(5) СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ ПОЛОСОВОГО ИЛИ ЛЕНТОЧНОГО МАТЕРИАЛА
1
Изобретение относится к обработке металлов давлением, в частности к последовательной штамповке полосового или ленточного материала, и может быть использовано в различных отраслях машиностроения.
Известен способ последовательной штамповки полосового или ленточного материала, при котором после каждого шага подачи удаляют шаговым ножом боковую перемычку l .
Недостатком известного способа яв ляется возможность получения деталей низкого качества из-за образования заусенцев и низкая стойкость инструмента, который выкрашивается из-за наличия концентраторов напряжений в углах.
Недостатки известного способа частично устраняются при последовательной штамповке полосового или ленточного материала, при которой после каждого шага подачи удаляют шаговым
ножом с поднутрением боковую перемычку 2 .
Недостатком этого способа является то, что выступ на шаговом ноже быстро изнашивается, что приводит к появлению заусенцев на штампуемых деталях.
Целью настоящего изобретения является повышение качества штампуемых деталей, а также стойкости инструмента.
Указанная цель достигается тем, что при последовательной штамповке 15 полосового или ленточного материала способом, при котором после каждого шага подачи удаляют шаговым ножом боковую перемычку, одновременно с удалением боковой перемычки перед уда20ляемым участком кромки а направлении подаваемого материала, на расстоянии шага подачи от этого участка по линии отрезки пробивают технологическое отверстие, преимущественно круглое.
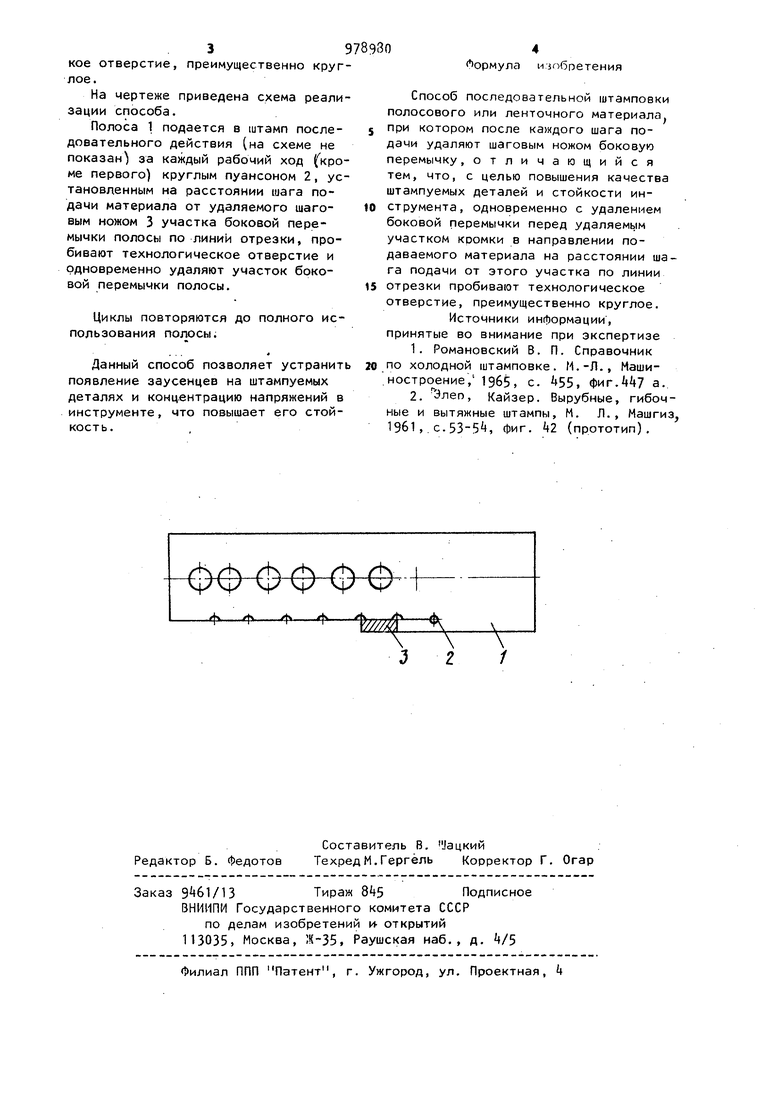
На чертеже приведена схема реализации способа.
Полоса 1 подается в штамп последовательного действия (на схеме не показан) за каждый рабочий ход кроме первого) круглым пуансоном 2, установленным на расстоянии шага подачи материала от удаляемого шаговым ножом 3 участка боковой перемычки полосы по линии отрезки, пробивают технологическое отверстие и одновременно удаляют участок боковой перемычки полосы.
Циклы повторяются до полного использования полосы.
Данный способ позволяет устранит появление заусенцев на штампуемых деталях и концентрацию напряжений в инструменте, что повышает его стойкость.
Лормула изобретения
Способ последовательной штамповки полосового или ленточного материала
при котором после каждого шага подачи удаляют шаговым ножом боковую перемычку, отличающийся тем, что, с целью повышения качества штампуемых деталей и стойкости инструмента, одновременно с удалением боковой перемычки перед удаляемь1м участком кромки в направлении подаваемого материала на расстоянии шага подачи от этого участка по линии
отрезки пробивают технологическое отверстие, преимущественно круглое.
Источники информации, принятые во внимание при экспертизе
1.Романовский В. П. Справочник по холодной штамповке. М.-Л., Маши.ностроение, 19б5, с. 55, фиг.7 а.
2.. Кайзер. Вырубные, гибочные и вытяжные штампы, М. Л., Машгиз, 19б1 ,. с.ЗЗ-З, фиг. kZ (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ последовательной штамповки | 1979 |
|
SU944712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1993 |
|
RU2089315C1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Устройство для параллельной штамповки деталей из листового материала | 1979 |
|
SU1118457A1 |
| Штамп для пробивки отверстий | 1976 |
|
SU704699A1 |
| Способ параллельной штамповки деталей из листового материала и штамп для его осуществления | 1974 |
|
SU1129002A1 |
| Способ изготовления полых деталей | 1977 |
|
SU799867A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для штамповки деталей из ленты и одновременного размельчения и удаления отхода | 1988 |
|
SU1622062A1 |
| СПОСОБ МНОГОРЯДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ МАЛООТХОДНОЙ ШТАМПОВКИ | 1994 |
|
RU2109588C1 |
