24
4
СО
оо
00
сх
I Изобретение относится к устройствам
I для транспортирования изделий при их хиi мической обработке в ваннах.
Цель изобретения - снижение трудо емкости при разгрузке, сокращение вре: мени при загрузке изделий и автомати: зации смены емкостей для транспортировки
I изделий.
i На фиг. 1 изображена карусельная
I линия, план; на фиг. 2 - загрузочно-разИсходное положение тележек 20 - крайнее левое без кассеты и крайнее правое с кассетой.
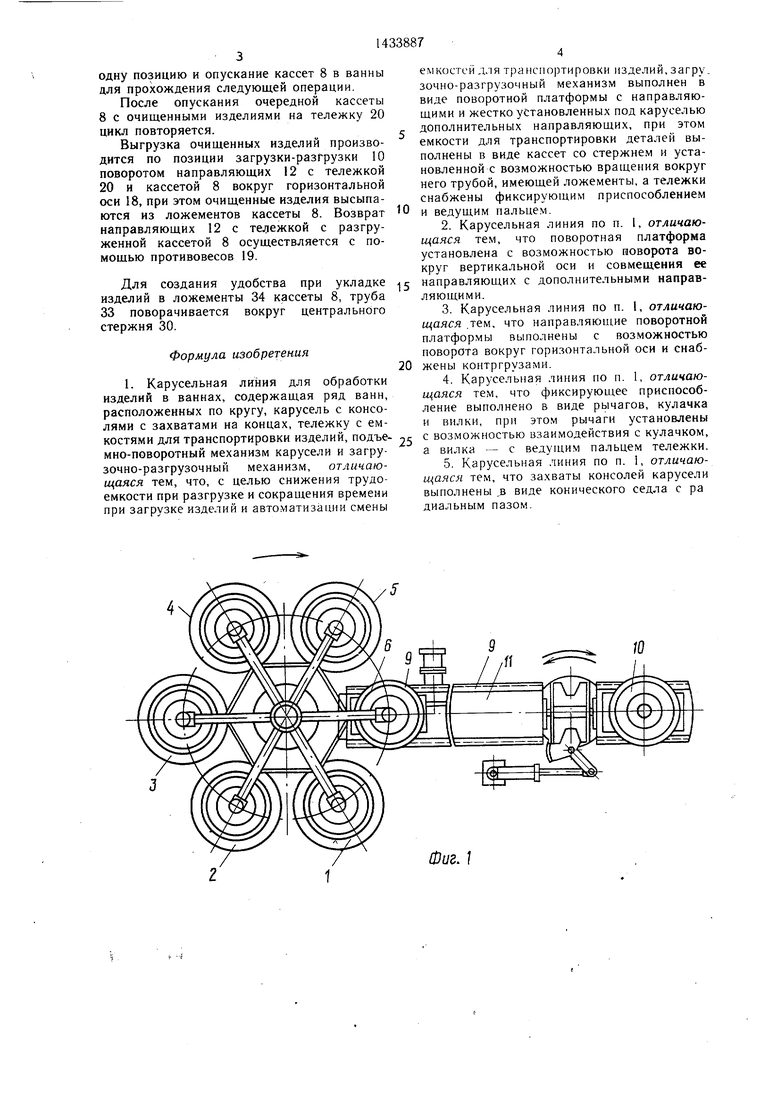
Перемещение кассет 8 на каждую позицию обеспечивается движением консолей по 5 заданному циклу: опускание кассет 8 с изделиями в нижнее положение - выдержка в ваннах в течение заданного времени - обработки - подъем кассет 8 с изделиями в верхнее положение - поворот на следугрузочный механизм; на фиг. 3 - то же, ю ющую позицию, план; на фиг. 4 - тележка с мезанизмомПри опускании карусели 6 в нижнее
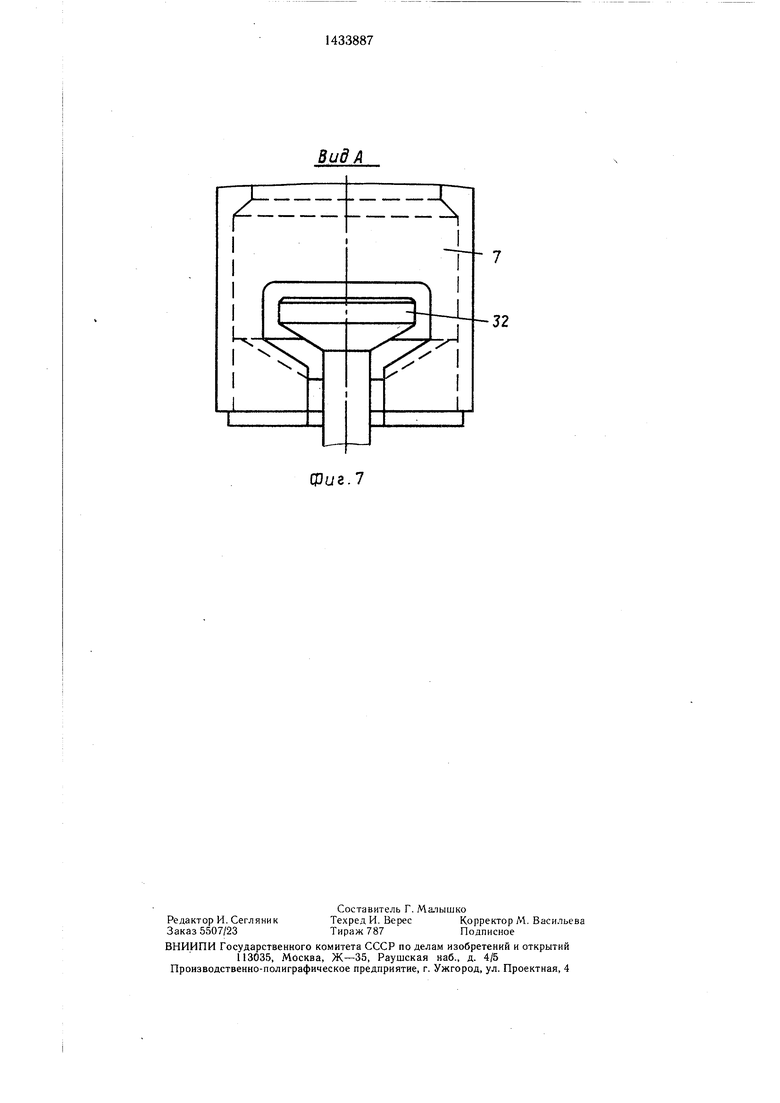
фиксации кассет; на фиг. 5 - механизмположение кассета 8 с очищенными изделификсации кассет, разрез; на фиг. 6 - кассета, продольный разрез; на фиг. 7 - вид А
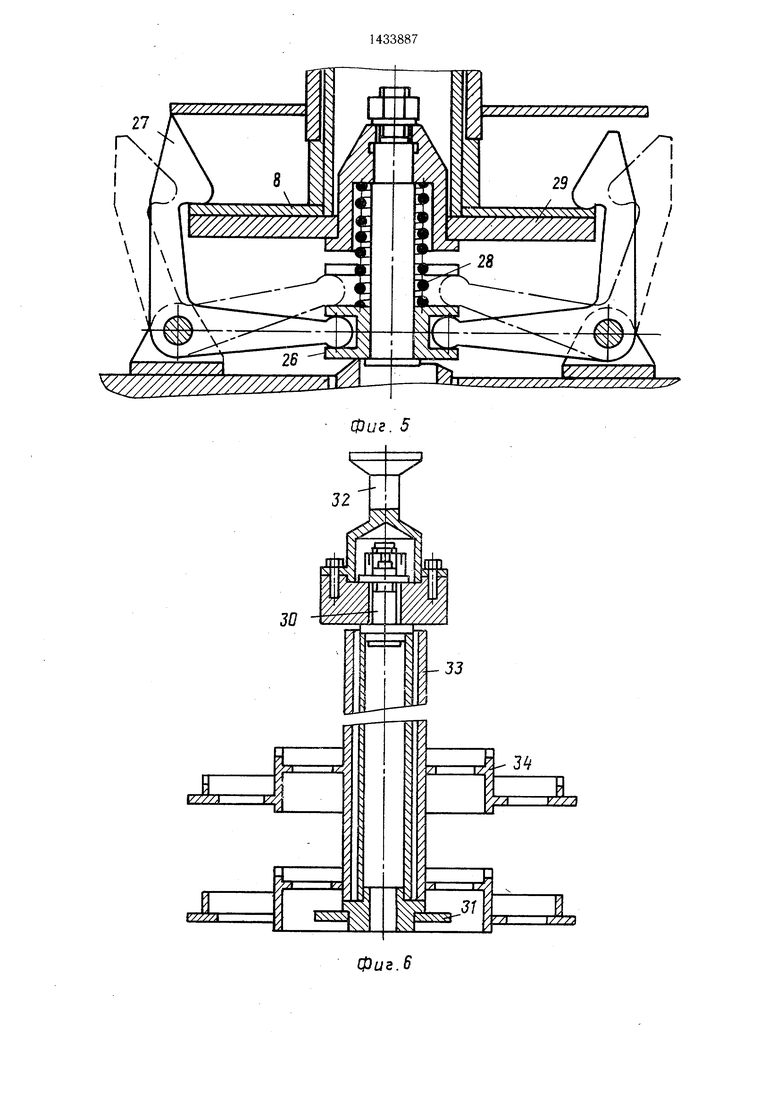
ями устанавливается на центральный конус планшайбы 29. При этом, кулачок 25 фикна фиг. 2.сирующего приспособления 2 отклонен
Карусельная линия содержит рабочие упором 35 вправо и удерживает рычаги ванны 1-5, карусель 6, выполненную в виде 27 в разведенном положении. При дости- консолей, на концах которых установлены захваты 7 для кассет 8, загрузочно-разгрузочный механизм 9, позицию загрузкижении каруселью 6 нижнего положения, срабатывает датчик (не показан) и включается привод 22 тележки 20. Ведущий
разгрузки 10. Загрузочно-разгрузочный ме- 2п палец 23, двигаясь вправо от центра кару- ханизм 9 выполнен в виде поворотной плат-сели и находясь во взаимодействии с вилкой
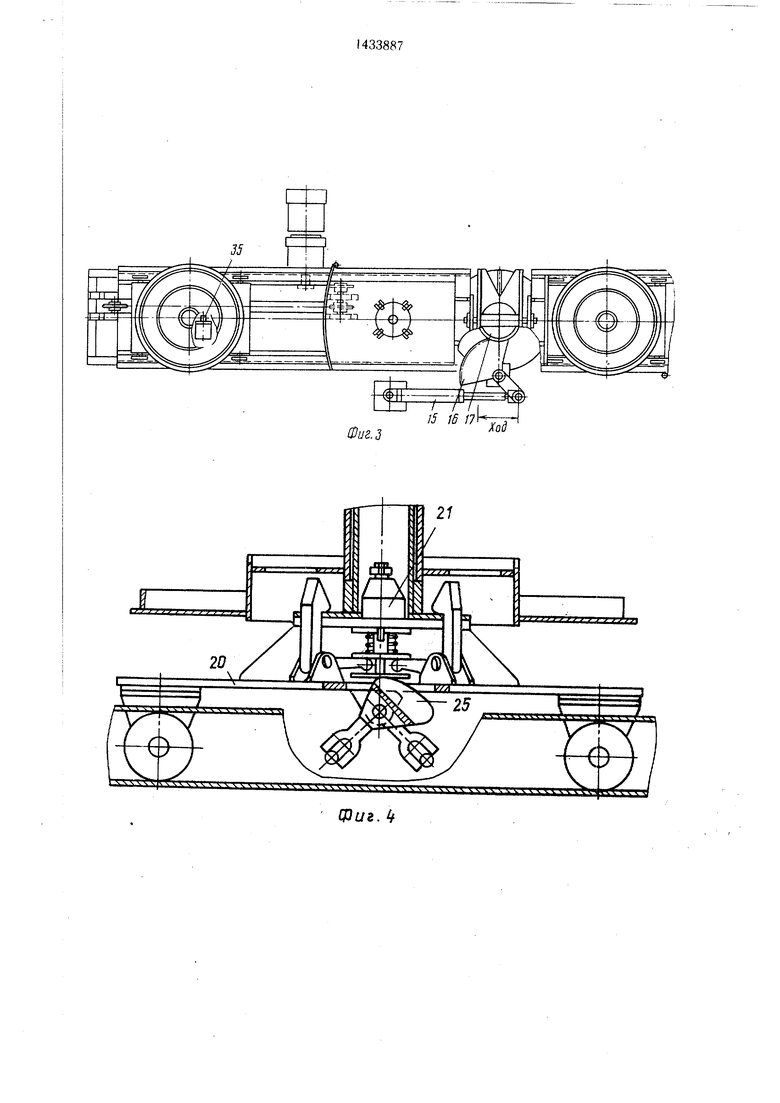
24, перемещает тележку 20 с кассетой 8 вправо. Конический зацеп 32 свободно выходит из контакта с захватом 7, а кулачок
25 взаимодействует с неподвижным упором
формы 11 с направляющими 12, которые в крайних положениях платформы 11 совме- нхаются с дополнительными направляющими 13. Поворотная платформа 11 выполнена
с возможностью поворота на 180° вокруг 25 35, поворачивается по часовой стрелке оси 14 с помощью гидропровода 15 посред-и освобождает сжатую пружину 28 фиксиством зубчатого сектора 16 и зубчатогорующего приспособления 21. Рычаги 27 с.мыколеса 17. Направляющие 12 выполненыкаются и фиксируют основание 31 кассеты 8
с возможностью поворота вокруг горизон-к планщайбе 29.
гальных полуосей 18, а для обеспеченияПри достижении тележкой 20 крайнего
розврата в рабочее положение имеют контр- - правого положения свободной позиции пово- |грузы 19.ротной платформы И срабатывает датчик,
отключается привод 22 и включается гидропривод 15, который посредством зубчатого сектора 16 и зубчатого колеса 17 поворачивает платформу 11 на 180° вокруг верI В направляющих 12 и 13 перемеша- Ьтся тележки 20 с фиксирующим приспособлением 21.
Перемещение тележек 20 с поворот--.т,...
юй платформы 11 в зону действия захватов тикальной оси 14.
карусели 6 и обратно производится с помощью привода 22, имеющего тележки 0, ведущий палец 23, который входит в за- |1епление с вилкой 24 фиксирующего при- фпособления 21.
Фиксирующее приспособление 21 содер- кит вилку 24, кулачок 25, шайбу 26, рычаги 7, 28 и планшайбу 29, на которую устанавливается основание кассеты 8.
Так производится автоматическая смена .мест кассет с очищенными и неочищенными изделиями. При этом, вилка 24 входит в зону действия ведущего пальца 23. От 40 датчика (не показан), сигнализирующего О сопряжении направляющих 12 и 3, включается привод, 22 и тележка 20 с зафиксированной на ней кассетой 8 с неочищенными деталями перемещается к центру карусели. При достижении тележкой крайнего
Кассета 8 выполнена в виде централь- - левого по южения привод 22 отключается.
того полого стержня 30, который в нижней части имеет основание 31 для посадки на ггланщайбу 29, а в верхней части цилиндри- ческо-конический зацеп 32 для взаимодействия с захватом 7 карусели 6. Труба 33 с ложементами 34 поворачивается вокруг центрального стержня 30.
Для управления фиксирующим приспособлением 21 на направляющих 13 установлен упор 35.
50
при этом, конический зацеп 32 войдет в радиальный паз конического седла захвата 7, а кулачок 25 взаимодействия с неподвижным упором 35, повернется против часовоЛ стрелки, 1юдннмет щайбу 26 вверх и сожмет пружину 28. Рычаги 27 размыкаются и происходит расфиксация кассеты 8.
После окончания обработки деталей в ваннах, карусель 6 поднимается вверх, при этом, конический зацеп 32 точно саКарусельная линия работает следую-55 Дится в коническое гнездо захвата 7, обесщим образом.печивая неизменение положение кассеты 8
Исходное положение карусели 6 - верх-на карусели 6 во время дальнейщей работы
нее.линии. Далее, следует поворот карусели на
Исходное положение тележек 20 - крайнее левое без кассеты и крайнее правое с кассетой.
Перемещение кассет 8 на каждую позицию обеспечивается движением консолей по заданному циклу: опускание кассет 8 с изделиями в нижнее положение - выдержка в ваннах в течение заданного времени - обработки - подъем кассет 8 с изделиями в верхнее положение - поворот на следу25 взаимодействует с неподвижным упором
35, поворачивается по часовой стрелке и освобождает сжатую пружину 28 фикситикальной оси 14.
Так производится автоматическая смена .мест кассет с очищенными и неочищенными изделиями. При этом, вилка 24 входит в зону действия ведущего пальца 23. От датчика (не показан), сигнализирующего О сопряжении направляющих 12 и 3, включается привод, 22 и тележка 20 с зафиксированной на ней кассетой 8 с неочищенными деталями перемещается к центру карусели. При достижении тележкой крайнего
евого по южения привод 22 отключается.
левого по южения привод 22 отключается.
при этом, конический зацеп 32 войдет в радиальный паз конического седла захвата 7, а кулачок 25 взаимодействия с неподвижным упором 35, повернется против часовоЛ стрелки, 1юдннмет щайбу 26 вверх и сожмет пружину 28. Рычаги 27 размыкаются и происходит расфиксация кассеты 8.
После окончания обработки деталей в ваннах, карусель 6 поднимается вверх, при этом, конический зацеп 32 точно саДится в коническое гнездо захвата 7, обесемкостей для транспортировки изделий, загру зочно-разгрузочный механизм выполнен в виде поворотной платформы с направляющими и жестко установленных под каруселью дополнительных направляющих, при этом емкости для транспортировки деталей выполнены в виде кассет со стержнем и установленной с возможностью вращения вокруг него трубой, имеющей ложементы, а тележки снабжены фиксирующим приспособлением
одну позицию и опускание кассет 8 в ванны для прохождения следующей операции.
После опускания очередной кассеты 8 с очищенными изделиями на тележку 20 цикл повторяется.
Выгрузка очищенных изделий производится по позиции загрузки-разгрузки 10 поворотом направляющих 12 с тележкой 20 и кассетой 8 вокруг горизонтальной оси 18, при этом очищенные изделия высыпаются из ложементов кассеты 8. Возврат 0 и ведущим пальцем. направляющих 12 с тeJJeжкoй с разгру-2. Карусельная линия по п. I, отличаюженной кассетой 8 осуществляется с по- щаяся тем, что поворотная платформа мощью противовесов 19.установлена с возможностью поворота вокруг вертикальной оси и совмещения ее
Для создания удобства при укладке А направляющих с дополнительными иаправ- изделий в ложементы 34 кассеты 8, труба ляющими.
3.Карусельная линия по п. 1, отличающаяся .тем, что направляющие поворотной платформы выполнены с возможностью поворота вокруг горизонтальной оси и сиаб20 жены контргрузами.
4.Карусельная линия по п. 1, отличающаяся тем, что фиксирующее приспособление выполнено в виде рычагов, кулачка и вилки, при этом рычаги установлены
костями для транспортировки изделий, подъе- 25 возможностью взаимодействия с кулачком, мио-поворотный механизм карусели и загру-а вилка - с ведущим пальцем тележки,
зочно-разгрузочный механизм, отличаю-5. Карусельная линия по п. 1, отличающаяся тем, что, с целью снижения труде-щаяся тем, что захваты консолей карусели
емкости при разгрузке и сокращения временивыполнены ,в виде конического седла с ра
при загрузке изделий и автоматизации сменыдиальным пазом.
33 поворачивается вокруг центрального стержня 30.
Формула изобретения
. Карусельная линия для обработки изделий в ваннах, содержащая ряд ванн, расположенных по кругу, карусель с консолями с захватами на концах, тележку с емемкостей для транспортировки изделий, загру. зочно-разгрузочный механизм выполнен в виде поворотной платформы с направляющими и жестко установленных под каруселью дополнительных направляющих, при этом емкости для транспортировки деталей выполнены в виде кассет со стержнем и установленной с возможностью вращения вокруг него трубой, имеющей ложементы, а тележки снабжены фиксирующим приспособлением
и ведущим пальцем. 2. Карусельная линия по п. I, отличаю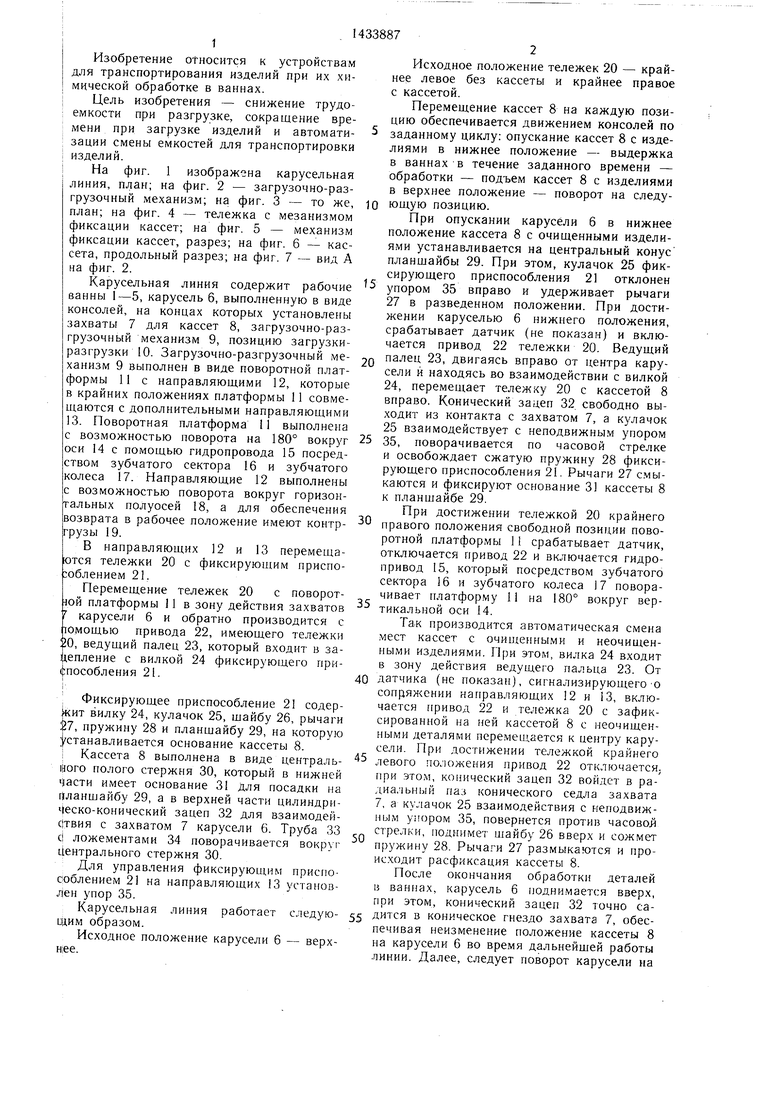
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная линия для обработки изделий в ваннах | 1990 |
|
SU1770235A1 |
| Линия карусельного типа для обработки изделий в ваннах | 1978 |
|
SU768727A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ МОЙКИ ИЗДЕЛИЙ | 1992 |
|
RU2008988C1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| Линия пайки погружением | 1985 |
|
SU1263462A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Автомат для лужения радиоэлементов | 1986 |
|
SU1440639A1 |
| Транспортная система автоматической линии | 1980 |
|
SU897475A1 |
| Установка для декорирования хрустальных ваз | 1985 |
|
SU1279976A1 |
Изобретение относится к устройствам для транспортирования изделий при их химической обработке. Цель изобретения - снижение трудоемкости при разгрузке, сокращение времени при загрузке изделий и автоматизация смены емкостей для транспортировки изделий. Карусельная линия включает ряд ванн, расположенных по кругу, карусель (К) с консолями и захватами на концах, тележку (Т) с емкостями, фиксирующим приспособлением и ведущим пальцем 23, подъемно-поворотный механизм К и загрузочно-разгрузочный механизм. Последний выполнен в виде поворотной платформы 11 с направляющими 12 и жестко установленными под К направляющими 13. Емкости выполнены в виде кассет 8 со стержнем и вращающейся вокруг него трубой с ложементами. В нижнем положении К включается привод 22 Т. Палец 23, двигаясь вправо от центра К, перемещает Т с кассетой 8. При достижении Т крайнего правого положения платформы 11 она поворачивается на 180° вокруг вертикальной оси с совмещением направляющих 12 и 13. 4 з.п. ф-лы, 7 ил. i (Л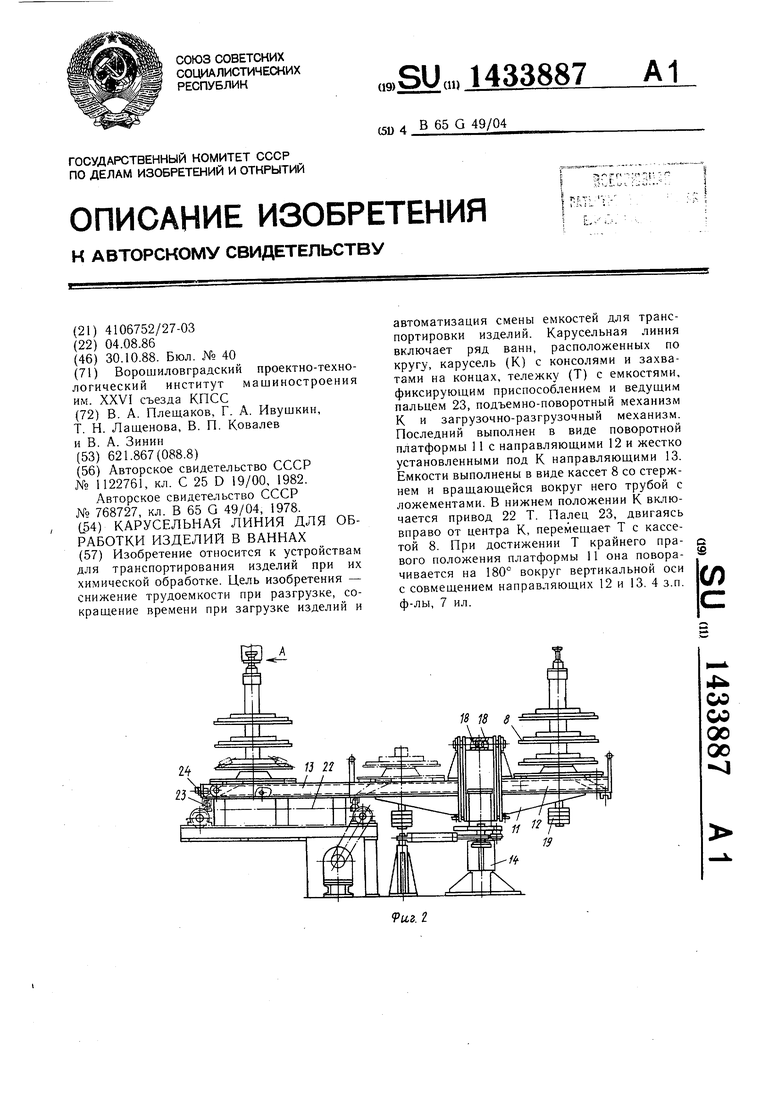
/О
Фиг. /
Фиг.З
21
Фиг. fy
Фиг. 5
Вид А
Фиг.7
| Установка для химической обработки изделий | 1983 |
|
SU1122761A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Линия карусельного типа для обработки изделий в ваннах | 1978 |
|
SU768727A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
