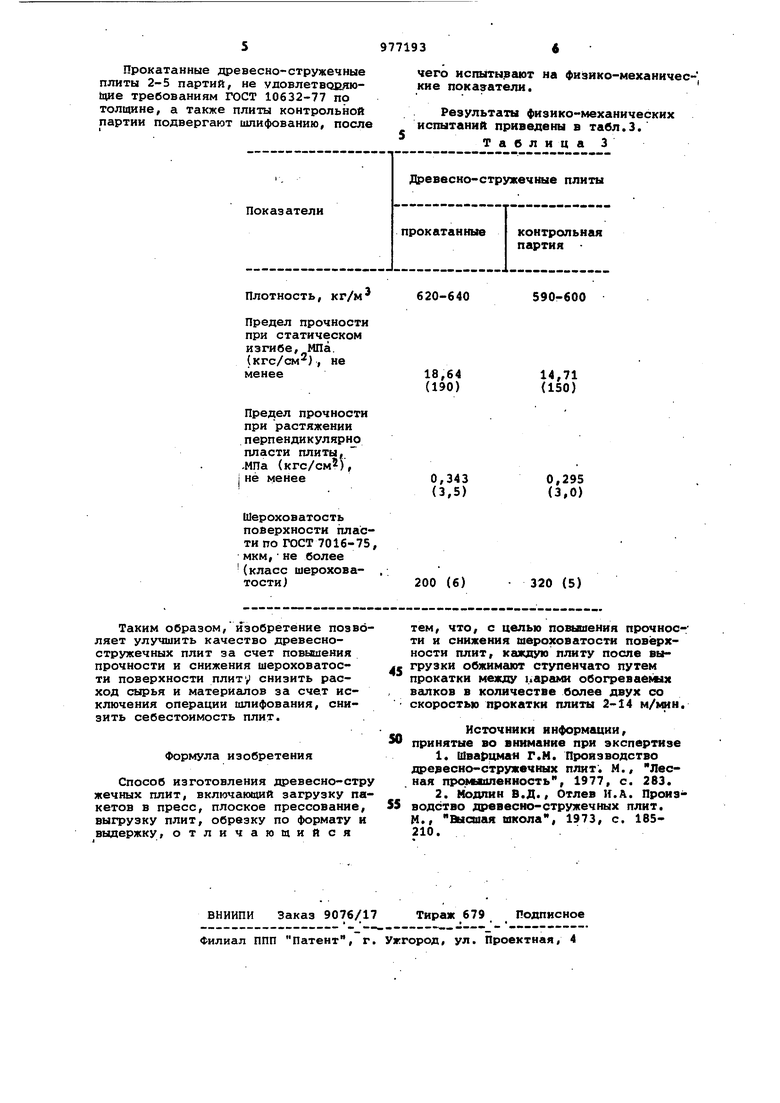
Прокатанные древесно-стружечные плиты 2-5 партий, не уловлетвовдю1цие требованиям ГОСТ 10632-77 по толщине, а также плиты контрольной партии подвергают ишифованию, после
Плотность, кг/м 620-640
Предел прочности при статическом изгибе, МПа. (кгс/см), не менее
Предел прочности при растяжении перпендикулярно пласти плиты, -МПа (кгс/см2), I не менее
Шероховатость поверхности пласти по ГОСТ 7016-75, мкм,не более (класс шерохова- . тости)
Таким образом, изобретение позволяет улучшить качество древесностружечных плит за счет повышения прочности и снижения шероховатости поверхности плиту снизить расход сырья и материалов за счет исключения операции шлифования, снизить себестоимость плит.
Формула изобретения
Способ изготовления древесно-стру жечных плит, включающий загрузку пакетов в пресс, плоское прессование, выгрузку плит, обрезку по формату и выдержку, отличающийся
чего испытывают на физико-механические показатели.
Результаты физико-механических испытаний приведены в табл.3.
Таблиц а 3
590-600
18,64
14,71 (190) (150)
0,343
0,295 (3,0) (3,5)
320 (5)
тем, что, с целью повышения прочиости и сиижения шероховатости поверхности плит, каждую плиту после выгрузки обжимгиот ступенчато путем прокатки между ьарами обогрев абшх валков в количестве более двух со скоростью прокатки плиты 2-14 м/мин.
Источники информации, принятые во внимание при экспертизе
