Изобретение относится к жидкостной обработке изделий в ваннах и может быть использовано, например, при очистке, травлении, гальванической обработке.
Известна полуавтоматическая линия травления детгшей, содержащая ряд ванн и рычажный механизм для транспортировки деталей из одной ванны в другую 1.
В указанной линии ванны имеют .большие размеры по ходу перемещечия деталей из-за ограниченного угла поворота рычагов.
Известна линия для нанесения покрытий на мелкие детали, содержащая ряд ванн, расположенных по ходу технологического процесса/ и механизмы для транспортировки деталей из одной ванны в другую, выполненные в виде параллельных поворотных рычагов
с изогнутым свободным КОНЦОМ 12.
Однако, несмотря на увеличенный угол -поворота рычагов, ванны в извёстной .линии имеют также большие габариты вследствие переноса изделий из ванны по дуге окружности.
Цель изобретения - уменьшение меТёшлоемкорти и габаритов линии.
Поставленная цель достигается Teiji, что в линии для обработки изделий в жидкостях, содержащей ряд ванн, установленных по ходу технологическогб процесса, механизм для транспортировки изделий, выполненный в виде шарнирно закрепленных рычагов с приводом, ванны снабжены направляющими и упорами, установленными с .возмож10ностью взаимодействия с рычагами, причем на каждом рычаге-захвате .выполнены пазы.
Такое выполнение транспортирующего механизма позволяет уменьшить
15 габариты ванн и соответственно расположить их более плотно, что значительно сокращает производственные площадки.
На фиг.1 изображена схема лшнии;
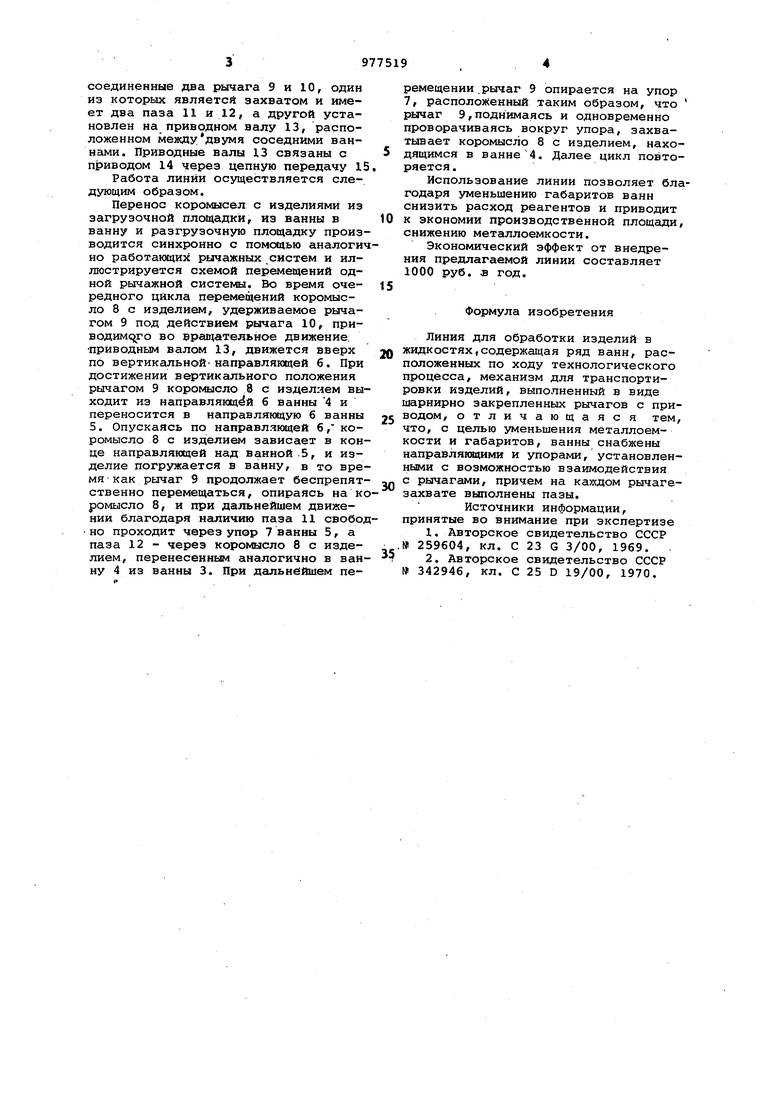
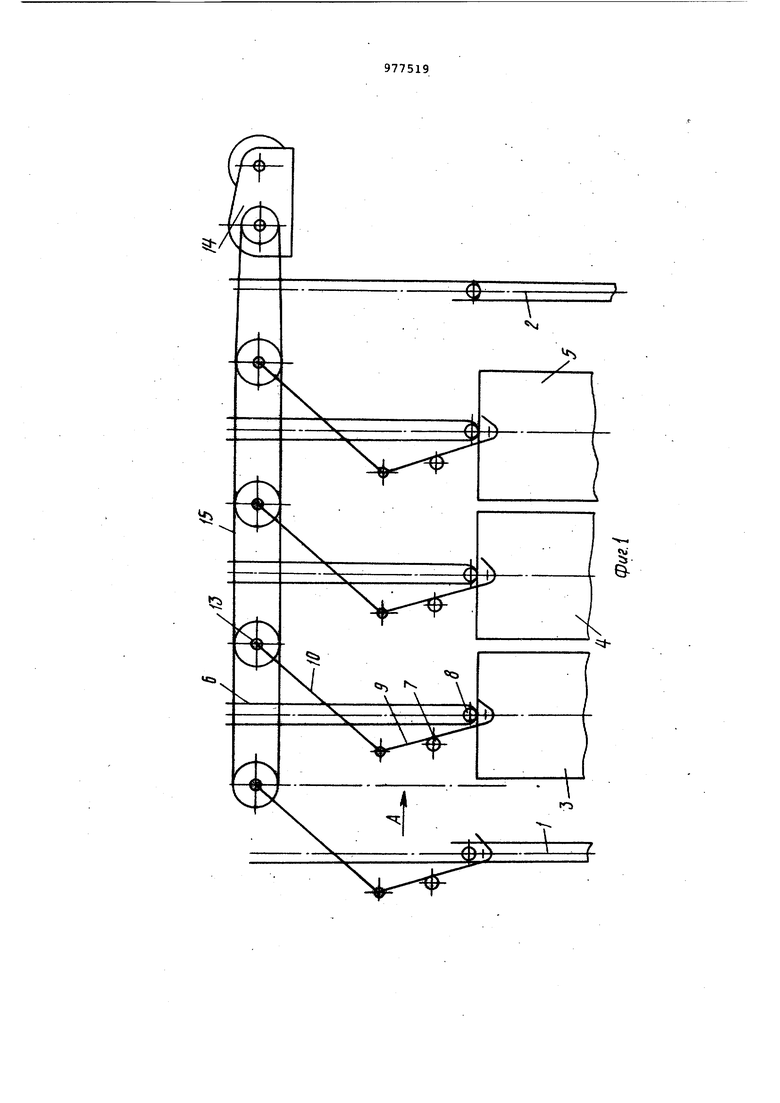
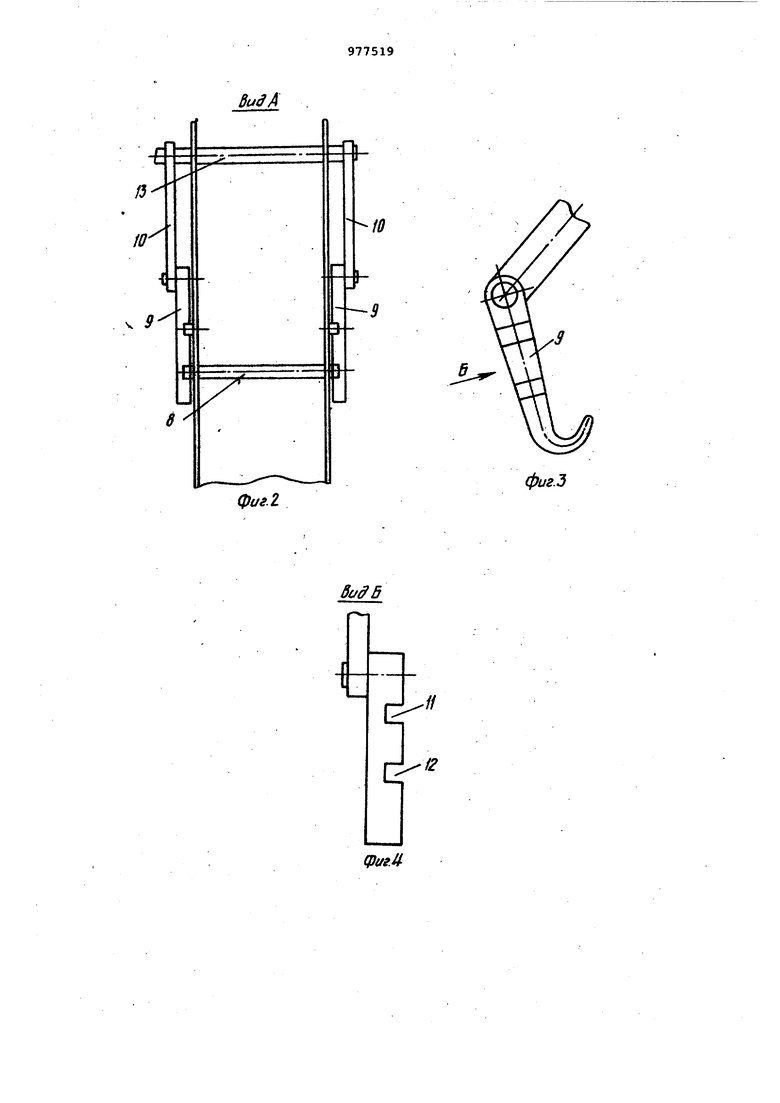
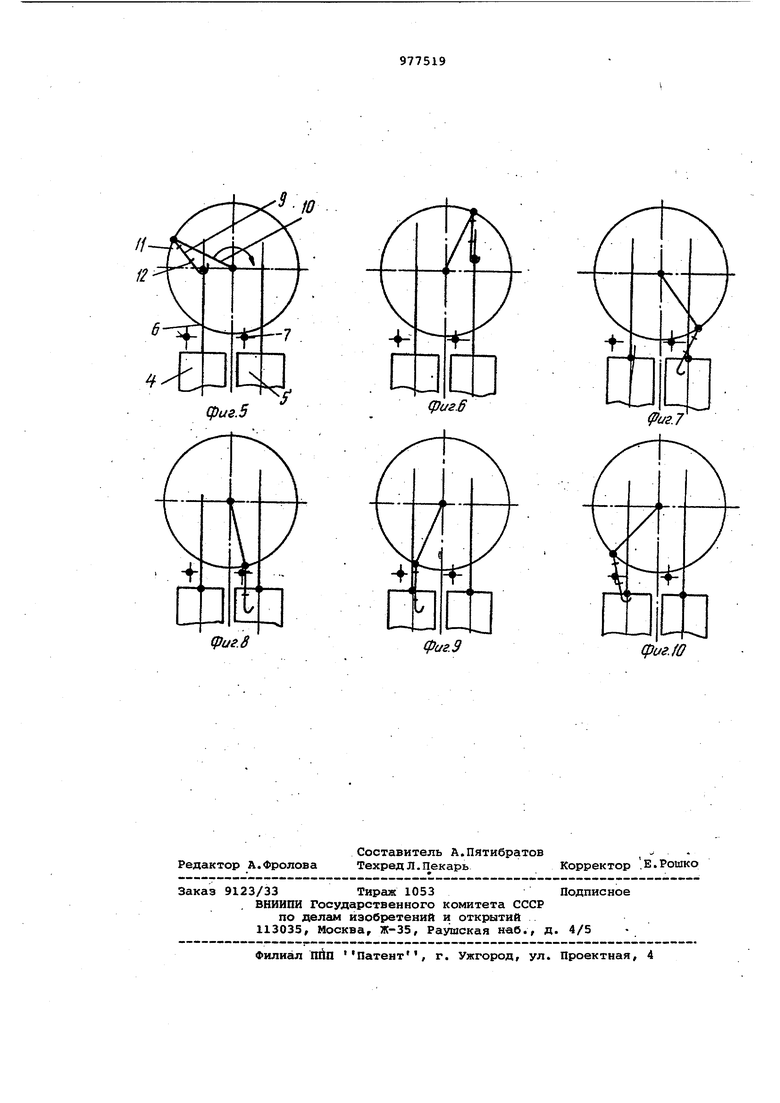
20 на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - рычаг-захват; на фиг.4 - вид по стрелке В на фиг.З; на фиг.5-10 - схема работы линии.
Линия содерясит загрузочную 1 и
25 разгрузочную 2 площадки, ванны 3-5 с направляющими 6 и упорами 7, а также симметрично расположенные по обе стороны ванн рычажные системы перемещения коромысел 8 с изделиями, 30 каждая из которых включает шарнирно
соединенные два рьгаага 9 и 10, один из которых являетсй захватом и имеет два паза 11 и 12, а другой установлен на приводном валу 13, расположенном междудвзмя соседними ваннами. Приводные валы 13 связаны с приводом 14 через цепную передачу 15
Работа линии осуществляется еле-, дующим образом.
Перенос коромысел с изделиями из загрузочной площадки, из ванны в ванну и разгрузочную площадку производится синхронно с помсяцью аналогично работакяцих рычажных систем и иллюстрируется схемой перемещений одной рычажной системы. Во время очередного цикла перемещений коромысло 8 с изделием, удерживаемое рычагом 9 под действием рычага 10, приводимого во вращательное движение, приводным валом 13, движется вверх по вертикальнойнаправляющей б. Ори достижении вертикального положения рычагом 9 коромысло 8 с изделием выходит из направляющей 6 ванны 4 и переносится в направляющую 6 ванны 5. Опускаясь по направляющей 6, коромысло 8 с изделием зависает в конце направляющей над ванной.5, и изделие погружается в ванну, в то время как рычаг 9 продолжает беспрепятственно перемещаться, опираясь на коромысло 8, и при дальнейшем движении благодаря наличию паза 11 свобод но проходит через упор 7 ванны 5, а паза 12 - через коромысло 8 с изделием, перенесенным аналогично в ванну 4 из ванны 3. При дальнейшем перемещении .рычаг 9 опирается на упор 7, расположенный таким образом, что рычаг 9,поднимаясь и одновременно проворачиваясь вокруг упора, захватывает коромысло 8 с изделием, находящимся в ванне4. Далее цикл повторяется.
Использование линии позволяет благодаря уменьшению габаритов ванн снизить расход реагентов и приводит к экономии производственной площади, снижению металлоемкости.
Экономический эффект от внедрения предлагаемой линии составляет 1000 руб. S год.
Формула изобретения
Линия для обработки изделий в жидкостях,содержащая ряд ванн, расположенных по ходу технологического процесса, механизм для транспортировки изделий, выполненный в виде шарнирно закрепленных рычагов с приводом, отличающаяся тем, что, с целью уменьшения металлоемкости и габаритов, ванны снабжены направлякяцими и упорами, установленными с возможностью взаимодействия с рычагами, причем на рычагезахвате выполнены пазы.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 259604, кл. С 23 G 3/00, 1969.
2.Авторское свидетельство СССР № 342946, кл. С 25 D 19/00, 1970.
/5Л7
фие.г
фиг.З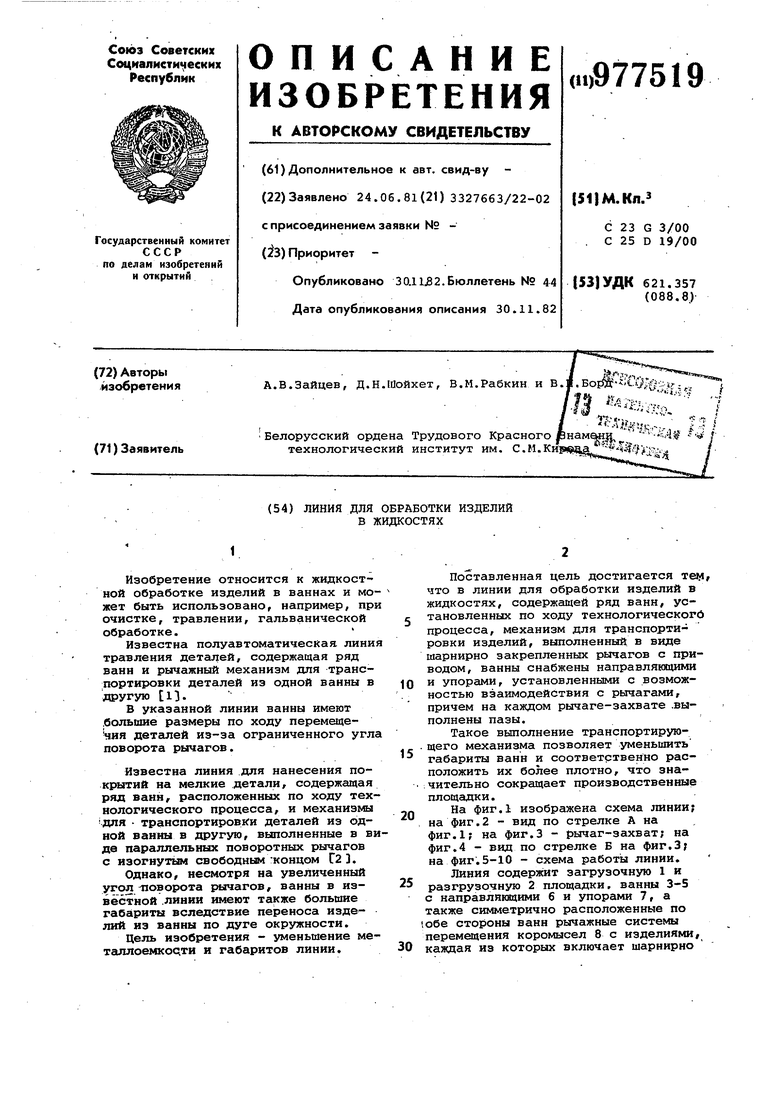
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная линия для обработки изделий в ваннах | 1986 |
|
SU1433887A1 |
| Линия для обработки изделий в жидкостях | 1983 |
|
SU1135808A1 |
| Устройство для химической обработки изделий | 1989 |
|
SU1723198A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Линия для обработки изделий | 1982 |
|
SU1073174A1 |
| Линия для производства оребренных биметаллических труб | 1977 |
|
SU738722A1 |
| Манипулятор | 1985 |
|
SU1331638A1 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ОБРАБОТКИ ПЛАСТИН, НАПРИМЕР ФОТОШАБЛОНОВ | 2006 |
|
RU2328054C1 |
| Прицепной пресс высокого давления к пресс-подборщикам льна низкого давления | 1981 |
|
SU990119A2 |
| Линия для обработки изделий | 1985 |
|
SU1313780A1 |
duff б
(раг.6
фиг. 9
Сриг.Ш
