Изобретение относится к обработке металлов давлением.
Известен гибочный штамп, содержащий полуматрицы, шарнирно связанные между собой петлями, закрепленными на боковых сторонах обеих полуматриц.
Цель изобретения - обеспечить точную гибку деталей с различными радиусами закругления и различной толщиной.
Для достижения этой цели предложенный штамп снабжен механизмом регулировки расстояния от оси щарнира до плоскости полуматриц, выполненным в виде поворотных пальцев, закрепленных посредством резьбовых пробок на боковых сторонах обеих полуматриц и снабженных эксцентричными концами, размещенными ,в предусмотренных в петлях продолговатых пазах.
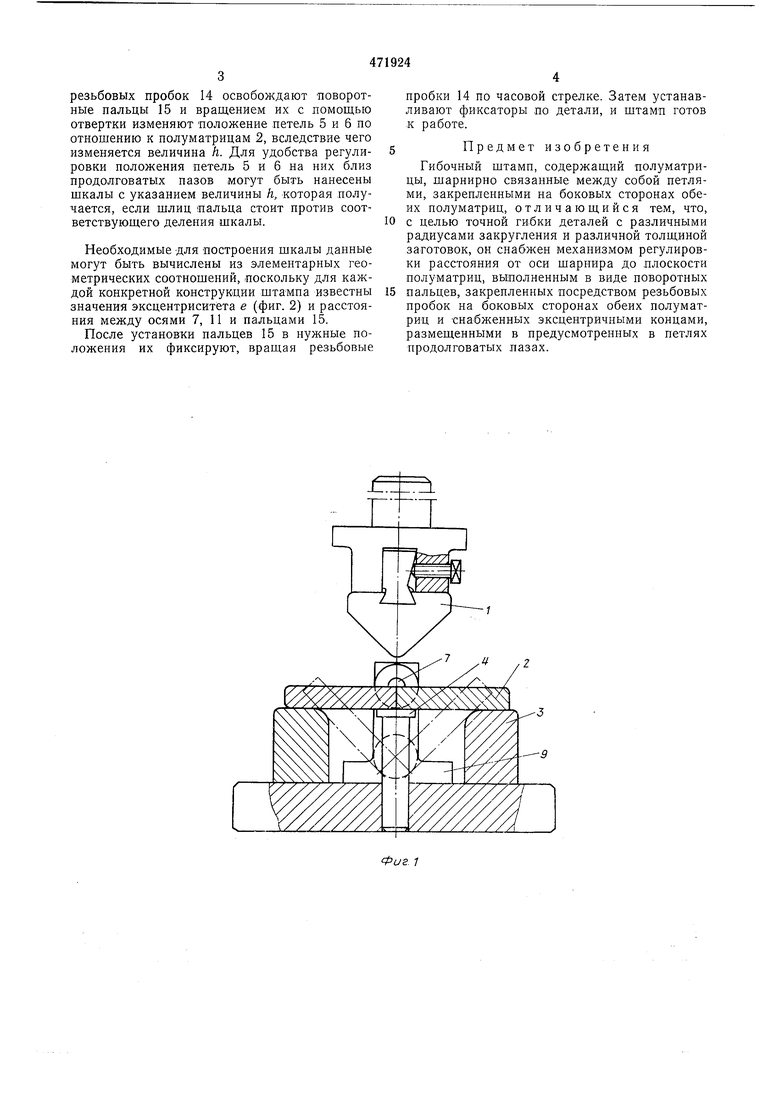
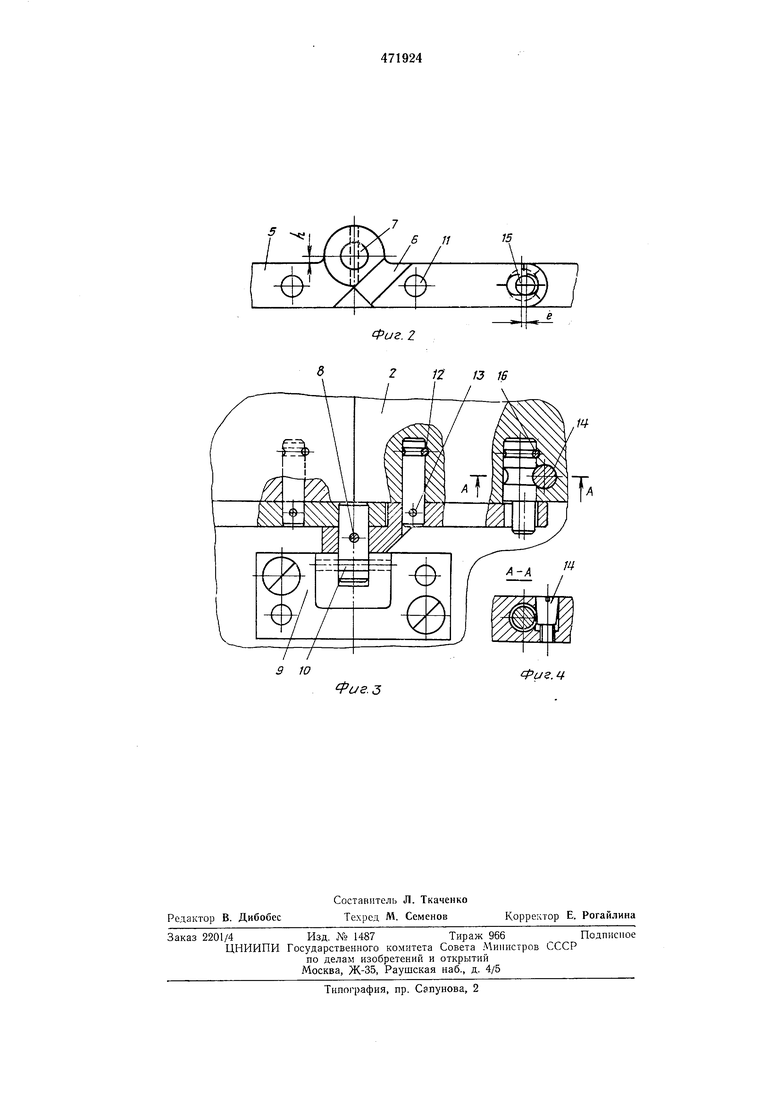
На фиг. 1 изображен описываемый щтамп, общий вид; на фиг. 2 - пларнир; на фиг. 3 - то же, вид сверху; на фиг. 4 - разрез по А-А на фиг. 3.
Штамп содержит сменный пуансон 1 и две полуматрицы 2, края которых опираются па неподвижные колодки 3 и на подпружиненный толкатель 4 (фиг. 1). Полуматрицы 2 соединены шарнирами, выполненными в виде петель 5 и 6 (фиг. 2), связанных Осями 7, которые закреплены в петлях штифтами 8 и перемещаются в вертикальных пазах стоек 9, причем их вертикальное перемещение ограничено штифтами 10, перекрывающими пазы стоек 9. Петли 5 и 6 закреплены на осях 11, удерживаемых в отверстиях полуматриц 2 штифтами 12, с помощью штифтов 13 (фиг. 3).
В полуматрицах 2 закреплены конусными резьбовыми пробками 14 (фиг. 4) поворотные пальцы 15, снабженные эксцентричными концами, которые входят в продолговатые пазы
петель 5 и 6. На торце пальца 15 имеется шлиц для отвертки. Пальцы 15 удерживаются от выпадания штифтами 16.
Заготовку укладывают на полуматрицы 2, находящиеся в горизонтальном положении
(фиг. 1) и фиксируют универсальными фиксаторами (на чертеже не показаны). При рабочем ходе пуансон 1 гнет заготовку и переводит полуматрицы в положение, показанное на фиг. 1 штрих-пунктиром. При обратном ходе
полуматрицы под действием толкателя 4 возвращаются в исходное пололсение, а деталь удаляют.
При переналадке штампа на изготовление другой детали, отличающейся от ранее изготовлявшейся заготовки толщиной, радиусом гибки или обоими этими параметрами, меняют пуансон 1 и изменяют расстояние /г от оси шарнира до плоскости полуматриц 2 (фиг. 2). Для этого вычисляют величину Л, или находят
ее по специальной таблице. Затем вращением
резьбовых пробок 14 освобождают поворотные пальцы 15 и вращением их с помощью отвертки изменяют положение петель 5 и 6 по отношению к полуматрицам 2, вследствие чего изменяется величина h. Для удобства регулировки положения петель 5 и 6 на них близ продолговатых пазов могут быть нанесены щкалы с указанием величины h, которая получается, если щлиц пальца стоит против соответствующего деления шкалы.
Необходимые для построения щкалы данные могут быть вычислены из элементарных геометрических соотнощений, поскольку для каждой конкретной конструкции щтампа известны значения эксцентриситета е (фиг. 2) и расстояния между осями 7, 11 и пальцами 15.
После установки пальцев 15 в пужные положения их фиксируют, вращая резьбовые
пробки 14 по часовой стрелке. Затем устанавливают фиксаторы по детали, и щтамп готов к работе.
Предмет изобретения
Гибочный щтамп, содержащий полуматрицы, щарнирно связанные между собой петлями, закрепленными на боковых сторонах обеих полуматриц, отличающийся тем, что,
с целью точной ги-бки деталей с различными радиусами закругления и различной толщиной заготовок, он снабжен механизмом регулировки расстояния от оси щарнира до плоскости полуматриц, выполненным в виде поворотных
пальцев, закрепленных посредством резьбовых пробок на боковых сторонах обеих полуматриц и снабженных эксцентричными концами, размещенными в предусмотренных в петлях продолговатых пазах.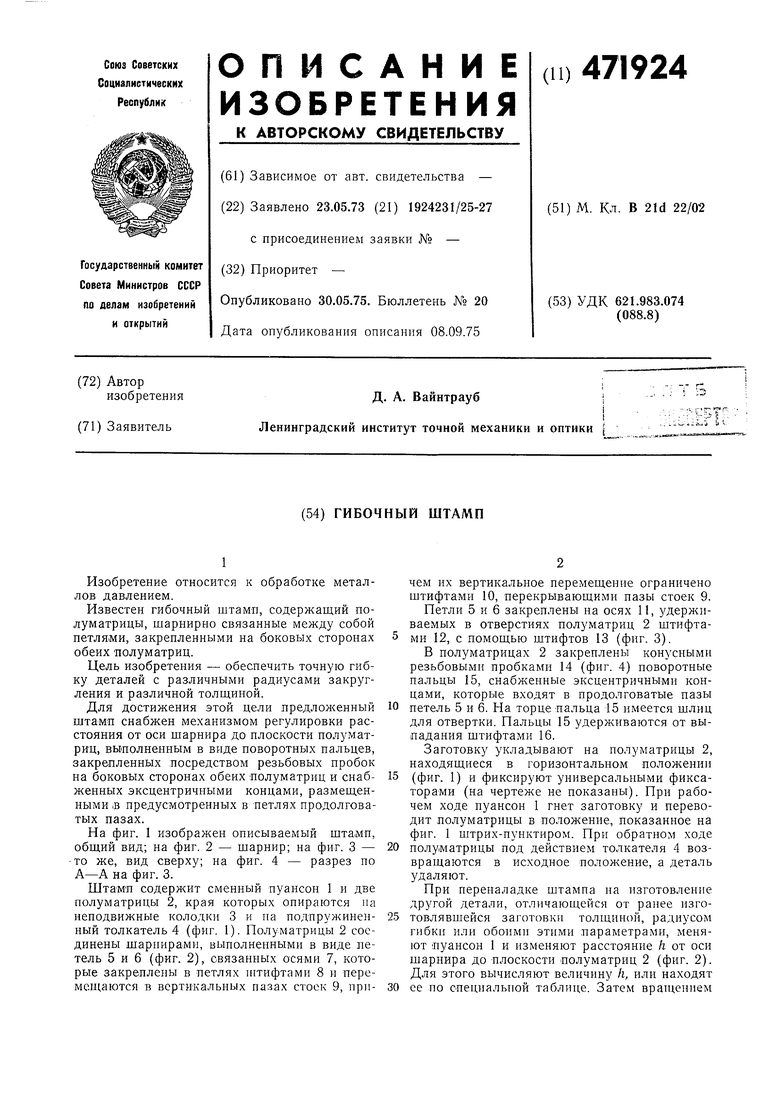
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Гибочный штамп | 1973 |
|
SU576141A1 |
| Гибочный штамп | 1975 |
|
SU513765A1 |
| Штамп для гибки | 1979 |
|
SU845965A1 |
| Узел пуансона гибочного штампа | 1987 |
|
SU1523221A1 |
| Штамп для угловой гибки | 1980 |
|
SU978977A1 |
| Универсальный штамп для обрезки углов по радиусу | 1974 |
|
SU627890A1 |
| Гибочный штамп | 1974 |
|
SU538761A1 |
| Штамп для изготовления петли, на преимущественно крупногабаритной листовой заготовке | 1982 |
|
SU1050789A1 |
| Гибочный штамп для изготовления @ -образных изделий с отверстиями в полках | 1985 |
|
SU1292873A1 |
ие.З
Фиг. 2
2 12 13 16
Фи.Ч
